(5) СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ОБОЛОЧЕК ИЗ АРМИРОВАННЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ КОМПЛЕКТА ДИСКОВЫХ НОЖЕЙ ДЛЯ РЕЗКИ ШТРИПСОВ В ТРУБНОМ ПРОИЗВОДСТВЕ | 2015 |
|
RU2635028C2 |
| КОМБИНИРОВАННЫЙ СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ГЕТИНАКСА | 2007 |
|
RU2361727C2 |
| Способ механической обработки заготовок из пластмассы, полимерных композиционных материалов и резины | 2022 |
|
RU2807618C1 |
| Способ токарной чистовой упрочняющей обработки детали | 2024 |
|
RU2828906C1 |
| Способ изготовления пули | 2021 |
|
RU2760119C1 |
| Слоистый инструментальный материал | 1988 |
|
SU1639890A1 |
| Способ изготовления деталей из высокоуглеродистых сталей | 2021 |
|
RU2763841C1 |
| Способ термической обработки заготовок | 1989 |
|
SU1617011A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ЧИСТОВОЙ И УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2005 |
|
RU2303513C1 |
| Способ изготовления комплекта заготовок колец для погона башенной пулеметной установки | 2021 |
|
RU2773292C1 |
1
Изобретение относится к области технологии переработки армированных полимерных материалов и может быть использовано при механической обработке оболочек из стекло-, борои углепластиков.
Известен способ механической обработки армированных полимерных материалов Г11.
Указанный способ не обеспечивает получения точных размеров при обработке деталей типа оболочек. Причиной этого являются погрешности, возникающие как в результате механической обработки, под влиянием температурных изменений ,так и в результате действия остаточных внутренних напряжений в материале деталей после механической обработки и снятия слоев материала.
Наиболее близким к изобретению из известных является способ механической обработки оболочек из армированных полимерных материалов.
включающий точение и термообработку 2.
Этот способ несколько улучшает точностные характеристики обрабатываемых деталей за счет частичного снятия одновременно с изготовлением изделий остаточных внутренних напряжений. Полностью устранить влияние внутренних напряжений этот способ не позволяет. Это обусловлено тем, что остаточные напряжения, возникающие при температурах отверждения, значительно превьпиающих температуру }5 промежуточной термообработки, релакг сировать окончат;ельно не могут, А чистовая обработка не только не может устранить вызываемые ими погрешности размеров, но усугубляет их своими температурными изменениями в процессе контакта режущего инструмента с материалом.
Целью изобретения является повышение точности механической обработки оболочек из армированных полимерных материалов. Достигается поставленная цель тем, что в способе механической обработки оболочек из армированных полимерных материалов, включающем точение и термообработку, оболочку предварительно напрягают, путем создания внутреннего давления, а затем точат и тёрмообрабатывают. Кроме того, оболочку напрягают до уровня предела упругих деформаций. При этом термообработку проводят при температуре стеклования связующего. При резании армированных полимеров в .результате меньшего, чем у металлов, модуля упругости ухудшаются условия . . контактирования режущего клина с обрабатываемым изделием, возникают зна чительные силы упругого последейстВИЯ. Нагружение оболочки до уровня ,предела упругих деформаций значи.тельно повышает жесткость системы СПИД во время обработки. В соответст ,вии с этим обеспечиваются условия более надежного контактирования задних поверхностей прикромочных участков режущего клина. За счет этого на первоначальном этапе блокируется действие остаточных внутренних напряжений и, хотя в процессе снятия слоев материала они перераспределяют ся, форма и размеры оболочек остаются в строго заданных пределах. Вторая особенность механической обработки армированных полимерных материалов, обуславливающая наличие высокой температуры, приводит и образованию rtOBepxHOCTHoro слоя, физико-механические характеристики которого значительно отличаются от характеристик исходного материала, так как этот слой в процессе обработки подвергается термомеханической деструкции. Нагружение оболочки в процес te точения создает напряжения, по знаку противоположные напряжениям механической обработки. В результате суммирования этих силовых факторов значительно ослабляется вклад механической составляющей термомеханической деструкции. А поскольку и термообработка производится в напряженном состоянии, то на завершающей стадии при температуре стеклования связующего оставшиеся остаточные напряжения уравновешиваются за счет образования .