(54) ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЛЕЗВИЯМИ ТИПА РАБОЧИХ ОРГАНОВ СЕЛБСКОХОЗЯЙСТВЕННБ1Х МАШИН

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1983 |
|
SU1123783A1 |
| Штамп для изготовления изделий типа лезвий | 1974 |
|
SU489565A1 |
| Автоматическая линия штамповки изделий с лезвиями | 1984 |
|
SU1255256A1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU541556A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп последовательного действия для обработки полосового и ленточного материалов | 1982 |
|
SU1065064A1 |
| Штамп для изготовления деталей | 1982 |
|
SU1094665A1 |
| Способ изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин | 1986 |
|
SU1411084A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТОНКОСТЕННЫХ ТРУБ | 1991 |
|
RU2006348C1 |
| Штамп для вырубки и осадки | 1981 |
|
SU994098A1 |
I
Изобретение относится к обработке металлов давлением, а именно к конструкциям штампов для штамповки изделий типа лезвий рабочих органов сельскохозяйственных машин.
Из-вестен штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин, содержащий верхнюю плиту, пуансон, матрицу с наклонной рабочей поверхностью, закрепленную на нижней плите, а также,механизм заготовки 1.
Недостатком известной конструкции штампа является то, что она предопределяет одностороннее течение металла при деформировании заготовки между матрицей и пуансоном, что отрицательно сказывается на стойкости инструмента, вследствие принудительного