Изобретение относится к области обработки металлов давлением и может быть использовано для термомеханической обработки листовых деталей, наприме режущих элементов сельскохозяйственных уборочных машин, различного типа ножей. Известен штамп для термомеханической обработки листовых деталей, содержащий верхнюю и нижнюю плиты с размещенными в них системой охлаждения и штамповым инструментом 1 . Недостатком известного штагта являются размещения в штампованных пли тах систем охлаждения, недостаточно высокая прочность штампового инструмента. . Цель изобретения - повышение проч ности штампового инструмента за счет интенсификации его охлаждения. Поставленная цель достигается за сч того,что в штампе для термомеханическо обработки листовых деталей,преимущест венно режущих элементов сельскохозяйственных машин, содержащем верхнюю и нижнюю плиты с размещенными в них системой охлаждения и штамповы инструментом, систЪма охлгокдения выполнена в виде размещенной в нижней плите охватывающей инструмент открытой емкости с постойнным регулируемом уровнем жидкости, а также жестко закрепленной в верхней плите вставки со скошенными опорными гранями, образующими с боковыми поверхностями инструмента замкнутые каналы для охлаждающей хпдкости. Па фиг. 1 изображена обрабатываемая на штампе листовгш. деталь режуЕдай элемент сельскохозяйственных уборочных машин, сегмент; на фиг.2 сечение сегмента по лезвиям на фиг. 3 - сечение заготовки сегмента после термомеханической обработкиj на фиг. 4 - нижняя плита штампа, вид в плане j на фиг. 5 - разрез А-А на фиг. 4; на фиг. б - верхняя плита штампа,- вид в планер на фиг. 7 разрез Б-Б на Фиг. 6. Сегмент сельскохозяйственных уборочных машин (см. фиг. 1 и 2) представляет собой пластину тргшециевидной фор«л, боковые кромки которой скошены, образуя лезвия, имеющие в нормальном сечении форму двухгранного клина. При термомеханической обработке сегментов осуществляет- . ся образование одной из граней лезвий методом горячей пластической деЛормации с одновременной закалкой
лезвий путем отвода тепла на охлаждаемый штамповый инструмент. Шри деформации осуществляется переход излишнего металла за плоскость заготовки в Ьблой (см фиг. 3). Для
7образования второй грани лезвия осу ществляется последуюи ая сс«1шифовка фблоя.
., Штамп для термомеханической обра.ботки. листовых деталей состоит из нижней и.верхней плит. Нижняя плита
I(см, фиг. 4 и 5) содержит открытую сверху емкость 2 для .охл.аждающей жидкости, в которойрасположен штамповый инструмент 3 и клин .4 для его крепления. Емкость 2 с одной стороны ограничена съемной стенкой 5 с двумя наклонными поверхностями для крепления штампа и инструмента 3. Внутри стенки 5 просверлены канал 6 и отверстий 7 для подвода охлаждающей жидкости через пазы 8 к инструменту
3. С другой стороны емкость 2 ограничена стенкой 9, предназначенной для поддержания уровня охлаждающей жидкости ниже рабочей поверхности инструмента 3 на 1 - 2 мм. На нижней плите 1 имеются также паз Ю и штуце
IIдля слива,жидкости после ее перехода через стенку 9. .
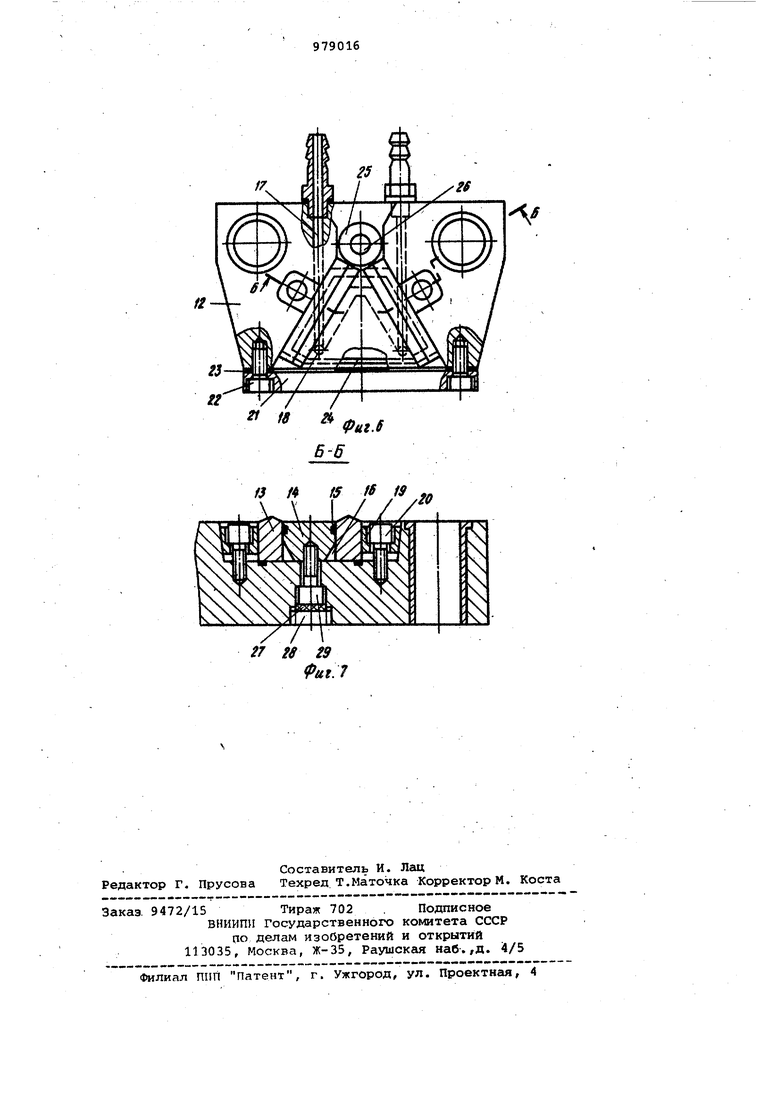
