(5) ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ В ЗАЩИТНЫХ ГАЗАХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для сварки в защитных газах | 1983 |
|
SU1074681A1 |
| Горелка для дуговой сварки плавящимся электродом в защитных газах | 1976 |
|
SU667351A1 |
| Горелка для дуговой сварки с кольцевой газовой защитой и отсосом газопылевыделений | 1975 |
|
SU558766A1 |
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1031672A1 |
| Горелка для дуговой сварки | 1974 |
|
SU586972A1 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1063558A1 |
| Горелка для дуговой сварки | 1981 |
|
SU1098708A1 |
| Горелка для дуговой сварки в защитной среде с отсосом вредных выделений из зоны сварки | 1977 |
|
SU1041247A2 |
| Горелка для дуговой сварки в защитных газах | 1982 |
|
SU1031675A1 |
| Горелка для дуговой сварки в среде защитных газов | 1981 |
|
SU996131A1 |
1
Изобретение относится к сварочному производству и может быть использовано при дуговой сварке в защитных газах.
Известен способ дуговой сварки, при котором создают разрежение в зоне сварочной ванны путем подачи газа под углом 90-180° к оси электрода в сторону, противоположную сварочной ванне со скоростью 40-120 м/с 1 .
Недостатком известного способа является необходимость поддержания малого вылета электрода.
Известна горелка для дуговой сварки плавящимся электродом, содержащая мундштук с полостью (внутренним соплом) для подачи защитного газа 2.
Недостатком такой горелки/является то, что она не обеспечивает качественного сварного шва при малых расходах защитного газа, так кик в этой горелке нет сопла для отсоса газов, создающего разрежение в зоне горения дуги.
Наиболее близкой по технической сущности и достигаемому эффекту к описываемому изобретению является горелка для дуговой сварки в защитных газах, содержащая внутреннее сопло для подачи защитного газа и наружную насадку для отсоса выделений из зоны сварки, концентричную соплу 3 .,
В известной горелке срез сопла для
10 подачи защитного газа расположен ниже среза насадки для отсоса, поэтому горелка такой конструкции вместе с вредными выделениями из зоны сварки отсасывает и неиспользованный защит15ный газ, нарушая защиту сварного шва, что приводит к формированию некачестг венного сварного шва. Отсос вредных выделений в горелке с такой конструкцией недостаточно эффективен.
20
Целью изобретения является повышение качества сварных швов путеМ улучшения защиты сварного шва и эффективности отсоса из зоны дуги.
Это достигается тем, что в горел Кб для дуговой сварки в защитных газах с отсосом газопылевыделений из зоны сварки, содержащей внутреннее сопло для подачи защитного газа и на ружную насадку для отсоса выделений из зоны сварки., концентричную соплу, насадка для отсоса выделений из зоны сварки выполнена в виде эжектора с кольцеобразным корпусом, образованным наружной и внутренней стенками, выполненными с фигурными фланцами, расположенными на уровне среза сопла для подачи защитного газа и образующими внутренними поверхностями приемную камеру эжектора и боковыми сторонами - выходное отверстие сопла эжектора, а во фланце внутренней стенки выполнены отверстия для сообщения приемной камеры с окружающей средой.
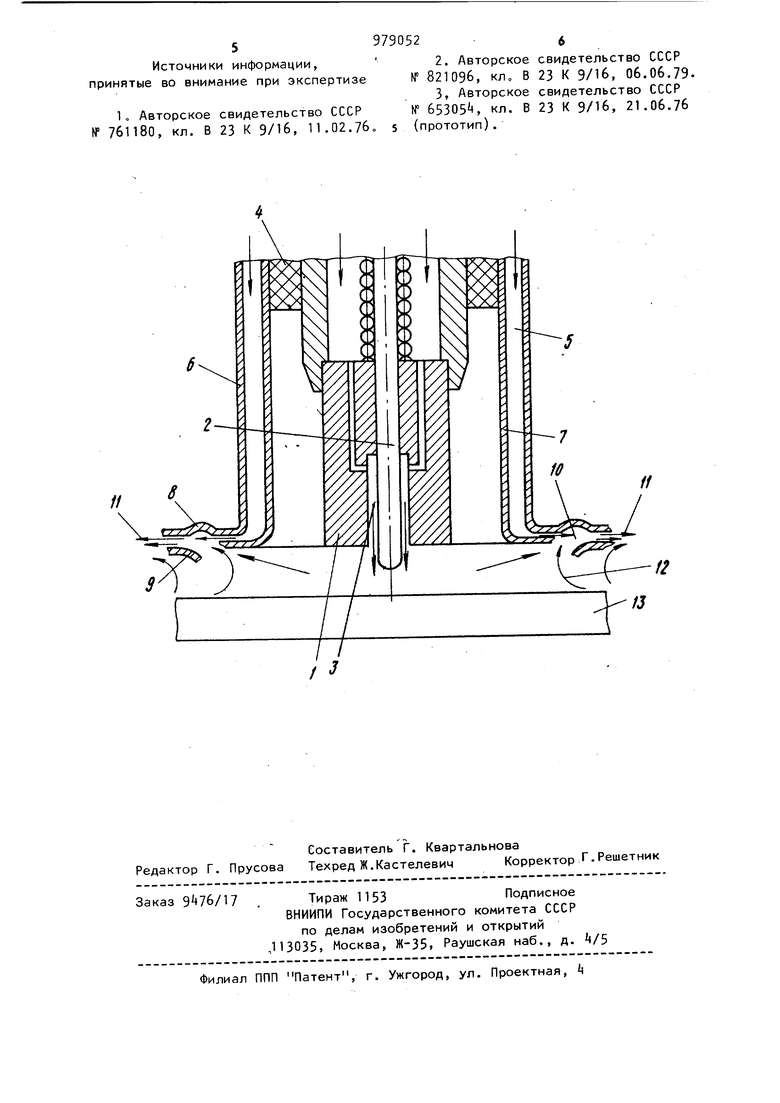
На чертеже изображена предлагаема горелка, продольный разрез.
