(54) УСТРОЙСТВО ГИДРОРАСПОРА КЛЕТИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования межвалкового зазора прокатной клети | 1983 |
|
SU1082507A1 |
| Устройство автоматического регулирования формы полосы на стане холодной прокатки | 1988 |
|
SU1546187A1 |
| Устройство стабилизации межвалкового зазора на непрерывном прокатном стане | 1983 |
|
SU1107917A1 |
| Устройство противоизгиба валков | 1981 |
|
SU995948A2 |
| Устройство для стабилизации межвалкового зазора прокатной клети | 1980 |
|
SU931256A1 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1990 |
|
SU1704873A1 |
| Устройство для автоматического регулирования раствора валков прокатной клети | 1983 |
|
SU1102650A2 |
| Устройство для регулирования межвалкового зазора прокатной клети | 1984 |
|
SU1207541A1 |
| Устройство для регулирования тол-щиНы пОлОСы пРи пРОКАТКЕ | 1979 |
|
SU845909A1 |
| Устройство для регулирования раствора валков прокатного стана | 1988 |
|
SU1524953A1 |
1
Изобретение относится к прокатному производству, в частности, .к устройствам регулирования, предназначенным для повышения точности геометрических размеров полос„
Известно устройство гидрораспора клети l , содержащее гидроцилиндры, сопряженные с подушками прокатных валков, регулируемый источник давления жидкости, представляющий собой реверсивную обратимую аксиально-поршневую гидромашину роторного типа с приводом от электродвигателя постоянного тока с блоком управления электродвигателем, напорную гидромагистраль, соединяющую гидромашину с гидроцилиндрами, блок задания величины давления жидкости с задатчиком, блок программы дополнительного обжатия заднего конца полосы, датчик наличия металла в очаге деформации, датчик наличия металла перед клетью.
Известно, что при прокатке полос наибольшая разнотолщинность имеет место на заднем и передне/ концах полосы и проявляется в виде их утолщения.
Это устройство не обеспечивает дополнительного обжатия утолщенного переднего конца полосы.
Наиболее близко к описываемому
10 устройство гидрораспора клети 2J, содержащее гидроцилиндры, сопряженные с подушками прокатных валков, регулируемый источник давления жидкости, напорную гидромагистраль, соединяющую регулируемый источник давления жидкости с гидроцилиндрами, блок задания величины давления жидкости с задатчиком, ключ выбора режима дополнительного обжатия концов полосы,
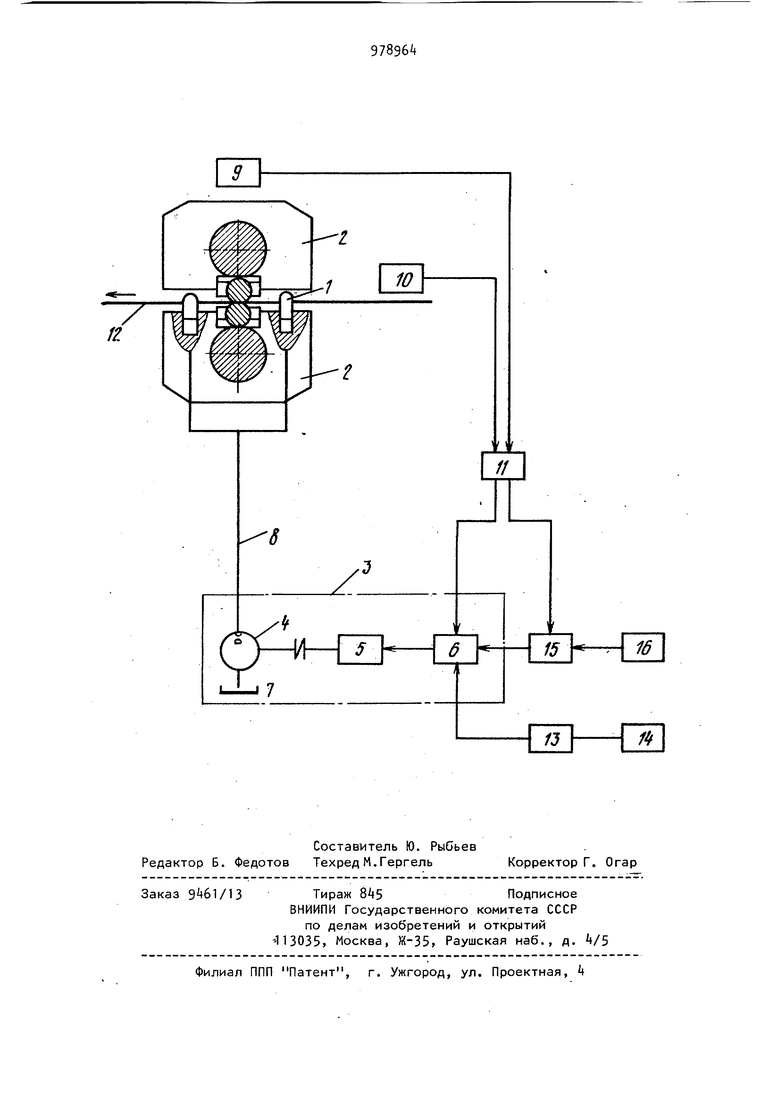
датчик наличия металла в очаге деформации, датчик наличия металла перед клетью, причем выход датчика наличия металла в очаге деформации и 397 выход датчика наличия металла перед клетью соединены соответственно с первым и вторым в)одами ключа выбора режима дополнительного обжатия концов полосы, выход блока задания величины давления жидкости и первый выход ключа выбора режима соединены соответственно с первым и вторым входами блока управления регулируемым источником давления жидкости. Данное усторойство обеспечивает дополнительное обжатие как заднего, так и переднего утолщенных концов полосы. Однако и это устройство имеет недостаток. Известно, что при прокатке полос различных типоразмеров прокатного сортамента стана различны не только толщина утолщенных концов, но и их длина.