(50 РЕГУЛИРУЕМАЯ РАЗВЕРТКА
Изобретение относится к области обработки металлов резанием, в частности, к режущим инструментам, и может быть использовано при обработке глухих ступенчатых отверстий.
Известна регулируемая развертка, содержащая полый корпус с режущими элементами, между которыми выполнены сквозные продольные прорези, и коническую оправку, установленную в коническом отверстии корпуса 1.
Однако такую развертку нельзя использовать при обработке глухих ступенчатых отверстий, диаметр которых превышает диаметр входной части отверстия так как регулирование инструмента по диаметру может быть выполнено только вне обрабатываемой детали до ввода в отверстие.
Целью изобретения является расширение технологических возможностей за счет обеспечения обработки глухих ступенчатых отверстий.
Поставленная цель достигается тем, что предлагаемая регулируемая развертка снабжена сменным регулировочным кольцом, установленным в выполненной на наружной поверхности режущих элементов кольцевой проточке.
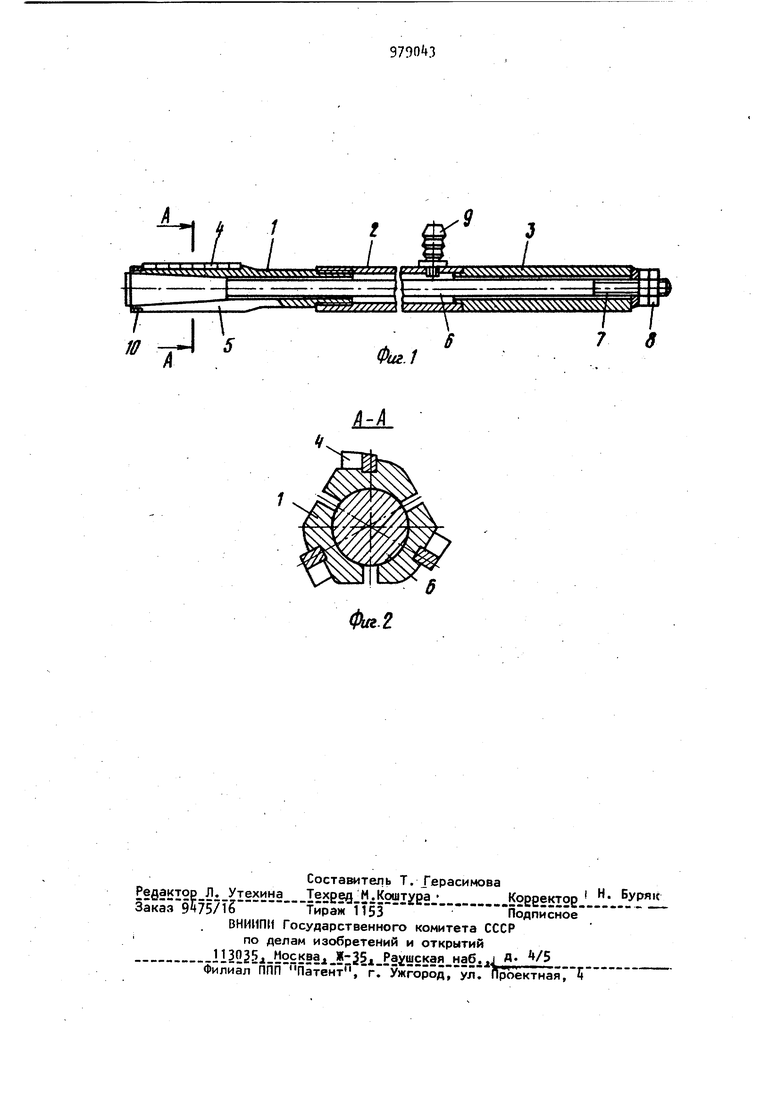
На фиг. 1 изображена предлагаемая развертка; на фиг. 2 - сечение А-А на фиг. 1.
Равзертка состоит из корпуса 1, трубчатого переходника 2, соединенных между собой посредством резьбы, и 1квадратного хвостовика 3, прикрепленного к переходнику посредст,5 вом сварки.
На корпусе 1 выполнены режущие зубья k и продольные сквозные прорези 5 длина которых превышает длину зубьев.
В конусном отверстии корпуса размещена коническая оправка 6, на хвостовике которой нарезана резьба 7 взаимодействующая с аналогичной резь39790i 34
бой, выполненной на внутренней по-ние в сторону задней бабки, заканчиверхности хвостовика 3 развертки. Дляващееся предвходным отверстием. По перемещения оправки 6 предназначеныокончании обработки отвинчиваются гайгайки 8.ки 8 на оправке, при этом режущая
Для подвода смазочно-охлаждающей 5часть принимает свой прежний размер,
жидкости служит штуцер 9, установлен-что позволяет вывести развертку через
;ный на переходнике 2. входную часть ступенчатого отверстия
На наружной поверхности режущихдетали.
зубьев выполнена кольцевая проточка, Таким образом, предложенная.развертв которой установлено сменное регули- обеспечивает возможность обработровочное кольцо 10, служащее для огра-ки глухих ступенчатых отверстий, что
ничения разжима и установки разверткирасширяет технологические возможности
на определенный размер. Количествоинструмента, колец определяется числом проходов развертки при обработке.
Развертка работает следующим об-Формула изобретения
.разом.
Развертку закрепляют при помощи Регулируемая развертка,содержащая
хвостовика 3 в резцедержателе токар-полый корпус с режущими элементами,
ного станка, а обрабатываемую деталь- Wмежду которыми выполнены сквозные
в патроне станка, До разжима рабочая продольные прорези, и коническую
часть развертки имеет размер по диа-оправку, установленную а коническом
метру меньше, чем диаметр входной час-отверстии корпуса, о т л и ч а ю щ ати ступенчатого глухого отверстия, нея с я тем, что, с целью расширения
подлежащей обработке. Благодаря этому 5технологических возможностей, путем
развертка беспрепятственно вводитсяобеспечения возможности обработки глудо конца отверстия. хих ступенчатых отверстий, развертка
С началом вращения обрабатываемойснаб : ена сменным регулировочным кольдётали при затягивании гайки 8 пере-Цом, установленным в выполненной на мещается конусная оправка 6, и проис-30наружной поверхности режущих элеменходит разжим режущей части развертки.тов кольцевой проточке. При этом зубья развертки постепенно. врезаются в поверхность обрабатываемо- Источники информации, го отверстия детали до диаметра, оп-принятые во внимание при экспертизе ределяемого ограничительным коль- 35 « Шатин В.П. и др. Справочник концом 10.структора-инструментальщика. М., МаЗатем развертке с помощью суппорташинастроение, 1975, с. 188, рис. 7
станка сообщается продольное перемеще-(прототип).
1/ /
11 ,,,у,.,
//7 -И 5 A
/У/У/ Уя/ А
7 в
Фиг.1
ЬА.
Фаг.2
