1
ИзоЬ1эетение относится к обработке металлов давлением, в частности, к уст ройствам для правки ленты.
Известно устройство для правки cejvповидной металлической ленты, содержащее правильные ролики с кольцевыми канавками, установленные на основании в шахматном порядке Y .
У этого устройства ограниченные Texr/jo нологические возможности: оно может К быть использовано только для правки лент толщиной 0,4-1,5 мм и шириной до 20 мм,
Цель изобретения - расщирение технологических возможностей путем расщире- ,5 ния диапазона обрабатываемых металлических лент.
Поставленная цель достигается тем, что в устройстве для правки серповидной металлический ленты, содержащем правипь20 ные ролики с кольцевыми канагакамн, ус тановленные на основании в шахматном порядке, на внутренних торцах роликов выполнены кольцевые рифления-с шагом
уменьшающимся к периферии ролика обратно пропорционально радиусу кольца рифления; кольцевые-канавки имеют глубину, равную 0,6-0,8 ширины металлической ленты, расстояние между внутренними торцами у первой по ходу перемещения ленты пары роликов равно удвоенной толпшне ленты, а у последней роликов толщине ленты.
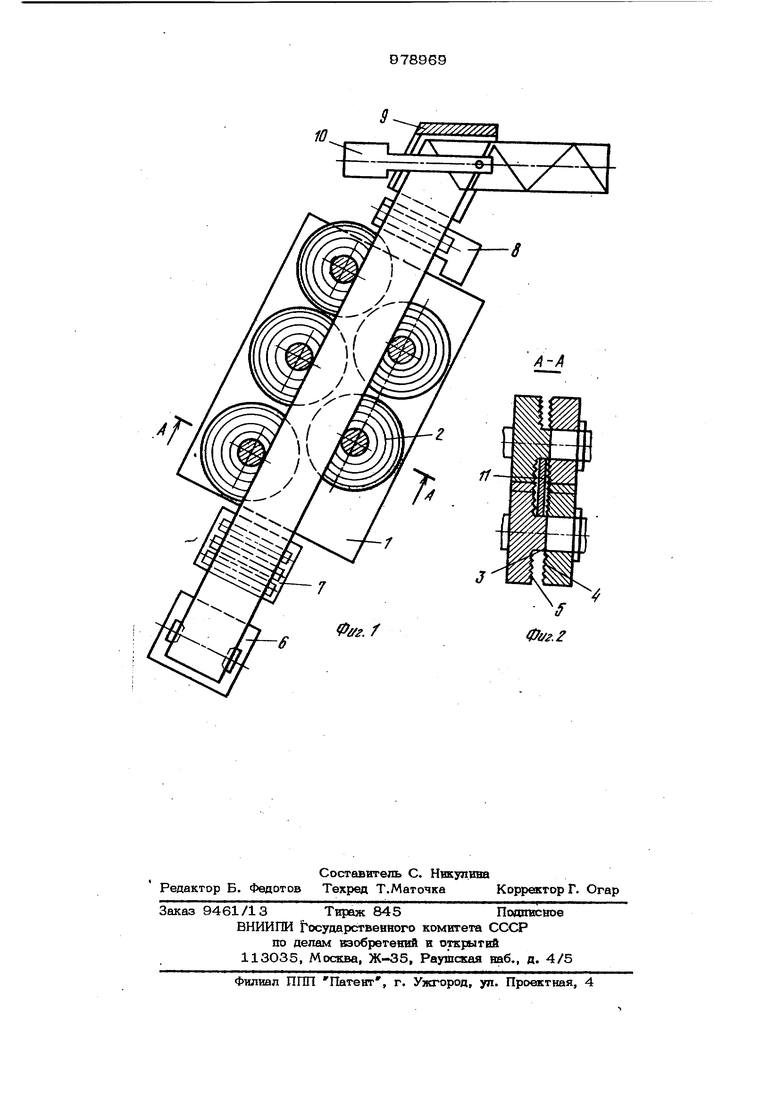
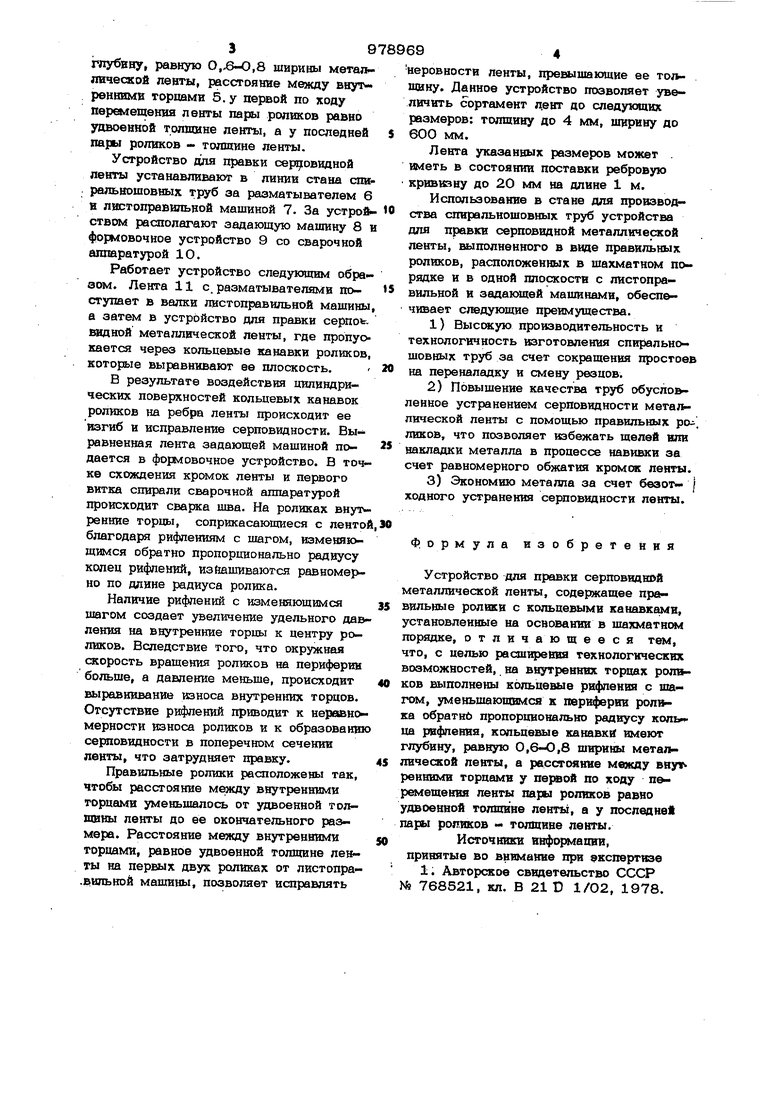
На фиг 1 изображен общий вид устройства для правки серповидной металлической полосы, установленной в линии стана спиральношовных труб, вид сверху; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для правки серповидной металлической ленты содержит смонтированные на основании 1 в шахматном порядке правильные ролики 2 с кольцевыми канавками 3. На внутренних торцах роликов выполнены кольцевые рифления 4 с, шагом,уменьшающимся к периферии ролика обратно пропорционально радиусу кольца рифления. Кольцевые канавки имеют
гпубнну, равную О,,.6-0,8 ширины металлической ленты, расстояние между внутренними торцами 5. у первой по ходу перемещения ленты пары роликов равно удвоенной толщине ленты, а у последней пары роликов - толщине ленты.
Устройство для правки серповидной ленты устанавливают в линии стана спиральношовных труб за раэматывателем 6 и лвстоправильной машиной 7. За устройством располагают задающую машину 8 и формовочное устройство 9 со сварочной аппаратурой 10.