Данное устройство при незначительном утолщении переднего / конца дополнительно обжимает только задний конец, для чего до входа полосы в клеть в гидроцилиндрах, установленных между подушками прокатных валков и распирающих клеть при наличии в них давления, создают регулируемым источником заданное давление жидкости либо по сигналу датчика наличия металла перед клетью, либо по сигналу датчика наличия металла в очаге деформации при выходе заднего конца предыдущей полосы. Если утолщение переднего конца полосы выше допускаемого, дополнительное его обжатие осуществляется за счет того, что набор давления жидкости в гидроцилиндрах начинают в момент захвата полосы валками по си1 налу датчика наличия металла в очаге деформации. За интервал времени набора давления и осуществляется дополни,тельное обжатие переднего конца полоСЫI Это ycTpovicTBO не обеспечивает воз можность изменять длину участка переднего конца полосы, получающего дополнительное обжатие. В связи с этим, чтобы предотвратить обжатие полосы сверх допустимого устройство настраивают по профилеразмеру полос, имеющих утолщенный передний конец наименьшей длины. Это приводит к тому, что полосы абсолютного большинства типоразмеров сортамента стана получают дополнительное обжатие переднего конца на меньшей длине, чем требуется Цель изобретения - повышение точности прокатки. Поставленная цель достигается тем, что- устройство гидрораспора клети, содержащее гидроцилиндры, сопряженные с подушками прокатных валков, регуjлируемый источник давления жидкости, например реверсивную обратимую аксиально-поршневую гидромашину роторного типа с приводом от электродвигателя постоянного тока с блоком управлеюния электродвигателем, напорную гидромагистраль, соединяющую гидромашину с гидроцилиндрами, блок задания величины давления жидкости с задатчиком, ключ выбора режима дополниisтельного обжатия концов полосы, датцик наличия металла в очаге деформации, датчик наличия металла перед клетью, причем выход датчика наличия металла в очаге деформации и выход 20датчика наличия металла перед клетью соединены соответственно с первым и вторым входами ключа выбора режима дополнительного обжатия концов полосы, выход блока задания величины давле25ния жидкости и первый выход ключа выбора режима соединены соответственно с первым и вторым входами блока управления электродвигателем, дополнительно содержит реле времени и зазодатчик времени, причем первый и второй входы реле времени соединены соответственно с задатчиком времени и вторым выходом ключа выбора режима дополнительного обжатия полосы, а реле времени соединен с третьим входом блока управления электродвигателем регулируемого источника давления жидкости, „ На чертеже представлен вариант Устройства Устройство содержит гид роцилиндры I, сопряженные с подушка„ , v- к - v, i ш ми 2 прокатных валков, регулируемый . f,f, источник 3 давления жидкости объемного типа, включающий реверсивную обратимую аксиально-поршневую гидРомашину роторного типа, приводимую электродвигателем 5 постоянного тока, блок 6 управления электродвигателем, представляющий собой тирис50торный преобразователь, и маслобак 7« Гидроцилиндры 1 соединены с гидромашиной Ц напорной магистралью 8. Выход датчика 9 наличия металла в очаге деформации и выход датчика 10 нали55чия металла перед клетью соединены соответственно с первым и вторым входами ключа 11 выбора режима дополнительного обжатия концов полосы 12.
