Изобретение относиться к машиностроению, в частности к механической обработке, сборке и контролю.
Изобретение может быть использовано для повышения точности установки деталей по плоскости и отверстиям, а также для увеличения доступности поверхностей детали для рабочего инструмента при механической обработке, сборке или контроле. Изобретение позволяет повысить точность и надежность установки, а также автоматизировать процесс закрепления и досылания деталей в приспособлениях для фрезерно-расточных, сверлильных и других работ, в том числе выполняемых в автоматическом режиме на агрегатных станках, станках с ЧПУ и многоцелевых станках.
Предлагаемый способ установки деталей по плоскости и отверстиям повышает доступность поверхностей детали для рабочего инструмента. Это обстоятельство делает предлагаемое изобретение наиболее эффективным при интегрированной автоматизированной обработке, сборке или контроле.
Известен способ установки деталей по плоскости и отверстиям с пересекающими ее осями, реализованный при помощи устройства для крепления деталей (SU 639681, B23Q 3/00, 1978). В корпусе устройства размещены цанговые пальцы, выполненные в виде разрезной гильзы с разжимным корпусом, связанным с приводом. Опорный торец разрезной гильзы выполнен в виде сферического хвостовика, подпружиненного в направлении корпуса, что позволяет обеспечить самоустановку разрезной гильзы и повышает точность установки детали. Вначале деталь размещают таким образом, чтобы цанговые пальцы оказались внутри ее установочных отверстий с начальным гарантированным зазором. Затем с помощью гидравлического привода осуществляют разжим цанговых пальцев, закрепляя тем самым обрабатываемую деталь.
Недостатком данного способа и реализующего его устройства является отсутствие досылания закрепляемой детали в направлении установочной базы. Вследствие этого возможно нарушение непрерывности контакта по установочной базе и перекос детали, что отрицательно сказывается на точности установки. Для устранения этого недостатка на практике применяют дополнительные зажимные элементы - прихваты. Однако при этом ограничивается зона доступа рабочего инструмента к поверхностям детали.
Известен также способ установки деталей типа фланец по торцевой плоскости и отверстию, реализованный с помощью оправки J-290 фирмы ТОБЛЕР (Франция). Оправка J-290 включает раздвижные сухари и скользящую втулку. Центрирование устанавливаемой детали и прижим к неподвижному упору производится при помощи тяги. Деталь сначала размещают на оправке, ориентируя по отверстию и торцевой плоскости, обеспечивая начальные гарантированные радиальные зазоры между сухарями и базовой поверхностью отверстия детали. После этого деталь базируют, устраняя радиальные зазоры путем разжима установочных элементов - сухарей. Затем деталь закрепляют, осуществляя силовое замыкание между установочными элементами и базовой поверхностью отверстия детали. После этого производят досылание детали в направлении торцевой плоскости за счет сжатия дополнительно введенных элементов - пружин, размещенных между подвижными и неподвижными элементами устройства.
Недостатком данного способа и реализующего его устройства является затрудненное использование оправки для установки по плоскости и отверстиям с пересекающими ее осями корпусных деталей типа фланцев с отверстиями, имеющими фигурный профиль, так как возможно их повреждение и, следовательно, снижение качества и надежности установки. Кроме того, вследствие значительных габаритов и конструктивной сложности оправки, затруднено использование устройства для установки деталей по отверстиям небольшого диаметра. Наличие подвижных соединений между элементами оправки ведет к изнашиванию их сопрягаемых поверхностей, увеличению зазоров и снижению точности установки детали.
Известен способ установки детали по плоскости и отверстиям, при котором деталь сначала размещают в приспособлении, ориентируя по плоскости и отверстиям с пересекающими ее осями и обеспечивая начальные гарантированные радиальные зазоры между внутренними разжимными установочными элементами в виде цанговых досылающих пальцев и базовыми поверхностями отверстий детали, затем деталь базируют, устраняя радиальные зазоры путем разжима цанговых досылающих пальцев и закрепляют деталь, осуществляя силовое замыкание между ними и базовыми поверхностями отверстий детали, после этого осуществляют досылание детали в направлении установочной плоскости путем упругой осевой деформации сжатия цанговых досылающих пальцев (см. ЕР 0925871, В 23 Q 3/06, 1999).
Таким образом, задачей данного изобретения является повышение точности и надежности способа установки деталей по плоскости и отверстиям с пересекающими ее осями и расширение области его использования.