Верхняя плита 12 (см фиг. б и 7) содержит штамповый инструмент 13 и сменную вставку 14 с пазом 15 для уплотнения и скосами, образующими полости 16 между вставкой 14 и инст рументом 13 для охлаждающей жидкости, поступающей через каналы 17 и отверстия 18 к инструменту 13 и вставке 14, Для обеспечения плотного контакта между ийструментом 13 и вставкой 14 имеются подвижные клинья 19, поджимаемые винтами 20, и съемная планка 21, поджимаемая винтами 22 через резиновое уплотнение 23, Для обеспечения герметичности CHCTeNbi имеются также замкнутый паз с,уплотнением 24, резиновое уплотнение 25, поджимаемое к плоскости плиты 12 винтом 26, и резиновое уплотнение 27, поджимаемое резьбовой пробкой 28 к винту 29, крепяшему вставку 14.
Работа системы охлаждения штампа осуществляется следующим образом.
Охлаждающая жидкость через штуцеры подается одновременно к нижней и верхней плитам. На нижней плите 1 жидкость заполняет емкость 2 до определенного уровня, расположенного ниже рабочей поверхности инструмента 3 на 1 - 2 мм во избежание соприкосновения с горячей деталью, отнимает тепло, переливается через стенку 9 и удаляется из штампа На верхней плите 12 охлаждающая жидкость через каналы 17 и отверстия 18 поступает в полости 16 между инструментом 13 и вставкой 14,- отнимает тепло и также удаляется.из штампа.
Штамп предлагаемой конструкции позволит обеспечить повышенную прочность штампового инструмента по сравнению с базовым объектом, в качестве которого выбран прототип.
Формула изобретения
Штамп для термомеханической обфаботки листовых деталей, преимущественно режущих элементов сельскохозяйственных машин, содержащий верхнюю и нижнюю плиты с, размещенными в них системой охлаждения и штамповым инструментом, о т л и ч а ю щ и и с я тем, что, с целью повышения прочности штампового инструмента за счет интенсификации его охлаждения, система охлаждения выполнена в виде размещенной в нижней плите охваты.вающей инструмент открытой емкости с постоянным регулируемым уровнем жидкости, а также жестко закрепленной в верхней плите вставки со скошенными опорными гранями, образующими с боковыми поверхностями инструмента замкнутые каналы для охлаждающей жидкости.
Источники информации, принятые во внимание при экспертизе
1. Патент США 3668917, кл.72-34 опублик 13,06.72 (прототип).
HKC50.,.SO // /
Ip.uz.i
,УХХ//Х У.
/xxy /yxxxj
Фиг.г
,y f f f f jr
i-f
.AV ff V f
22
Фт1.3
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1973 |
|
SU395150A1 |
| Штамп для обработки трубных изделий обжимом | 1983 |
|
SU1143498A1 |
| Штамп для подрезки и отгибки надрезанныхучАСТКОВ лиСТОВОгО МАТЕРиАлА | 1978 |
|
SU848124A1 |
| Инструмент для объемного горячего деформирования | 1978 |
|
SU780921A1 |
| Штамп для изготовления изделийС лЕзВияМи ТипА РАбОчиХ ОРгАНОВСЕльСКОХОзяйСТВЕННыХ МАшиН | 1979 |
|
SU804132A1 |
| Штамп для гибки трехгранных угольников из листовых заготовок | 1984 |
|
SU1278084A1 |
| Штамп Дагиса для горячего деформирования | 1990 |
|
SU1755998A1 |
| ШТАМП ДЛЯ ВОССТАНОВЛЕНИЯ КРЕСТОВЫХ НОЖЕЙ | 1998 |
|
RU2136471C1 |
| Штамп для гибки фланцев полых деталей | 1988 |
|
SU1563809A1 |
| Устройство для изотермического деформирования | 1986 |
|
SU1349862A1 |

fj /« № tS tS