Первый вход блока 6 управления соеди нем с выходом блока 13 задания величины давления жидкости, представляющего собой операционный усилитель, вход которого соединен с выходом задатчика 14 величины давления жидкости, выполненного в виде потенциометра. Второй вход блока 6 управления соединен с первым выходом ключа 11 выбора режима. Третий вход блока 6 управления соединен с выходом реле 15 времени, первый вход которого соединен с задатчиком 16 времени, выполненным в виде потенциометра, а второй вход - со вторым выходом ключа 1 Работу устройства рассмотрим на примере клети № 10 непрерывного стана 1700 горячей прокатки. Перед началом прокатки задатчиком Н устанавливают необходимую величин задания давления жидкости. С выхода задатчика сигнал поступает на вход блока 13 задания величины давления жидкости, в котором формируется си|- нал, пропорциональный заданному давлению, и с выхода блока 13 поступает на первый вход блока 6 управления электродвигателемо Однако с выхода блока 6 сигнал к электродвигателю не поступает до тех пор, пока не поступит команда либо на второй вход блока 6 управления, соединенный с ключом 11 выбора режима, либо на его третий вход, соединенный с реле 15 времени. Если необходимо дополнительно обжать только задний конец полосы, клю 11 выбора режима устанавливают перед прокаткой в положение задний конец В этом случае при захвате металла валками одной из предыдущих клетей сигнал датчика 10 наличия металла перед клетью № 10, функцию которого выполняет реле тока двигателя главно го привода одной из предыдущих клетей поступает через ключ 11 на второй вход блока 6 управления электродвигателем. В результате блок 6 воздействует на электродвигатель 5 который создает на своем валу момент, пропорциональный сигналу, поступившему, от блока 6 управления. Под действием момента двигателя гидромашина k подает жидкость из бака 7 по напорной магистрали 8 в гидроцилиндры 1, создавая в них давление жидкости, равное заданному. Под действием давления жидкости гидроц/1линдры создают усилие распора, которое растягивает . клеть, увеличивая зазор между валками. Поскольку набор давления при названном положении ключа 11 выбора начинается и знаканчивается до захвата полосы валками клети N 10, дополнительного обжатия переднего конца полосы не происходит.