Горелка содержит миндштук 1 для подачи плавящегося электрода 2. В мундштуке 1 выполнен кольцевой канал 3, выполняющий роль внутреннего сопла для подачи защитного газа.
На мундштуке 1 посредством изоляционной трубки k установлена отсасывающая насадка 5 концентричная каналу 3, выполняющему роль сопла для подачи защитного газа. Насадка 5 выполнена в виде эжектора с кольцеобразным корпусом, образованным наружной стенкой 6 и внутренней стенкой 7 стенки б и 7 выполнены с фигурными фланцами 8 и 9 соответственно, расположенными на уровне среза (выходного отверстия) канала 3. Внутренние поверхности фланцев 8 и 9 образуют приемную камеру 10 эжектора. Боковые стенки 6 и 7 фланцев образуют выходное отверстие 11 сопла эжектора. Во фланце 9 внутренней стенки 7 выполнены отверстия 12 для сообщения приеной камеры 10 с окружающей средой. Позицией 13 обозначено свариваемое иделие.
Горелка работает следующим образо В канал 3 подают защитный газ, а в насадку 5 - сжатый воздух или пар.
При возбуждении дуги между электродом 2 и свариваемым изделием 13 образуется сварочная ванна, которая защищается от воздействия на нее окружающей среды насадкой 5, создающей
разрежение в зоне горения путем. Вместе с воздухом из окружающей среды через насадку 5 при горении дуги отсасываются также образующиеся в зоне горения дуги газы, пары металла и загрязненный защитный газ.
Защитный газ истекает из канала 3 с достаточно большой скоростью, он направляется на свариваемое изделие 13, касается его, отражается от него и лишь затем вместе с образовавшимся дымом отсасывается. Небольшое давление, образующееся в зоне горения дуги благодаря подаче малых количеств защитного газа, истекающего из мундштука с большой скоростью, позволяет предотвратить попадание газов из окружающей среды при увеличении вылета электрода и таким образом сохранить высокое качество сварного соединения при сварке с увеличенным вылетом электрода.
Предлагаемая горелка позволяет по сравнению с базовым объектом, каким является прототип, снизить расход дефицитных защитных газов, особенно при сварке на открытых площадках при наличии ветра, уменьшить трудозатраты на очистку сварных конструкций от брызг.
Формула изобретения
Горелка для дуговой сварки в защитных газах с отсосом газопылевыделений из зоны сварки, содержащая внуреннее сопло для подачи защитного газа и наружную насадку для отсоса выделений из зоны сварки, концентричную соплу, отличающаяся тем, что, с целью повышения качества сварных швов путем улучшения защиты сварного шва и эффективности отсоса из зоны дуги, насадка для отсоса выделений из зоны сварки выполнена в виде эжектора с кольцеобразным корпусом, образованным наружной и внутренней стенками, выполненными с фигурными фланцами, расположенными на уровне среза сопла для подачи защитного газа и образующими внутренними поверхностями приемную камеру эжектора, а боковыми сторонами выходное отверстие сопла эжектора, во фланце внутренней стенки выполнены отверстия для сообщения приемно камеры с окружающей средой.
59790526
Источники информации, 2. Авторское свидетельство СССР принятые во внимание при экспертизе № 821096, кло В 23 К 9/16, 06.06,791 о Авторское свидетельство СССР
№ 761180, кл. В 23 К 9/16, 11.02.7бо 5 (прототип).
3, Авторское свидетельство СССР № бЗЗОЗ, кл. В 23 К 9/16, 21.06.76
