() СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ УЗЛОВ ДЕТАЛЕЙ


| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для сборки и разборки узлов деталей | 1982 |
|
SU1063574A2 |
| Линия для сборки узлов | 1989 |
|
SU1722771A1 |
| СТЕНД ДЛЯ ДЕМОНТАЖА И МОНТАЖА ШИН | 2001 |
|
RU2225300C2 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Стенд для сборки и разборки колеса большегрузного автомобиля | 1982 |
|
SU1122523A1 |
| СТЕНД ДЛЯ СБОРКИ И РАЗБОРКИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1991 |
|
RU2025252C1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| Горизонтальный стенд для пригонки ступиц гребных винтов | 1980 |
|
SU887358A2 |
| Стенд для демонтажа прессовых соединений | 1976 |
|
SU606708A1 |
| Поточная линия сборки многоэлементных изделий | 1980 |
|
SU876378A1 |

1
Изобретение относится к механосборочному производству, в частности к стендам для сборки и разборки деталей флотомашин.
Известно устройство для ремонта блоков флотомашин,содержащее не связанные между собой стойки и тележки, на которых жестко закреплены домкраты и опоры, взаимное расположение которых определено блоком флотомашйны одного типоразмера 1.
Известен стенд для сборки и разборки узлов деталей, преимущественно блоков импеллеров флотомашин, содержащий установленные на станине параллельные направляющие со смонтированными на них по оси сборки подвижными прессами и. опорами 2J.
Недостатком известного стенда является невозможность использования его для сборки и разборки различных типоразмеров блоков импеллеров флотомашин из-за стационарного положе-.
ния опор относительно собираемого или разбираемого узлов деталей.
Целью изобретения является расширение технологических возможностей за счет обработки изделий различных типоразмеров и повышение производительности.
Поставленная цель достигается тем, что стенд для сборки и разборки узлов деталей преимущественно блоков импеллеров флотомашин, содержащий установленные на станине параллельные направляющие со смонтированными на них по оси сборки подвижными прессами и опорами, снабжен съемными вкладышами, установленными в опорах с возможностью вертикального возвратно-поступательного перемещения.
