Автоматы для формования тестовых заготовок хал, снабженные нагнетательными вальцами для образования тестовых жгутов, двумя цепями для плетения этих жгутов и транспортером для подачи заготовки на расстой, известны.
Недостатком таких автоматов яв,1яется с;южность их конструкции, невозможность непрерывного образования жгутов путем нагнетания теста вальцами и отделения заготовок xa.i ОТ плетеного тестового жгута.
Указанные недостатки в описываемом автомате устранены благодаря тому, ЧТО механизм плетения тестовых заготовок хал выполнен в виде четырех сосков, попарно составляющих звенья двух, поперечно периодически продвигающихся в пазах го/ювки механизма плетения бесконечных цепей, образованных размещенными между сосками фигурными вкладышами.
Дозирующий мехаиизм выполнен в виде цилиндр1гческого совершающего вращательное и возвратнс-поступательное движение мерн1п а, разделенного на две клинообразные
ПОЛОСТИ, из которых каждая периодически ири иомощи двух каналов соединяется с двумя противостоящими сосками механизма плетения.
Автомат снабжен отжимным механизмом, выполненным в виде соверщающего возвратно-поступательное движение фигурного основного прижима и двух фигурных боковых прижимов.
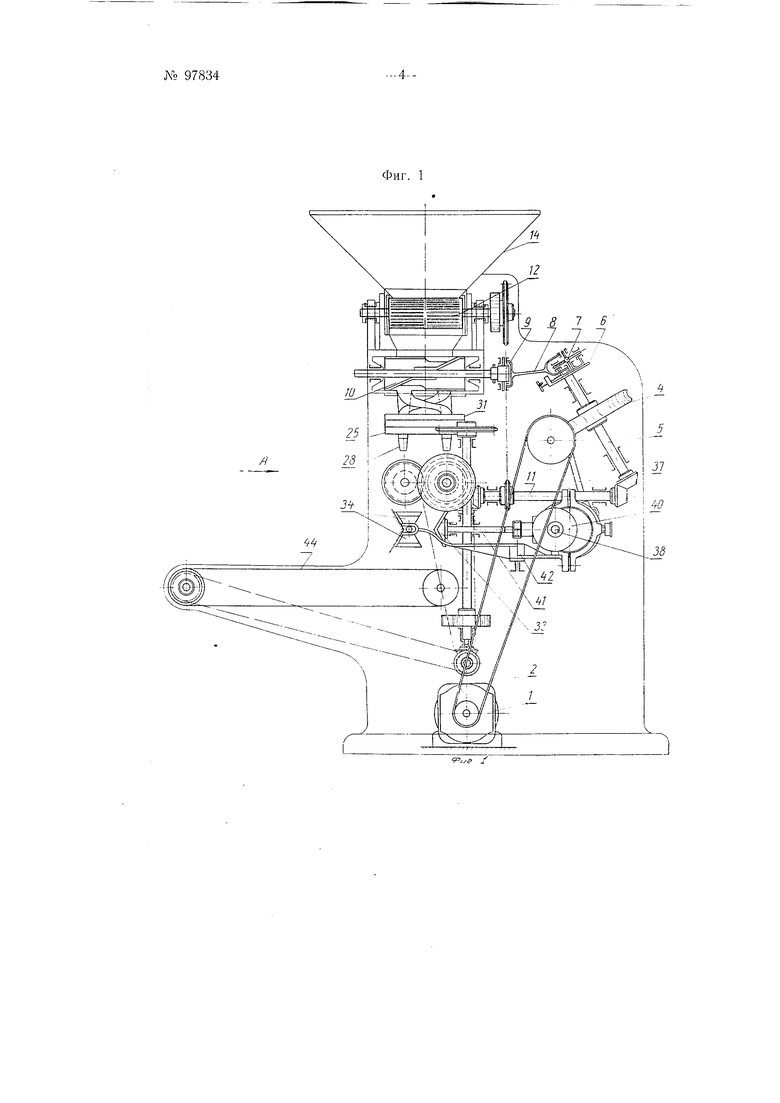
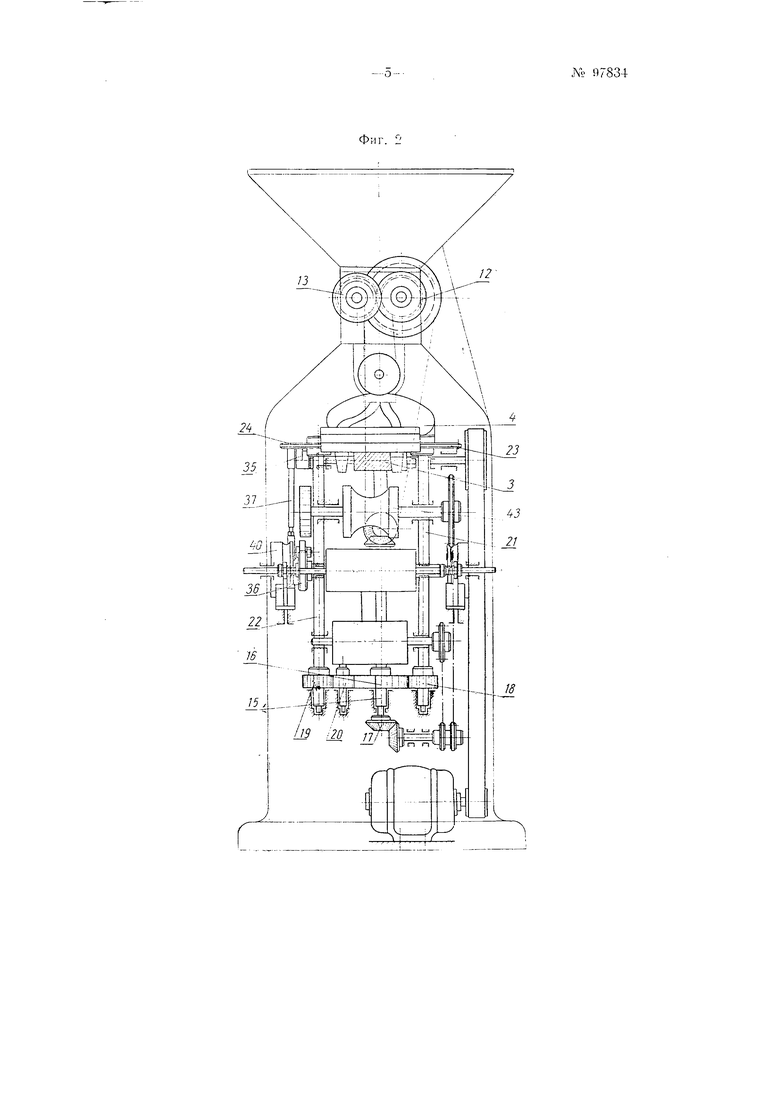
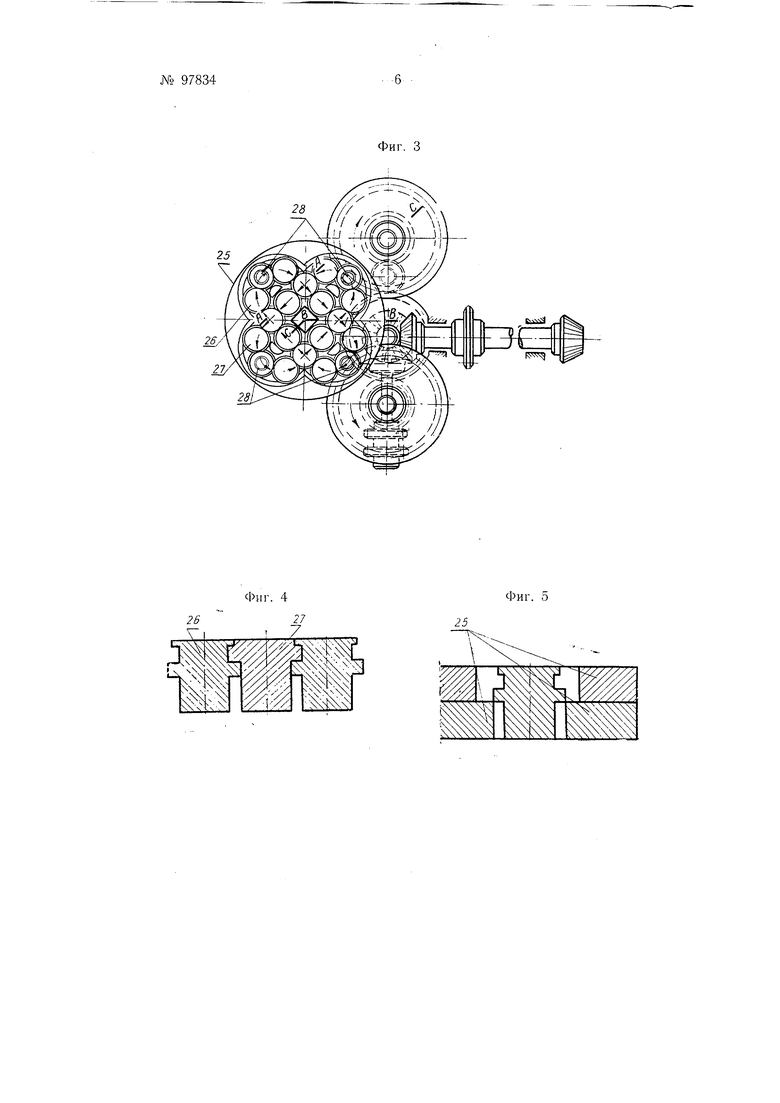
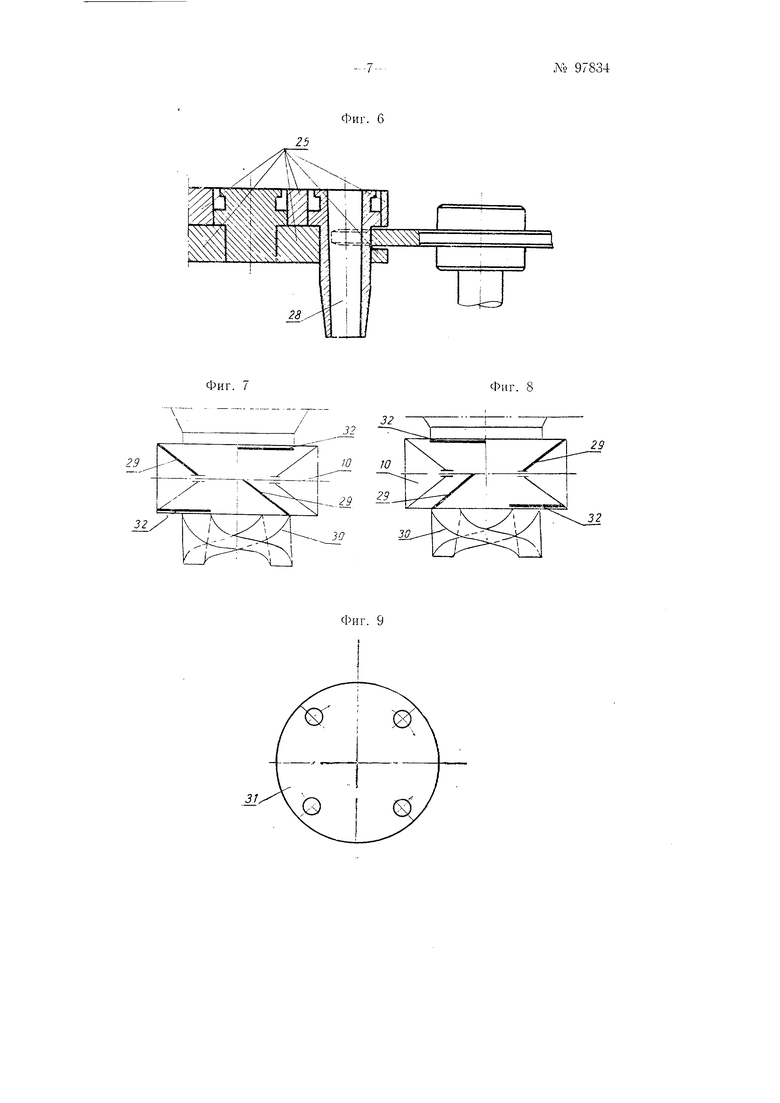
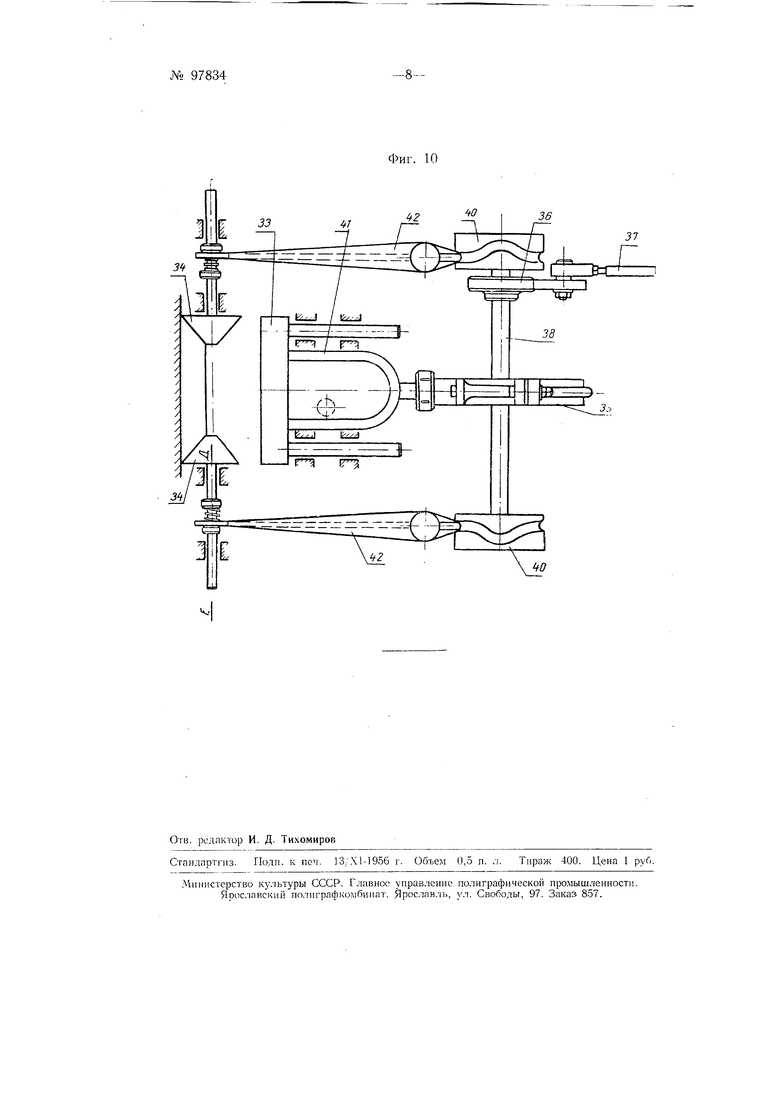
На фиг. 1 изображеи общий вид автомата; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид в плане на две бесконечные цепи механизма илетения; на фиг. 4 - вид по сечеиию АА на фиг. 3; на фиг. 5-вид но сечению ВВ на фиг. 3; на фиг. 6 - вид по сечен ю СС на фиг. 3; на фиг. 7 и 8 - схема устройства мерника (вид в двух рабочих его положениях); на фиг. 9 - вид снизу на флаиец мерника; на фиг. 10 - вид в плане на отжимный механизм.
