Изготовление сплетенного хлеба (так называемой "халы") обычно производится вручную. Предлагаемая машина имеет целью производить плетение механическим путем.
Процесс плетения в машине отличается от ручного тем, что при ручном плетении соединяют вместе концы жгутов и затем производят их плетение. В предлагаемой машине плетение ведется не с концов, а с середины жгутов, которые накладываются друг на друга в определенном порядке и сплетаются путем перебрасывания их концов.
Машина для плетения связана помощью цепной зубчатой передачи с машиной для раскатки жгутов.
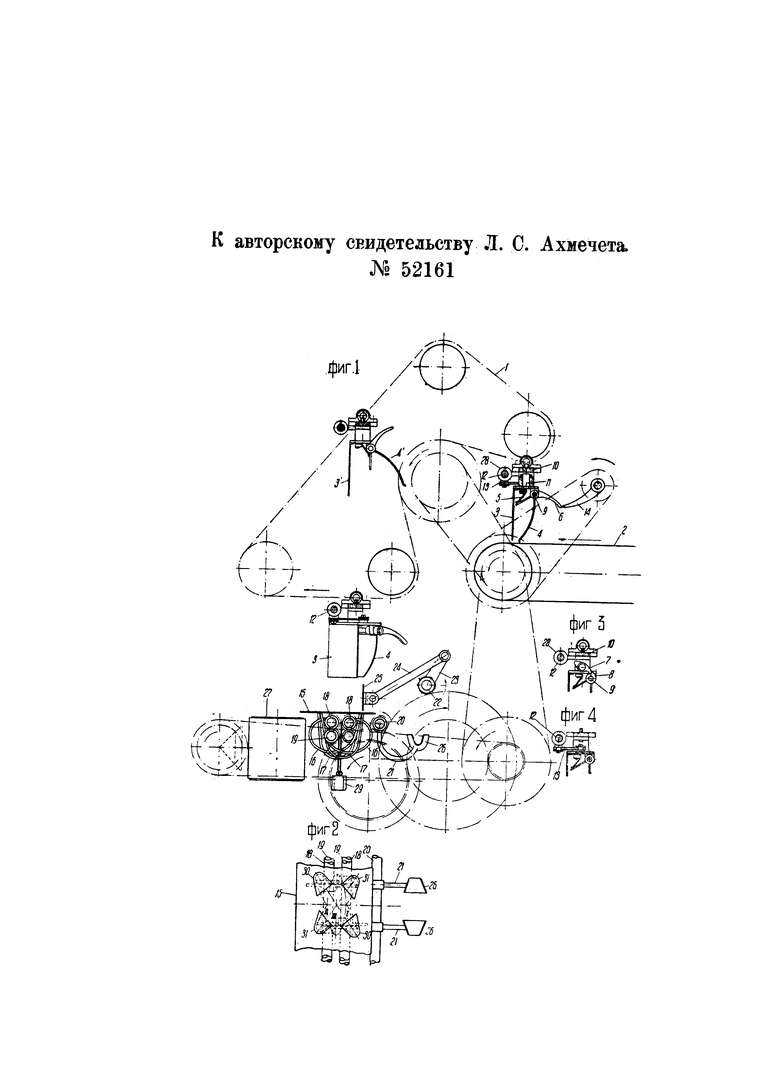
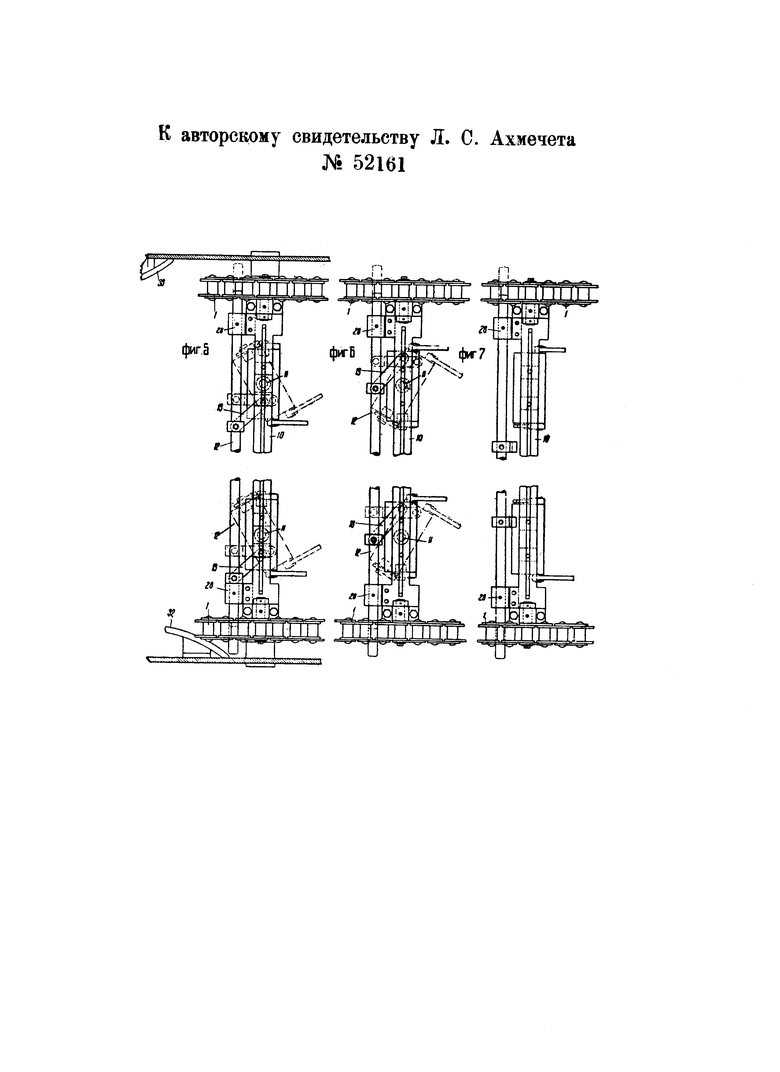
На схематическом чертеже фиг. 1 изображает вид машины сбоку, с частичными разрезами; фиг. 2 - вид сверху формовочного стола; фиг. 3 - вид сбоку головки захватов; фиг. 4 - вертикальный разрез головки по поводку; фиг. 5-7 - вид сверху частей бесконечных цепей с помещенными между ними каретками с захватами и стержнями.
Между двумя бесконечными, огибающими ряд зубчаток, цепями 1 (фиг. 1, 5, 6, 7) расположены прикрепленные к ним мостики 10, несущие на себе захваты для тестовых жгутов. Число захватов по длине мостика равно числу одновременно формуемых из теста изделий. Каждый захват состоит из двух стенок, одной неподвижной 3 и другой подвижной 4, вращающейся на валике 9 и отжимаемой пружиной 5. К валику 9 прикреплены кулачок 6 и запорное кольцо 8 (фиг. 3), имеющее на окружности выемку, в которую может западать конец собачки 7. В случае плетения хлеба из трех жгутов два ряда захватов 3, 4 устроены вращающимися вокруг своих вертикальных осей 11, а