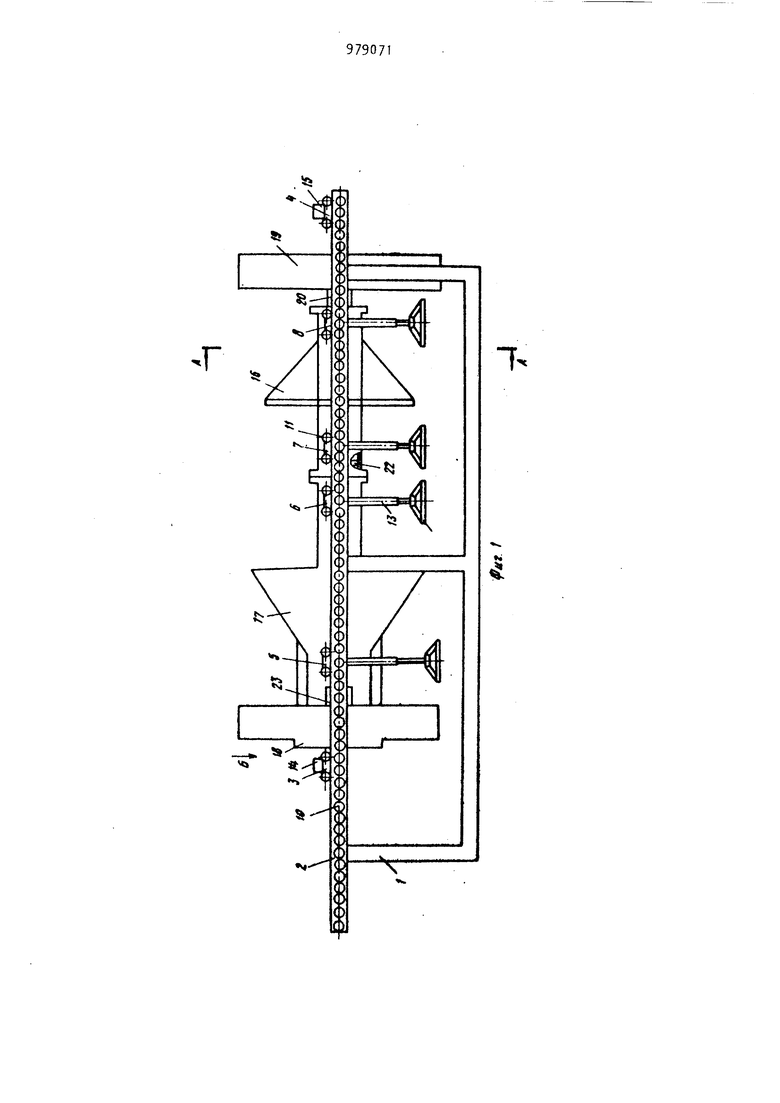
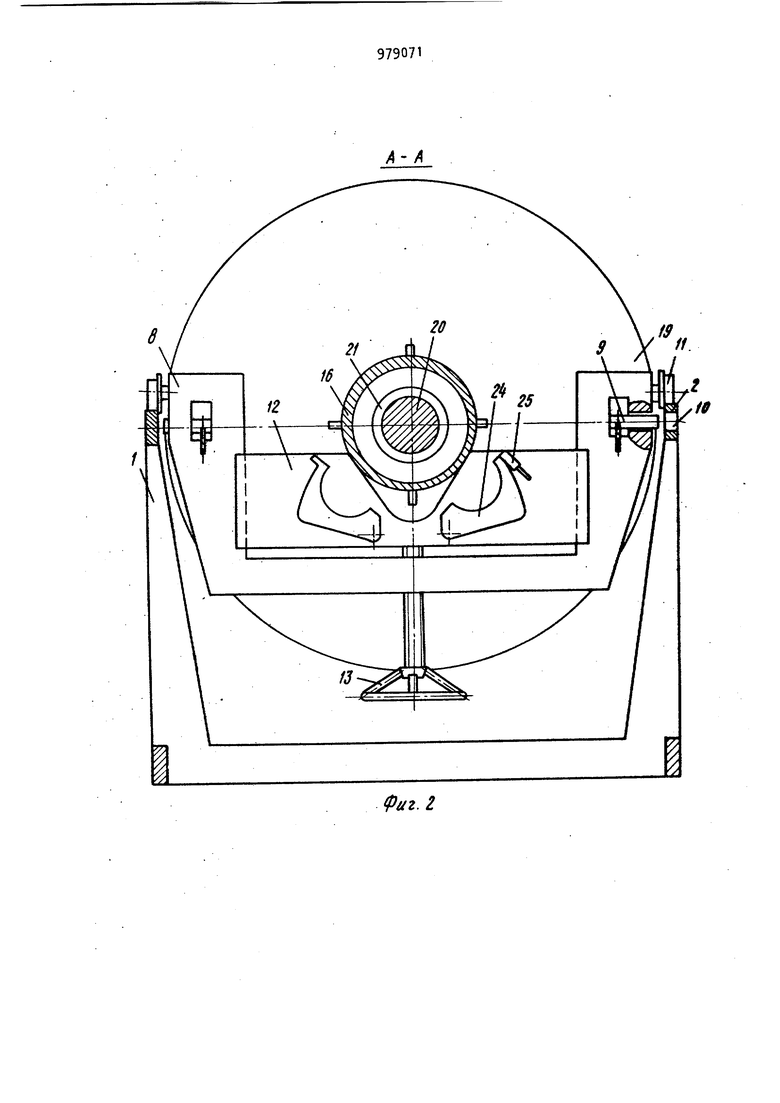
При этом подвижные прессы и опоры снабжены выдвижными пальцевыми фиксаторами, а в. каждой направляющей выполнен ряд отверстий под пальцевые фиксаторы, при этом отверстия ряда одной направляющеи соосно расположены с отверстиями ряда другой направляющей, примем оси отверстий ;расположены в горизонтальной плоскости. На фиг.1 изображен предлагаемый стенд, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - вид Б на фиг.1. Стенд для сборки и разборки узло деталей содержит установленные на станине I параллельные напрааплющие 2 со смонтированными на них под- , вижными прессами 3 и и опорами 5-8, снабженными выдвигающимися пальцевыми фиксаторами Э, под котор в паралельных направляющих 2 выполнены отверстия 10 и имеющими возмож ность перемещения по параллельным направляющим 2 с помощью катков 11. При этом в опорах 5-3 установлены съемные вкладыши 12 с возможностью вертикального возвратно-поступатель ного перемещения с помощью домкрато 13I а на подвижных прессах 3 и ,k смонтированы силовые цилиндры 14 Стенд работает следующим образом Подвижные прессы 3 и и опоры 5-8 находятся в исходном положении. Блок импеллера, состоящий из корпус .16, конуса 17 импеллера 18, шкива 19, вала 20, подшипников 21 и 22, устанавливают на опоры . Перед импеллером 18 устанавливают съемные упоры 23, затем подводят подвижный пресс 3 до соприкосновения с валом 20 и фиксируют его положение на параллельных направляющих 2 с помощью выдвигающихся пальцевых фиксаторов 9. Включают силовой цилиндр И и производят спрессовку импеллера 18 с вала 20. Импеллер 18 снимают с устройства. Затем подвижный пресс k фиксируют на параллельных направляющих 2 с помощью выдвигающихся пальцевых фиксаторов 9, и устанавливают съемные упоры 3 перед шкивом 19. , , Спрессовку шкива 19 проивзодят аналогично спрессовке импел{1ера 18. Разбирают болтовое соединение кону са 17 с корпусом 16 и на опорах 5 и 6 конус 17 перемещают влево до полного съема с вила 20. Конус 17 снимают с устройства. Опоры 5 и 6 размещают под валом, а их съемные вкладыши 12 с помощью домкратов 13 перемещают вверх до соприкосновения С