От двигателя / через ременную передачу 2 движение передается червяку 3, который сцеплен с червячной шестерней 4. Ось 5 червячной щестерни 4 расположена иод углом и и у1еет на одном конце салазки 6 с регулирующим кривогнипом 7, которын qepes шатун 8 и шарннрои У передает вращательное и возвратно-поступательное движение цилиндрическому мернику 10.
На другом конце оси 5 посажена коническая шестерня, сцепленная с конической шестерней, находяшейся на валике 11, который через звездочку и цепную передачу передает врашение нагнетательным вальцам 12 и 13, подающим тесто из бункера 14 в мерник 10.
Тот же валик 11 через пару конических шестерен вращает валик 15, на котором имеются неполная шестерня 16 и коническая шестерня 17.
Неполная шестерня 16 периодически зацепляется с цилиндрической шестерней 18 и через паразитную цилиндрическую шестерню 20 с цилиндричес юЁ шестерней 19.
Шестерни 18 и 19 приводят в /движение через валики 21 и 22 звездочки 23 н 24.
Головка 25 механизма плетения тестовых жгутов имеет фигурные пазы, в которых перемещаются две бесконечные цепи, образованные фигурными вкладышами 26 и 27, размещеннымн между четырьмя сосками 28, понарио составляющими звенья этих цепей.
Вкладыши 26 и 27 и соски 28 в фигзрных пазах головки механизма плетения образуют две бескоиечпые цепи, перпендикулярные одна к другой. Эти цепи приводятся в движение от звездочек 23 и 24 в направлении, указанном иа фиг. 3 стрелками. Если одна из звездочек повернется на полоборота, то вкладьпии 26 и 27 и соски 28 по соответствующему фигурному пазу головки механизма плетения продвинутся на шесть звеньев (чнсло зубьев звездочки равно двенадцати, число звеньев цепи также равно двенадцати). Следовательно, пары сосков 28, совершив по фигурному пазу головки механизма плетения по.лный оборот, обменяются между собой местами. Поочередно звездочки 23 и 24, вращаясь, перемещают то одну пару сосков 28, то другую в направлении, указанном на фиг. 3 стрелками.