Решение поставленной задачи достигается за счет того, что в способе установки детали по плоскости и отверстиям, включающем размещение детали в приспособлении с ориентированием по плоскости и отверстиям с пересекающими ее осями и обеспечением начальных гарантированных радиальных зазоров между внутренними разжимными установочными элементами в виде цанговых досылающих пальцев и базовыми поверхностями отверстий детали, базирование детали с устранением радиальных зазоров путем разжима цанговых досылающих пальцев и закрепление детали, посредством силового замыкания между ними и базовыми поверхностями отверстий детали, досылание детали в направлении установочной плоскости путем упругой осевой деформации сжатия цанговых досылающих пальцев, вначале выбирают и оценивают конструкцию и геометрические параметры базовых отверстий детали и соответствующую им форму рабочих поверхностей цанговых досылающих пальцев, определяют требуемую силу зажима и последовательность выполнения этапов установки, затем по полученным результатам задают осевую и радиальную жесткости цанговых досылающих пальцев, соотношение которых устанавливают последовательностью и параметрами процесса установки большим или равным единице.
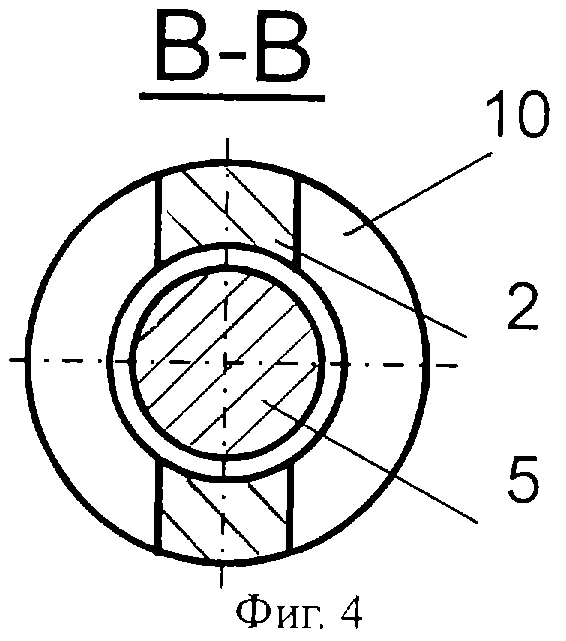
Сущность изобретения поясняется следующими чертежами, где на фиг.1 изображен общий вид и вид сверху цангового досылающего пальца, реализующего в своей конструкции предлагаемый способ установки детали по плоскости и отверстиям; на фиг. 2, 3 и 4 изображены разрезы цангового досылающего пальца по плоскостям А-А, Б-Б и В-В соответственно.
На чертежах фиг.1-4 и приняты следующие обозначения.
1. Корпус.
2. Цанга.
3. Осевые прорези.
4. Внутренняя коническая поверхность.
5. Разжимной конический шток.
6. Резьбовая часть штока.
7. Рабочая поверхность цанги.
8. Кольцевые проточки.
9. Деталь.
10. Сквозные ступенчатые прорези.
11. Шлицевый паз.
12. Головка для сопряжения с ключом предельного момента.
Р - сила зажима.
На фиг.5 изображен цанговый досылающий палец с резьбовой рабочей поверхностью цанги; на фиг.6, 7 - цанговый досылающий палец с буртиком.
На чертежах фиг.5-7 приняты следующие обозначения.
1. Деталь.
2. Рабочая поверхность цанги.
3. Буртик.
р - шаг резьбы.
Н - высота резьбы.
D1 - диаметр буртика.
D2 - диаметр рабочей поверхности цанги.
Bmin - минимальная в пределах допуска ширина кольцевой выточки детали.
К - высота рабочей части цанги.
На фиг. 8 изображен цанговый досылающий палец для установки деталей по шлицевым отверстиям.
На чертеже фиг.8 приняты следующие обозначения.
1. Наружный диаметр шлицевого отверстия.
2. Цанга.
3. Внутренний диаметр шлицевого отверстия.
Цанговый досылающий палец (фиг.1), реализующий предлагаемый способ установки деталей, состоит из корпуса 1, цанги 2 с осевыми прорезями 3 и внутренней конической поверхностью 4. В центральном отверстии цанги 2 размещен разжимной конический шток 5, резьбовая часть 6 которого ввинчивается в отверстие штока привода, например гидравлического или пневматического (на фиг. 1 не показан). Корпус 1 жестко связан с неподвижным корпусом привода. Такая конструкция наиболее удобна для установки деталей по глухим базовым отверстиям.