Работает устройство следующим обраSOM. Лента 11с, разматывателями по- ступает в валки листоправильной машины а затем в устройство для правки cepnot. Шдной металлической ленты, где пропускается через кольцевые канавки роликов, которые выравнивают ее плоскость.
В результате воздействия цилиндрических поверхностей кольцевых канавок роликов на ребра ленты происходит ее изгиб и исправление серповидности. Выравненная лента задающей машиной подается в формовочное устройство. В точке схождения кромок ленты и первого витка спирали сварочной аппаратурой происходит сварка шва. На роликах внут ренние торцы, соприкасающиеся с лентой благодаря рифлениям с шагом, изменяют щимся обратно пропорционально радиусу колец рифлений, изйашиваются paBHOMej но по длине радиуса ролика.
Наличие рифлений с изменяющимся шагом создает увеличение удельного дав ления на внутренние ториы к центру роликов. Вследствие того, что окружная скорость вращения роликов на периферии больше, а давление меньше, происходит выравнивание юноса внутренних торцов. Отсутствие рифлений приводит к неравномерности износа роликов и к образованию серповидности в поперечном сечении ленты, что затрудняет правку.
Правильные ролики расположены так, чтобы расстояние между внутренними торцами уменьшалось от удвоенной толщины ленты до ее окончательного размера. Расстояние между внутренними торцами, равное удвоенной толщине ленты на первых двух роликах от листопраЭильной машины, позволяет исправлять
неровности ленты, превышающие ее толщину. Данное устройство позволяет увеличить с ортамент лент до следующих размеров: толщину до 4 мм, ширину до 600 мм.
Лента указанных размеров может . иметь в состоянии поставки ребровую кривизну до 20 мм на длине 1 м.
Использование в стане для производства спиральношовных труб устройства для правки серповидной металлической ленты, выполненного в виде правильных роликов, расположенных в шахматном порядке и в одной плоскости с листоправильной и задающей машинами, обеспечивает следующие преимущества.
1) производительность и технологичность изготовления спиральношовных труб за счет сокращения простое на переналадку и смену резцов.
2)Повышение качества труб обусловленное устранением серповидности металлической ленты с помощью правильных ро ликов, что позволяет юбежать щелей или накладки металла в процессе навивки за счет равномерного обжатия кромок ленты
3)Экономию металла за счет безот- ходного устранения серповидности ленты.
формула изобретения
Устройство для правки серповидной металлической ленты, содержащее правильные ролики с кольцевыми канавками, установленные на основании в шахматнсжл порядке, отличающееся тем, что, с целью расширения технологических возможностей, на внутренних торцах ролвков выполнены кольцевые рифления с шагом, уменыиающвмся к периферии ролика обратн6 пропорционально радиусу коль ца рифления, кольцевые канавксг имеют глубину, равную 0,6-О,8 ширины металлической ленты, а расстояние между внуг ренними торцами у первой по ходу п&ремещения ленты пары роликов равно удвоенной толщине ленть, а у последней пары роликов - толщине ленты. Источники внфорв«(ации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 768521, кл. В 21 D 1/02, 1978.
10
Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ устранения серповидности металлической ленты и устройство для его осуществления | 1978 |
|
SU768521A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Устройство для формовки спиральношовных сварных труб | 1981 |
|
SU1026886A1 |
| Способ правки стального проката | 2021 |
|
RU2784711C1 |
| СПОСОБ ПРАВКИ С РАСТЯЖЕНИЕМ ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ | 1993 |
|
RU2036036C1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 2008 |
|
RU2365445C1 |
| СПОСОБ ПРАВКИ ТОЛСТОЛИСТОВОГО ПРОКАТА | 2015 |
|
RU2581697C1 |
| Линия для изготовления спиральношовных труб с винтовыми гофрами | 1985 |
|
SU1304955A1 |
| СПОСОБ ПРАВКИ ПОЛОСЫ | 1987 |
|
RU1469660C |
| Листоправильная машина | 1987 |
|
SU1449173A1 |