Мерник 10 разделен по диагонали перегородкой 29 на две клинообразные полости. Каждая полость периодически ири помощи двух пар каиалов 30 через отверстия фланца 31 .мерника сообщается с двумя противостоящими сосками 28 механизма плетения. При перемещении мерника вдоль своей горизоитальной оси л поворачивания вокруг нее, объем одной клинообразной полости сокращается и тесто выдавливается в одиу пару каналов 30, тогда как вторая пара каналов 30 перекрывается лопастью 32 мерника. Количество отмеренного теста связано с величиной хода мерника вдоль оси, которая регулируется кривошипом 7. 1 чем больше ход мерника, тем больше количество отмеряемого теста.
Для отделения заготовок хал от плетеного тестового жгута автомат снабжен отжимным механизмом, выполненным в виде фигуртюго основного прижггма 33 и двух фигурных боковых прижимов 34, взаимодействующих между собой. На конце червяка 3 посажен регулируюш.ий кривошип 35, приводящий в движение фрикционио-1Сшновую муфту 36 через тягу 37. Муфта 36 находится на валу 38, иа котором насажен эксцеитрик 39 и два цилиидрических кулачка 40. Эксцентрик 39 приводит в движеиие фигурный основной прижим 33 через шарнирио прикреиленный вилкообразный пружинный шатун 41. Кулачки 40 через рычаги 42 управляют двумя фигурными боковы.ми прижимами 34.
Работа автомата протекает следующим образом. Тесто из бункера нагнетается вальцами 12 и 13 в мерник 10, выдавливающий тесто в каналы 30, по которым оно поступает в соски 28.
Из сосков 28 тесто выходит в виде тестового жгута. После образования запаса теста в одной паре сосков 28 звездочки 23 и 24 поворачиваются на полоборота, и заполненные тестом соски перемещаются на места, занимаемые перед этим другой парой сосков 28. Когда происходит илетеиие тестового жгута одной парой сосков 28, во второй паре их образуется запас теста, т. е. подготовка к плетению тестового жгута второй парой сосков 28.
Сплетенная непрерывная заготовка тестового поступает на фнгурные приемные валики 43. подающие заготовку в отжимный механизм для отделепия заготовок хал от тестового жгута.
При достижении необходимой длины заготовки халы фигурный основной прижим 33 сдвигает тестовой жгут в сторону, после чего сближаются фигурные боковые прижимы 34 и заготовка халы отделяется от тестового жгута. Длина и вес заготовки регулируются установкой кривошипа 35.
Отделенпые заготовки хал поступают па леиточный транспортер 44, который подает их к месту укладки на расстойные доски.
Предмет изобретения
1. Автомат для формования тестовых заготовок хал, снабженный нагнетательными вальцами для образоваиия тестовых жгутов, двумя цепямп для плетепия этих жгутов и транспортером для подачп заготовки на расстой, отличающийся тем, что механизм плетепия выполпен в виде четырех сосков, попарно составляюишх звеньев двух, поперечно периодически продвигающихся в пазах головки механизма плетепия бесконечных цепеЙ, образованных размещенными между соскам фигурными вкладьнпами.
2.Автомат по п. 1, о т л и ч а ю щ и и с я тем, что для непрерывного образовання жгутов путем нагнетания теста вальцами он снабжен дозирующим механизмом, вьшолпенным в виде цилиндрического совершающего вращательное и возвратнопоступательпое движеппе мерника, разделенного на две клинообразные полост 1, из которых каждая периодически при помощи двух каналов соединяется с двумя противостоящими сосками механизма плетенпя.
3.Автомат по пп. 1 и 2. от л и ч а ю щ и и с я тем, что для отделения заготовок хал от плетеного жгута он снабжен отжимным механиз.мом, выполненным в виде соверп1аюн1,нх возвратно-поступательное движение фигурного основного прижима и двух фигурных боковых прнжпмов.
Фиг. 1
Фиг. 2
28
25
Фиг. 3

27
26
V N.
Фиг. 10