изменения направления оси трения деформируемого металла об инструмент. В штампе отсутствует механизм компенсации колебаний толщины исходного металлопроката, и ширина лезвия имеет вследствие этого большой разброс. Кроме того, подпружиненный клиновой механизм бокового подпора не обеспечивает плотного смыкания
поверхностей инстру.мента при изготовлении лезвий с малым (до 10°) углом скоса из-за значительных распорных усилий, возникающих в процессе штамповки, и зазор при этом не ликвидируется.
Цель изобретения - повышение качества получаемых изделий и стойкости инструмента.
Указанная цель достигается тем, что штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин, содержащий верхнюю плиту, пуансон, матрицу с наклонной поверхностью, закрепленную на нижней плите, а .акже механизм поджима заготовки, снабжен механизмом дифференцированной фиксации заготовки относительно рабочей поверхности матрицы, выполненным в виде взаимодействующего с матрицей и пуансоном клина, установленного в нижней плите с возможностью перемещения в горизонтальной плоскости, а также размещенного между клином
и нижней плитой упругого элемента, при
этом пуансон закреплен на верхней плите.
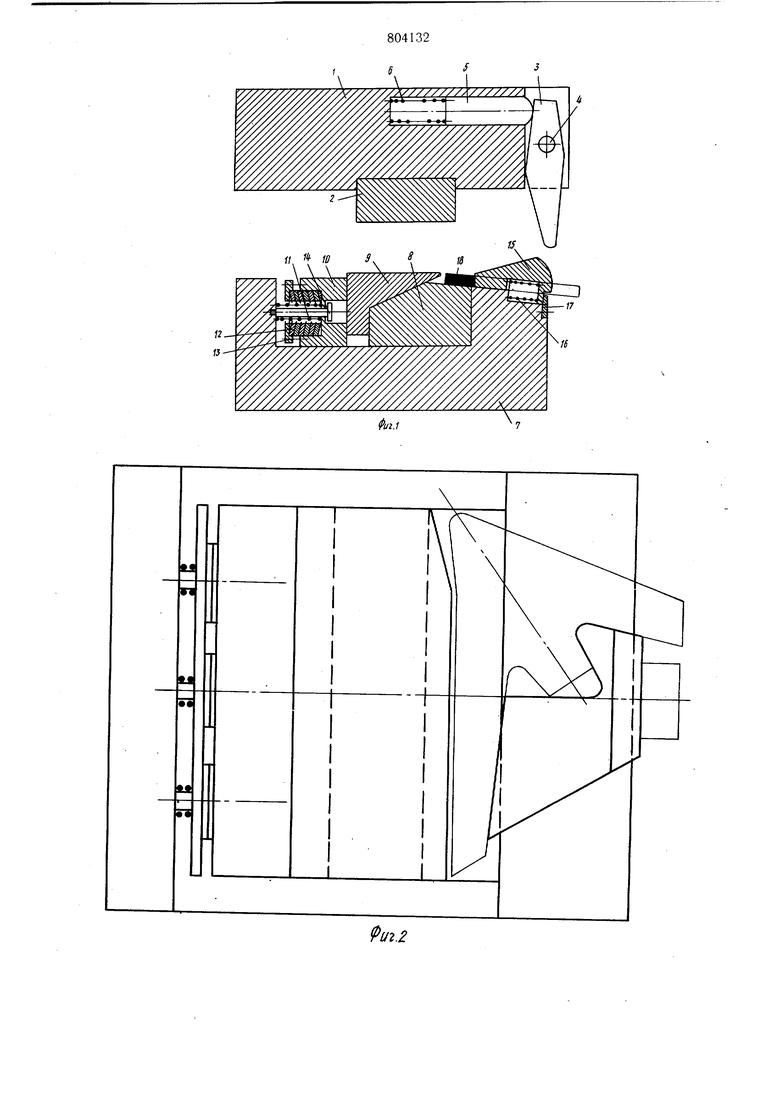
На фиг. 1 схематически изображен
штамп до начала формообразования лезвия,
общий вид, разрез; на фиг. 2 - штамп со
снятой верхней плитой, вид в плане; на
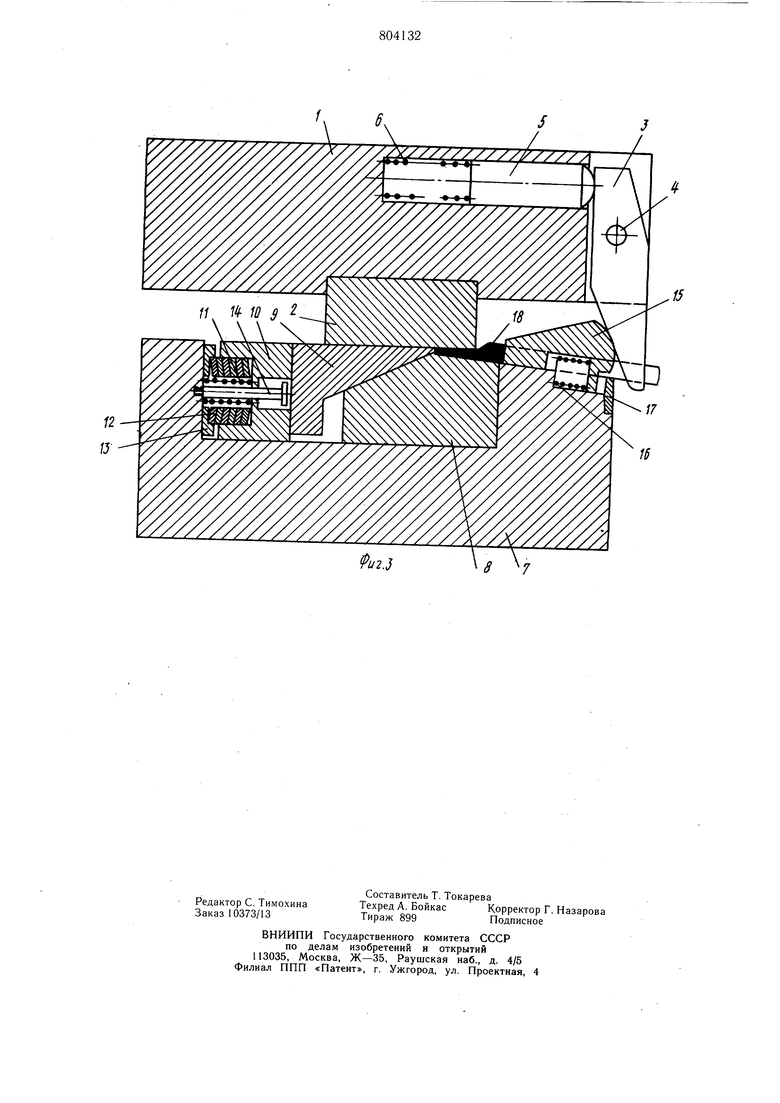
фиг. 3 штамп в момент окончания образпвания .лезвия, общий вил.