Средняя часть полосы прокатывается при заданном давлении. При выходе заднего конца полосы из одной из предыдущих клетей по сигналу датчика 10, который поступает через ключ 11 в блок 6, электродвигатель 5 уменьшает момент до нуля, и давление в гидроцилиндрах сбрасывается, обеспечивай снятие усилия распора, что приводит к уменьшению межвалкового зазора, а следовательно и к дополнительному обжатию заднего конца полосы. Если необходимо дополнительное обжатие и заднего и переднего концов полосы, ключ 11 устанавливают в положение передний и задний концы. Дополнительное обжатие заднего конца осуществляется за счет сброса давления, как и в предыдущем случае. Набор давления начинается не по сигналу датчика 10 наличия металла перед клетью, а по сигналу датчика наличия металла в очаге деформации клети № 10, который поступает на второй вход реле 15 времени через ключ 11 выбора режима. При этом, если задатчик 16 времени установлен в нулевое положение, сигнал с реле 15 времени сразу же поступает в блок 6 управления электродвигателем, и в гидроцилиндрах 1 начинается набор давления жидкости. За интервал времени, в течение которого давление возрастает до заданного значения, осуществляется дополнительное обжатие переднего конца полосы. И первая и вторая схемы дополнительного обжатия могут быть реализованы известным устройством. Однако передние утолщенные концы различных типоразмеров полос значительно отличаются по длине. Так, при прокатке на рассматриваемом стане 1700 полос толщиной 2 мм длины передних утолщенных концов примерно вдвое больше, чем при прокатке полос толщиной 6 мм. Известное устройство не обеспечивает варьирование длиной дополнительно обжатых передних концов. 797 Описываемое же устройство позволяет изменять длину дополнительно обжатого переднегр конца полосы. Для увеличения ДЛИ.НЫ дополнительно обжатого переднего конца з адатчиком 16 времени устанавливают от.пичное от нуля значение интервала времени. Сигнал, пропорциональный заданной величине, поступает с задатчика 1б на первый вход реле времени 15. При поступлении сигнала от датчика 9 наличия металла в очаге деформации клети № 10 через ключ 11 выбора режима на второй вход реле 15 времени с выхода реле сигнал в блок 6 управления на начало набора поступает не сразу, а по истечении интервала времени, установленного задатчиком 1б. Дополнительное обжатие переднего конца полосы происходит с момента захвата полосы валками не только в течение времени набора давления , но и в течение паузы от момента захвата металла валками до начала набора давления, равной интервалу времени, установленному задатчиком в зависимости от типоразмера прокатываемых полос. На чертеже представлен вариант исполнения устройства. Значение интервала времени, вводимого в реле 15 времени, устанавливают вручную задатчиком 1б в зависимости от типоразмера прокатываемой полосы. Возможный вариант устройства значение интерва ла времени поступает на вход реле 15 времени не от ручного задатчика 16, а от функционального блока (на чертеже не показан), который вычисляет необходимое значение интервала времени в функции жесткости полосы, скорости прокатки, величины обжатия, величины давления жидкости в гидроцилиндрах и других параметров. Наличие дополнительных элементов реле времени и задатчика времени и их связей позволяет устройству повысить точности прокатываемых полос, что в условиях рассматриваемого Непрерывного полосового стана 1700 горячей прокатки даст значительный эк-ономический эффект. 8 Формула изобретения Устройство гидрораспора клети, содержащее гидроцилиндры, сопряженные с подушками прокатных валков, регулируемый источник давления жидкости, например реверсивную обратимую аксиально-поршневую гидромашину роторного Типа с приврдом от электродвигателя с блоком управления постоянного тока, электродвигателем, напорную гидррмагистраль, соединяющую гидромашину с гидроцилиндрами, блок задания величины давления жидкости с задатчиком, ключ выбора режима дополнительного обжатия концов полосы, датчик наличия металла в очаге деформации, датчик наличия металла перед клетью, причем выход датчика наличия металла в очаге деформации и выход датчика наличия металла перед клетью соединены соответственно с первым и вторым входами ключа выбора режима дополнительного обжатия концов полосы, выход блока задания величины давления жидкости и первый выход ключа выбора режима соединены соответственно с первым и вторым входами блока управления электродвигателем, отличающееся тем, что, с целью повышения точности прокатки, оно дополнительно содержит реле времени и задатчик времени, при этом первый и второй входы реле времени соединены соответственно с задатчиком времени и вторым выходом ключа выбора режима дополнительного обжатия полосы, а выход реле времени соединен с третьим входом блока управления электродвигателем регулируемого источника давления жидкости. Источники информации, принятые во внимание при экспертизе 1.Меерович И.М. и др. Эксплуатация систем гидрораспора клети и противоизгиба валков на базе безклапанного регулятора давления, Сталь, 1980, с. 792...795. 2.Горелик B.C. и др. Новое в обработке металлов давлением, Киев, Техника, 197, с. 75...80.