валом 20, на который набрасывают хомуты и фиксируют зажимом 25. Пресс k перемещают до соприкосновения с валом 20 и фиксируют на параллельных направляющих 2 с помощью выдвигающихся пальцевых фиксаторов 9, так же как и опоры 7 и 8. Производят выпрессовку вала 20 из корпуса 16, при этом вал 20 с подшипниками 21 и 22 откатывают влево до полного освобождения, а корпус 1б снимают с устройства. Опоры 7 и 8 размещают под валом 20. Съемные вкладыши 12 опор 7 и 8 поднимают до соприкосновения с валом 20, на который набрасывают хомуты 2k, и фиксируют зажимами 25- Затем подвижный пресс 3 и опору 7 фиксируют на параллельных направляющих 2 с помощью выдвигающихся пальцевых фиксаторов 9 и производят спрессовку подшипника 21. При этом вал 20 на опорах 5,6,8 перемещается вправо до соприкосновения с прессом k, который также как и опоры зафиксирован на параллельных направляющих 2 с помощью выдвигающихся пальцевых фиксаторов 9- Производят спрессовку подшипника 22. Вал 20 снимают со стенда и цикл повторяется. Сборку блока импеллера производят в обратном порядке. Предлагаемый стенд по сравнению с базовым объектом, взятым за прототип, обеспечивает сборку и разборку различных типоразмеров блоков импеллеров флотомашин и производительность за счет возможности независимого перемещения прессов и опор по направляющим с фиксацией их в требуемом положении и за счет сменных вкладышей, имеющих возможность вертикального перемещения в опорах. Формула изобретения 1. Стенд для сборки и разборки узлов деталей, преимущественно блоков импеллеров флотомашин, содер ; ащий установленные на станине параллельные направляющие со смонтированными на них по оси сборки подви ; ными прессами и опорами, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки изделий различных типоразмеров и повышения производительности, он снабжен съемными вкладышами, установленными в опорах с возможностью вертикального возвратно-поступательного перемещения.
оси отверстий располо хены в горизонтальной плоскости.
Источники информации, принятые во внимание при экспертизе
2,Комплекс механизмов для ремонта блоков флотомашин ФМР-бЗ. Рабочий чертеж № 17СМ ОООООСБ, Джезказган, 1980 (прототип).
-Г
Фиг.2
ВиП