Верхняя плита 1 штампа закреплена на ползуне пресса (на чертежах не показан). К ней крепится пуансон 2 и механизм поджима заготовки к, рабочпм поверхностям ручья, который состоит из двухплечего рычага 3, врап1аюп1егося на оси 4 и упираюп.егося верхним конном в палец 5 на пружине 6.
На нижней плите 7 смонтирована .матрица 8, на которую опирается клин 9 устройства дифференцированной фиксации заготовки.
Клин 9 поджат к боковой поверхности матрицы упругим элементом, состоящим из ползушки 10, БИТОЙ пружины 11, пакета тарельчатых пружин 12 и планки 13. Винт 14 является монтажным элементом всего упругого эле.мепта.
Ползушка 15 в иеходном положении под действием пружины 16 упирается в упор 17.
Штамп работает следуюиг ,i образом.
При верхнем положении ползуна пресса нагретая заготовка 18 помещается на матрицу 8 между торцом клина 9 и ползушкой 15. Пружина 11 через ползушку 10 удерживает клин 9 в переднем верхнем положении.
При рабочем ходе ползуна пресса ползу 15 под лТ,ействием рычага 3 прижимает заготовку 18 по всей длине лезвия к торцу клина 9 и удерживает ее в таком положении до момента подхода пуансона 2.
Пуансон 2 воздействует одновременно на клип 9 и заготовку 18 (при максимально допустимой толщине металлопроката, из которого вырублеиа заготовка). Клин 9 вылавливается между матрицей 8 и пуансоном 2 и. nepevieu.iaHCb влево, сжимает пружину ll.fi эг()1 /ке момент пуансон 2 производит де ормирование заготовки 8 на матрице 8. .,M .чри течет в двух направлениях от ней гра.чыюй липни: влево, в сторону торца клина, и вправо, перемещая при этом Г1олзупп у 15 и сжимая как пружину 16, так и пружину 6 через рычаг 3 и палец 5.
В коночной стадии деформирования зазор между планкой 13 и нижней плитой 7 выбирается и начинает сжиматься пакет тарельчатых пружин 12, создавая больщое сопротивление пере.мещению влево клина 9. Мета,1Л заготовки, осаживаясь пуансоном 2 и матрицей 8, унирается в торец клина 9 и, смина.ясь об него, приобретает прямолинейность но всей длине лезвия.
При использовании заготовки, изготовленной из металлопроката минимальной толщины, пуансон 2 начинает давить на клин 9 раньше, чем на металл заготовки, и смещает его влево. Заготовка 18 под действием ползущки 15 смещается также влево, упираясь в торец клина 9. Это позволяет подать в деформируемую зону дополнительную порцию металла, которая полностью компенсирует колебание толщины металлопроката; лезвия лапы при этом получаются постоянной щирины. Угол на клине выбирается в зависимости от конкретных размеров самого лезвия и исходного металлопроката.
При ходе ползуна вверх ползушка 15 под
5 действием пружины 16 перемещается до упора 17; заготовка 18 с отштампованным лезвием перемещается вправо, и клин 9 занимает исходное положение под действием пружин 11 и 12.
Использование предлагаемого штампа
позволяет в 1,5-2 раза повысить стойкость инструмента, исключить операцию обрезки заусенца из технологического процесса и сократить цикл обработки изделий. Штамп создает благоприятные условия для автоматизации процесса, так как рабочая зона практически открыта для средств автоматизации. Кроме того, изделие получается стабильным по геометрическим параметрам вследствие постоянства ширины получаемого лезвия.
Формула изобретения
Штамп для изготовления изделий с лезвиями типа рабочих органов сельскохозяйственных машин, содержащий верхнюю плиту,
пуансон, матрицу с наклонной рабочей поверхностью, закрепленную на нижней плите, а также механизм поджима заготовки, отличающийся тем, что, с целью повышения качества получаемых изделий и стойкости инструмента, он снабжен механизмом дифференцированной фиксации заготовки относительно рабочей поверхности матрицы, выполненным в виде взаимодействующего с матрицей и пуансоном клина, установленного в нижней плите с возможностью перемещения в горизонтальной плоскости, а также размещенного между клином и нижней плитой упругого элемента, при этом пуансон закреплен на верхней плите.
Источники информации, принятые во внимание при экспертизе
№ 489565, кл. В 21 D 53/64, 18.07.74. 8 V