Если установка осуществляется по сквозным отверстиям, то для закрепления можно использовать ключ предельного момента (на фиг.1 не показан), устанавливаемый в шпиндель станка и сопрягаемый с разжимным коническим штоком 5 посредством головки 12 (на фиг.1 показана пунктиром). При этом резьбовая часть 6 штока 5 сопрягается с резьбовым отверстием в неподвижном корпусе 1. Вращение шпинделя станка, передаваемое через ключ предельного момента, либо закрепляет, либо раскрепляет деталь - в зависимости от направления вращения: по или против часовой стрелки.
В нижней части цанги 2 (см. фиг.1) по наружной поверхности выполнены сквозные ступенчатые прорези 10, формирующие упругую в осевом направлении цангу, способную упруго деформироваться под действием разжимного конического штока 5. Для завинчивания штока 5 в резьбовое отверстие штока привода служит шлицевый паз 11 или головка 12 под сопрягаемый ключ.
Наружная поверхность 7 цанги 2 выполняется сообразно форме базового отверстия устанавливаемой детали. Например, в случае гладкой поверхности базового отверстия рабочая поверхность 7 цанги 2 снабжается кольцевыми проточками 8 или насечкой, чем обеспечивается надежный контакт цанги с поверхностью отверстия детали 9. При этом повышается удерживающая способность цанги.
Если установочное отверстие детали 1 (фиг.5) имеет резьбу с шагом р, то рабочая поверхность цанги 2 выполняется резьбовой с тем же профилем и шагом. При этом радиальный ход лепестков цанги 2 должен быть больше высоты резьбы H на величину H•β, где β - коэффициент запаса надежности, принимающий значения в пределах от 0,2 до 0,5.
В случае, когда при установке детали по сквозным базовым отверстиям не удается обеспечить требуемые силу закрепления и величину сил досылания указанными выше способами (недопущение повреждения базовой поверхности отверстия, недостаточная сила трения между базовой поверхностью детали и лепестками цанги и др.), можно использовать конструкцию цанги, показанную на фиг. 6. В этом случае для цанги, находящейся в свободном (недеформированном) состоянии, должно выполняться следующее требование:
D1=D2+2rγ,
где D1 - диаметр буртика цанги, находящейся в свободном (недеформированном) состоянии; D2 - диаметр базового отверстия детали; r - радиальный ход лепестков цанги; γ - коэффициент запаса надежности, принимающий значения от 1,1 до 1,3.
Высоту рабочей части К цанги в свободном (недеформированном) состоянии следует выбирать так, чтобы она была больше высоты базового отверстия устанавливаемой детали на величину Δ•γ, где Δ - требуемая величина досылания; γ - коэффициент запаса надежности, принимающий значения в пределах от 1,1 до 1,3. При этом величина досылания Δ (осевая деформация цанги) должна быть такой, чтобы обеспечить надежное закрепление детали и ее гарантированный контакт по установочной базе.
Подобная конструкция цангового досылающего пальца может быть использована и для установки заготовок по глухому отверстию, если в нем имеется кольцевая выточка (фиг. 7). В этом случае помимо указанных выше параметров регламентируется также и высота буртика h в осевом направлении. Она определяется исходя из условия:
h = Βmin-Δ•γ,
где Вmin - минимальная в пределах допуска ширина канавки устанавливаемой детали; Δ - величина досылания; γ - коэффициент запаса надежности, принимающий значения в пределах от 1,1 до 1,3.
Установочные отверстия детали могут иметь фаски, в этом случае конструкция цанги должна быть дополнена соответствующим коническим элементом, сопрягаемым с фаской.
В случае, когда установка детали осуществляется по шлицевым отверстиям или по отверстиям со шпоночным пазом, рабочая поверхность цанги 2 (фиг.8) выполняется с учетом этих конструктивных особенностей. В таком случае установка может осуществляться как по наружному 1, так и по внутреннему 3 диаметру шлицевого отверстия в зависимости от требований точности, предъявляемых к детали.