третий ряд захватов 3′, 4′ прикреплен к мостику неподвижно. Для вращения захвата к мостику прикреплены два подшипника 28, в которых может продольно скользить стержень 12, получающий осевое перемещение при находе его концов на неподвижные кулаки 32 или 33 (фиг. 5) и связанный с головками захватов при помощи поводков 13 (фиг. 1, 4, 5, 6).
Ниже бесконечных цепей 1 под каждой серией захватов расположен формовочный стол 15, часть которого укреплена неподвижно, а другие части представляют собою подъемно-поворотные площадки 30 и 31, которые посредством дугообразных рычагов 16 и 17 связаны с валиками 18 и 19, снабженными противовесом 29; эти валики приводятся в периодическое вращение. Около стола расположены поперечный транспортер 27 и валик 20 с рычажками 21, на концах которых укреплены формы 26 для обжимания концов хлеба. Над столом у его края помещен вертикальный щиток 25, связанный при помощи шатуна 24 и кривошипа 23 с валиком 22.
Тестовые жгуты, приготовляемые на машине для раскатки, подаются с нее на ленточном транспортере 2. Когда движущийся вместе с бесконечными цепями 1 захват проходит над концом транспортера 2, кулачок 14 при своем вращении нажимает на кулачок 6, благодаря чему стенка 4 захвата приближается к стенке 3 и этим движением захватывает один жгут теста. В это время запорное кольцо 8 поворачивается настолько, что собачка 7 своим концом заходит в углубление на окружности кольца и таким образом тестовый жгут оказывается зажатым в захвате. Таким же образом, при дальнейшем движении цепей 1 и транспортера 2 происходит зажим тестовых жгутов двумя другими группами захватов.