дополнительных, неСформировавшихся в процессе отверждет ния, межмолекулярных связей и геометрия обрабат лваемой делали окончательно фиксируется. Пример. Экспериментально- пред агаемый способ апробирован при механической обработке цилиндрических оболочек, внутренним диаметром 150 мм и толщиной стенки 3 мм, изготовленных продольно-поперечной намоткой нити № 19 из стекла ВМ-1 на эпоксидном связующем ЭДТ-10 состава, вес.ч: Смола КДЛ(ТУ 6-051380-70). 100 Отвердитель ТЭАТ (МРТУ 6-09-2865-66) 10 и углепластиковых оболочек, внутренним диаметром 143 мм и толщиной стенки 5 мм, изготовленных методом намотки на трехвалковом станке из угольной ткани КМУ и зпоксиЛенольного связующего состава, вес.ч . Смола ЭД-2067 Бакелитовый лак ЛБС-130 Клей Материал режущей части инструмента выбирается из условия, при котором твердость режущей части инструмента при температурах, имеющих место в зоне резания должна быть в 1,5-2 раза выше твердости обрабатываемого материала. Так как. элементом, определяющим прочность армированных полимеров является его арматура, то и твердость режущей части инструмента должна быть в 1,5-2 раза выше твердости стекол, используемых для выработки армирующих волокон. Режущая часть инструмента была изготовлена из сплава группы ВК, режимы обработки: V 120 м/мин, S 0,2 мм/об., ,5 мм. Измерения диаметра готовых деталей производилось в шести плоскостях смещенных друг относительно друга на ЗП через ЦВ ч термостатирования при комнатной температуре после окончания термообработки для экспериментальных образцов и по истечении такого же времени после чистовой обработки для образцов, изготовленных по способу-прототипу, то есть с промежуточной между черновой и чистовой обработками термообработкой при 50С. Для характеристики степени соответствия действительных размеров обработанных деталей 5 номиналу вычисляли величину относительной погрешности f Рд-Ри О- тС1 где Од - действительный размер , мм; 0„ - номинальный размер, мм. Для нагружения оболочек, например, гидростатически в процессе обработки использовались фланцевые разжимные цанговые оправки по ГОСТ 19888-7 с гидравлическим приводом. Повышение равномерности деформации заготовки при закреплении такой оправки достигается увеличением площади контакта ее с заготовкой за счет выполнения в цангах встречных разрезов. Помимо контроля геометрических размеров определялась прочность материала оболочек VV его модуль упругости при растяжении в окружном направлении , а также его химическая стойкость и влагопоглощение . Механи ческие характеристики определялись при испытании колец растяжением двух полудисков. Химическая стойкость материала обработанных оболочек оценивалась по изменению предела прочности при растяжении после набухания их в аце
Результаты эксперимента для стеклопластиковых оболочек
20 528,0 27500 0,28 10,8 90 589,0 30900 0,20 10,6
160 180 550,0 0,36 10,6
520,0
20
0,26 0,20 0,23
0,28
0,3
11,0
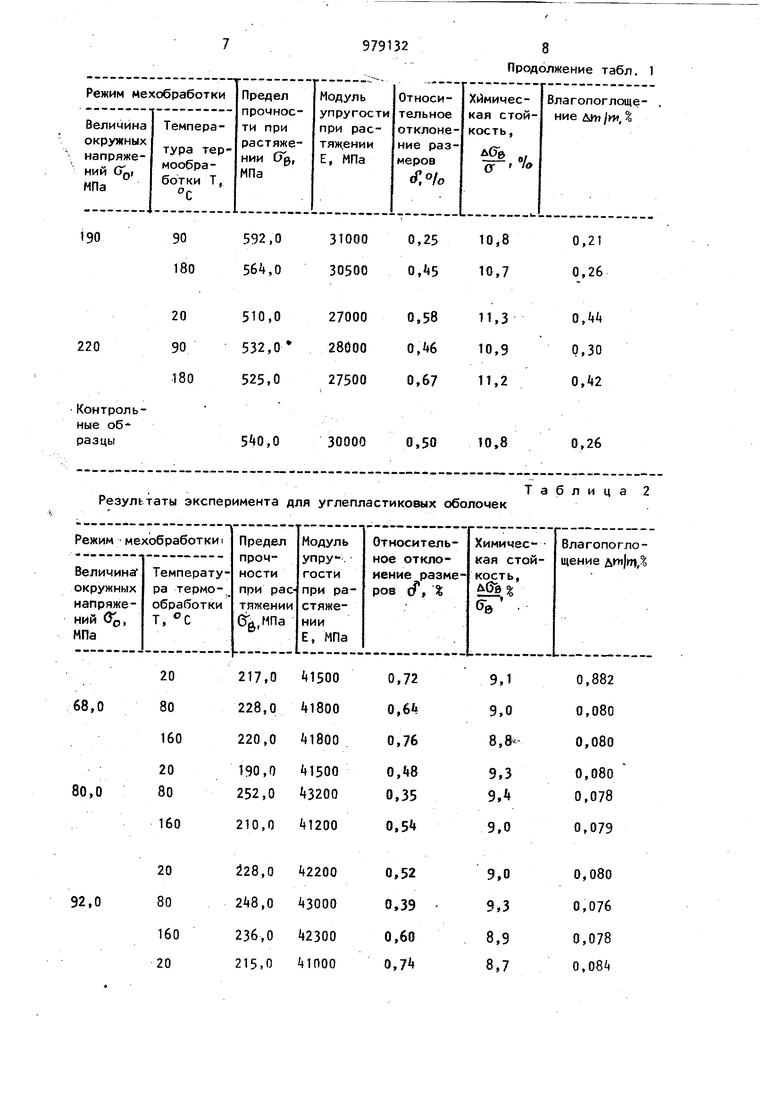
27300 2 тоне в течение ч при комнатной температуре. Измерялась она потерей прочности в процентах. Для определения влагопоглощения образцы выдерживались в течение 2 ч в емкости с дистиллированной водой. Увеличение массы образца по отношению к первоначальной величине принималось за значение влагопоглощения. Данные,полученные для стеклопластиковых оболочек и оболочек из углепластика приведены соответственно в табл. 1 и 2, Результаты, полученные при экспериментальных исследованиях свидетельствуют о том, что предложенный способ механической обработки оболочек из армированных полимерных материалов позволяет значительно повысить точность обработки за счет снижения отклонений готовых деталей от номи.нальной формы. При изготовлении тон костенных оболочек.увеличение точ« ности происходит более, чем в 2 раза. При этом почти на Q% увеличивается предел npoMHoctH при растяжении, снижается влагопоглощение и остальные характеристики остаются практически без изменения. Таблица
Результаты эксперимента для углеплестиковых оболочек
210,0
160
979132
8 Продолжение табл. 1
Таблица 2
o.s
0,079
9,0
Формула изобретения
Источники информации, принятые во внимание при экспертизе
с. 172-173.