Устройства, реализующие предлагаемый способ установки, работают следующим образом. После размещения детали 9 (см. фиг.1) по плоскости и отверстиям, в которых с гарантированным зазором расположены установочные элементы (в данном случае цанга 2), разжимной шток 5 получает от привода рабочее перемещение вниз по стрелке (см. фиг.1). В результате воздействия конической части разжимного штока 5 на внутреннюю коническую поверхность 4 цанги 2, последняя начинает упруго деформироваться как в радиальном, так и в осевом направлениях. Причем последовательность и интенсивность процесса зависит от соотношения осевой и радиальной жесткости установочного элемента - цанги. Для реализации нормального процесса установки должна быть выполнена следующая последовательность этапов: "предварительное базирование - предварительное закрепление - досылание - окончательное базирование - окончательное закрепление".
Если отношение осевой жесткости установочных элементов к их радиальной жесткости больше единицы, то процесс установки детали по плоскости и отверстиям, осуществляемый предлагаемым способом, например, с помощью цанговых досылающих пальцев, происходит следующим образом. Под действием силы Р начинается интенсивная упругая деформация лепестков цанги 2 (см. фиг.1) в радиальном направлении, при этом интенсивность упругой деформации в осевом направлении чрезвычайно мала. Процесс продолжается до возникновения контакта между лепестками цанги 2 и отверстием заготовки 9 (этап предварительного базирования). В местах контакта возникают силы трения, возрастающие пропорционально силе закрепления Р и приводящие к предварительному закреплению детали 9.
После предварительного закрепления радиальная жесткость подсистемы "цанга-деталь" превышает значение осевой жесткости цанги. Осевое усилие Р на штоке 5 (см. фиг.1) достигает значения, при котором цанга 2 начинает с гораздо большей интенсивностью упруго деформироваться (сжиматься) в осевом направлении за счет ступенчатых радиальных прорезей 10. В результате осевой деформации цанги 2 деталь 9 увлекается силами трения, возникающими между поверхностью отверстия детали и лепестками цанги, в направлении установочной базы (I-I) (см. фиг.1), осуществляя досылание. После достижения расчетного значения силы закрепления Р и создания надежного контакта баз (этап окончательного базирования) силы, действующие на деталь, уравновешиваются, и она окончательно закрепляется. Таким образом, необходимая последовательность действий: "предварительное базирование - предварительное закрепление - досылание - окончательное базирование - окончательное закрепление" полностью реализуется, обеспечивая надежную и качественную установку обрабатываемой детали в приспособлении.
Ситуация, когда отношение осевой жесткости установочных элементов к их радиальной жесткости равно единице? является пограничной. В этом случае упругая деформация в осевом и радиальном направлениях происходит с одинаковой интенсивностью, поэтому смены этапов процесса установки не наблюдается. Все этапы протекают одновременно. Такая схема не нарушает работоспособность устройства, реализующего предлагаемый способ установки деталей, и в некоторых случаях (когда требуемая величина досылания сравнительно мала) может быть успешно использована.
Если радиальная жесткость цанги превышает величину осевой жесткости, то картина общей упругой деформации установочного элемента и процесс установки выглядят следующим образом. После приложения силы закрепления Р (см. фиг.1) начинается интенсивная упругая деформация (сжатие) цанги 2 в осевом направлении, при этом интенсивность деформации лепестков цанги в радиальном направлении чрезвычайно мала. Такое положение дел приводит к ситуации, когда лепестки цанги еще не коснулись поверхности отверстия детали 9 и предварительного базирования, как и предварительного закрепления. еще не произошло, а цанга уже начинает выполнять действия по досыланию детали в направлении установочной базы (I-I). Однако силы трения между лепестками цанги и отверстием детали отсутствуют, поэтому фактически досылания детали не происходит. Процесс продолжается до тех пор, пока цанга не исчерпает возможность упруго деформироваться в осевом направлении. После этого резко возрастет интенсивность упругой деформации лепестков цанги в радиальном направлении, что приводит к их контакту с поверхностью отверстия и окончательному базированию, а также к окончательному закреплению детали без досылания. Следовательно, необходимая последовательность действий: "предварительное базирование - предварительное закрепление - досылание - окончательное базирование - окончательное закрепление" не реализуется, и ситуация, когда отношение осевой жесткости установочных элементов к их радиальной жесткости меньше единицы, недопустима.
Сила зажима Р рассчитывается по известным методикам, широко представленным в литературе (см., например, Горошкин А.К. Приспособления для металлорежущих станков. М.: Машиностроение, 1979 и др.)