На своем пути при движении вместе с мостиком 10 стержень 12 встречает неподвижный кулак 32 (фиг. 5) и, надвигаясь на него концом, перемещается вдоль свой оси, причем через посредство поводков 13 поворачивает на некоторый угол все связанные с ним захваты. Захваты одного мостика отклоняются в одну сторону, захваты другого мостика - в другую сторону; захваты же третьего мостика остаются без поворота. Одновременно с этим края головок захватов в первых двух мостиках или особые выступы на стержне 12 в третьем мостике нажимают на верхний конец собачки 7, другой конец которой вследствие этого выходит из углубления на окружности кольца 8, благодаря чему стенка 3 под действием пружины 5 отходит от стенки 4 и зажатый в них тестовый жгут выпадает из захвата на формовочный стол 15, причем вследствие различного направления захватов два жгута падают отклоненными от направления движения мостиков 10, и притом в разные стороны, а третий ложится в том же направлении, в каком он лежал на транспортере 2, т.е. в направлении движения мостика 10. Таким образом на каждый формовочный стол будет уложено по три жгута, причем концы двух жгутов будут лежать на поворотных площадках 30 и 31 стола.
При вращении валиков 18 и 19 рычаги 16 и 17 поворачиваются и вместе с ними поворачиваются площадки 30 и 31, на которых лежат концы жгутов. При повороте валиков 18 на некоторый угол сидящие на них рычаги 16 перебрасывают крест на крест концы жгута I через жгут III; при возвращении рычагов 16 в прежнее положение повертываются на некоторый угол валики 19 и сидящие на них рычаги 17 перебрасывают концы жгута II через жгуты I и III и затем также возвращаются в прежнее положение. После того, как концы жгутов оказались сплетенными, поворачивается валик 20, и сидящие на нем рычажки 21 прижимают концы сплетенных жгутов формами 26. Вслед за этим поворачивается валик 22 и сидящий на нем кривошип 23 через посредство шатуна 24 толкает щиток 25, который скользит по направляющим и сталкивает готовые хлебы со стола 15 на поперечный ленточный транспортер 27, уносящий их на окончательную расстойку. При полном обороте валика 22 щиток, сталкивающий хлеб, возвращается в прежнее положение.
Периодический поворот рычажков механизма плетения на некоторый угол осуществляется помощью зубчатых колес с неполным количеством зубьев.
Поворот валиков 18, 19 и 20, а вместе с ними рычагов 16, 17 и 21 в обратном направлении производится помощью подвешенных к валикам противовесов 29.
При отходе от стола 15 стержни 12 другим концом находят на неподвижную кулису 33 и, продольно передвигаясь, возвращают захваты в их нормальное положение, параллельное мостикам 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| Машина для складывания мотков вышивальной бумаги и оклейки их этикетками | 1937 |
|
SU52664A1 |
| Автомат для формования тестовых заготовок хал | 1952 |
|
SU97834A1 |
| Устройство для плетения гибкогопЕРЕКРыТия | 1979 |
|
SU840384A1 |
| Устройство для укладки штучныхиздЕлий B КОРОбКи | 1978 |
|
SU839865A1 |
| Транспортер | 1926 |
|
SU5134A1 |
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| Конвейерное устройство для обслуживания общественных столовых | 1932 |
|
SU37822A1 |
| Посадочная машина для свекловичных корней | 1932 |
|
SU29661A1 |
| Посадочная машина | 1930 |
|
SU25784A1 |
1. Машина для формования плетеных изделий из теста, отличающаяся применением комплектов подвешенных к бесконечной цепи 1 захватов 3-4 для тестовых жгутов, принудительно поворачиваемых по отношению к направлению движения цепи 1, с целью перекрестного укладывания жгутов на формовочный стол 15.
2. Форма выполнения машины по п. 1, отличающаяся тем, что захваты 3-4 шарнирными поводками 13 связаны с монтированными на цепи 1 стержнями 12, получающими осевые перемещения от неподвижных кулаков 32, 33 (фиг. 5).
3. Форма выполнения машины по пп. 1 и 2, отличающаяся тем, что поводки 13 смежных захватов 3-4 расположены по разные стороны от оси 11 вращения этих захватов.
4. Форма выполнения машины по п.п. 1-3, отличающаяся тем, что в комплект захватов 3-4, участвующих в укладке на формовочный стол тестовых жгутов, потребных на одно изделие, включен один неповоротный захват 3′-4′ (фиг. 1).
5. В машине по пп. 1-4 формовочный стол, отличающийся тем, что он снабжен подъемно-поворотными площадками 30, 31, служащими для последовательного перебрасывания концов уложенных на стол 15 тестовых жгутов друг через друга.
6. Форма выполнения стола по п. 5, отличающаяся тем, что каждая подъемно-поворотная площадка 30, 31 посредством дугообразного рычага 16, 17 связана со снабженным противовесом 29 валиком 18, 19, приводимым в периодическое вращение.