Требуемую величину упругой деформации в осевом и радиальном направлениях обеспечивают, задавая численные значения жесткости соответствующих элементов устройства, сохраняя при этом отношение осевой жесткости к радиальной большим или равным единице. Необходимая жесткость и соответствующая ей величина деформации при требуемой силе закрепления Р рассчитывается методом конечных элементов, например, с помощью компьютерной программы ANSYS 5.3 для WINDOWS 95 или определяется экспериментальным путем.
После обработки детали шток 5 (см. фиг.1) от привода получает перемещение в направлении, противоположном действию силы зажима Р. Цанга 2 под действием сил упругости возвращается в исходное положение, ее диаметр уменьшается, и деталь может быть легко снята с приспособления.
Положительный эффект от применения предлагаемого способа установки детали по плоскости и отверстиям с пересекающими ее осями обеспечивается за счет повышения точности и надежности установки. Кроме того, предлагаемый способ дает возможность исключить необходимость применения традиционных прихватов, используемых для установки корпусных деталей по плоскости и отверстиям. В этом случае повышается доступность сторон и поверхностей детали для рабочего инструмента и появляется возможность реализации интегрированной обработки, сборки или контроля.
В настоящее время разработаны, изготовлены и успешно испытаны опытно-лабораторные образцы досылающих цанговых пальцев, реализующих предлагаемый способ установки. Использование данного технического решения позволило на порядок повысить точность и надежность установки деталей в приспособлении, а также позволило автоматизировать процесс.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ (ВАРИАНТЫ) | 2005 |
|
RU2353494C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ПО СКРЫТОЙ БАЗЕ-ТОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2232670C2 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| СТАНОК ДЛЯ ФИНИШНОЙ ОБРАБОТКИ ДОРОЖЕК КАЧЕНИЯ КОЛЕЦ РОЛИКОПОДШИПНИКОВ | 1999 |
|
RU2189302C2 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2203777C2 |
| СПОСОБ УСТАНОВКИ ОПРАВКИ С ЗАГОТОВКОЙ НА ЦЕНТРЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2237565C2 |






Изобретение относится к машиностроению, механической обработке, сборке и контролю. Способ включает размещение детали в приспособлении с ориентированием по плоскости и отверстиям с пересекающими ее осями и обеспечением начальных гарантированных радиальных зазоров между внутренними разжимными установочными элементами в виде цанговых досылающих пальцев и базовыми поверхностями отверстий детали, базирование детали с устранением радиальных зазоров путем разжима цанговых досылающих пальцев и закрепление детали посредством силового замыкания между ними и базовыми поверхностями отверстий детали, досылание детали в направлении установочной плоскости путем упругой осевой деформации сжатия цанговых досылающих пальцев. Для повышения точности и надежности вначале выбирают и оценивают конструкцию и геометрические параметры базовых отверстий детали и соответствующую им форму рабочих поверхностей цанговых досылающих пальцев, определяют требуемую силу зажима и последовательность выполнения этапов установки. Затем по полученным результатам задают осевую и радиальную жесткости цанговых досылающих пальцев, соотношение которых устанавливают последовательностью и параметрами процесса установки большим или равным единице. 8 ил.
Способ установки детали по плоскости и отверстиям, включающий размещение детали в приспособлении с ориентированием по плоскости и отверстиям с пересекающими ее осями и обеспечением начальных гарантированных радиальных зазоров между внутренними разжимными установочными элементами в виде цанговых досылающих пальцев и базовыми поверхностями отверстий детали, базирование детали с устранением радиальных зазоров путем разжима цанговых досылающих пальцев и закрепление детали посредством силового замыкания между ними и базовыми поверхностями отверстий детали, досылание детали в направлении установочной плоскости путем упругой осевой деформации сжатия цанговых досылающих пальцев, отличающийся тем, что вначале выбирают и оценивают конструкцию и геометрические параметры базовых отверстий детали и соответствующую им форму рабочих поверхностей цанговых досылающих пальцев, определяют требуемую силу зажима и последовательность выполнения этапов установки, затем по полученным результатам задают осевую и радиальную жесткости цанговых досылающих пальцев, соотношение которых устанавливают последовательностью и параметрами процесса установки большим или равным единице.
| Способ обработки воды | 1979 |
|
SU925871A1 |
| Установочные пальцы станочного приспособления для установки двух отверстий с параллельными осями | 1958 |
|
SU122386A1 |
| Устройство для крепления деталей | 1977 |
|
SU639681A1 |
| Устройство для закрепления детали | 1986 |
|
SU1495043A1 |
| Центрирующее устройство | 1989 |
|
SU1660930A1 |

