Изобретение относится к средствам вооружения и может найти применение при изготовлении погона башенной пулеметной установки.
Башенная пулеметная установка устанавливается на машине и предназначена для обеспечения часовому ведения кругового наблюдения за местностью через приборы наблюдения и для поражения живой силы противника пулеметным огнем в дневных и ночных условиях при нахождении машины на позиции и совершении марша.
Установка представляет собой башню, установленную и закрепленную на погоне, который выполняет роль опоры вращающейся части установки и связывает ее с неподвижной частью.
Изобретением решается задача по снижению трудоемкости, материалоемкости и себестоимости при изготовлении кольцеобразных деталей погона башенной пулеметной установки, по увеличению производительности, а также позволяет расширить технологические возможности способа изготовлении кольцеобразных деталей.
Поставленная задача решается тем, что способ изготовления комплекта заготовок колец для изготовления деталей погона башенной пулеметной установки, выполненного в виде трех взаимосвязанных между собой с возможностью вращения в горизонтальной плоскости шестерни погона, кольца погона и кольца регулировочного,
включает предварительное изготовление двух цилиндрических заготовок с осевыми отверстиями и объемом каждой, равным объему двух и более заготовок колец одного наименования под шестерню погона или кольцо погона, для дальнейшей чистовой механической обработки,
каждую из которых в процессе изготовления заготовок колец поочередно устанавливают торцом на стол токарно-карусельного станка и закрепляют изнутри,
затем осуществляют вначале обтачивание наружного диаметра до наружного диаметра соответствующей заготовки кольца на всю высоту цилиндрической заготовки,
затем выполняют точение поперечных относительно осевого отверстия проточек по окружности до получения диаметра, составляющего (0,997-0,999) диаметра отверстия соответствующей заготовки кольца, и не менее 1,006 диаметра осевого отверстия цилиндрической заготовки, количеством из расчета (n-1) штук, где n - число заготовок колец,
после чего, перезакрепляют цилиндрическую заготовку снаружи и переходят к растачиванию осевого отверстия до диаметра внутреннего отверстия соответствующей заготовки кольца на всю высоту цилиндрической заготовки или последовательно на заданную высоту заготовки кольца с полным отделением тем самым каждой заготовки кольца и поочередно снимают их со станка, при этом получают из одной цилиндрической заготовки - заготовки шестерней погона для дальнейшей чистовой механической обработки, а из другой - заготовки колец погона, при этом
из каждой заготовки кольца погона путем продольного и поперечного точения на токарно-карусельном станке вырезают заготовку кольца регулировочного, при этом вначале часть заготовки кольца погона обтачивают с наружной стороны до диаметра и на высоту, соответствующие заданному наружному диаметру и высоте заготовки кольца регулировочного,
затем точат поперечную проточку до диаметра, соответствующего внутреннему диаметру заготовки кольца регулировочного, с учетом ширины реза продольной проточки, а далее переходят к точению продольной проточки,
при этом выдерживают диаметр, соответствующий внутреннему диаметру заготовки кольца регулировочного, после чего со станка снимают вначале заготовку кольца регулировочного, а затем - заготовку кольца погона.
Кроме того, согласно изобретению, после полного отделения заготовок колец от цилиндрической заготовки получают заготовку шестерни погона с наружным диаметром 1270-1280 мм и высотой 37-41 мм и заготовку кольца погона с наружным диаметром 1205-1215 мм и высотой 48-52 мм, а после продольного и поперечного вырезания из заготовки кольца погона -заготовку кольца регулировочного с наружным диаметром 1195-1205 мм, внутренним диаметром 1140-1150 мм и высотой 16-20 мм, при этом для изготовления заготовок шестерней погона используют цилиндрическую заготовку с наружным диаметром 1280-1300 мм и внутренним осевым отверстием диаметром 1060-1070 мм, а для изготовления заготовок колец погона - цилиндрическую заготовку с наружным диаметром 1215-1225 мм и осевым отверстием диаметром 1080-1090 мм, при изготовлении заготовок шестерней погона поперечные проточки выполняют шириной 10-14 мм, при изготовлении заготовок колец погона - 8-12 мм, а при изготовлении заготовки регулировочного кольца продольную проточку выполняют шириной 5-7 мм, а поперечную - шириной 7-9 мм.
Кроме того, согласно изобретению, при изготовлении заготовок шестерни погона, кольца погона и кольца регулировочного в проточки равномерно устанавливают клинья-фиксаторы для исключения деформации указанных заготовок.
Кроме того, цилиндрические заготовки выполнены из стали 30X13 или 20X13 или 50.
Кроме того, согласно изобретению, каждую цилиндрическую заготовку изготавливают высотой в зависимости от количества получаемых в процессе реализации способа заготовок колец погона и заготовок шестерен погона, соответственно, их заданной высоты для дальнейшей чистовой обработки и ширины поперечных проточек.
Кроме того, согласно изобретению, в случае превышения требуемой высоты любой из двух цилиндрических заготовки, рассчитываемой исходя из количества получаемых в процессе реализации способа заготовок колец погона и заготовок шестерен погона, соответственно, их заданной высоты для дальнейшей чистовой обработки и ширины поперечных проточек, вначале подрезают либо верхний торец до расчетной высоты цилиндрической заготовки либо верхний и нижний торцы, при этом верхний торец подрезают после установки цилиндрической заготовки на стол станка и закрепления ее изнутри, а нижний торец подрезают на последней заготовке кольца после снятия предыдущих заготовок колец, и предварительно переворачивают ее срезаемым торцом вверх и закрепляют снаружи.
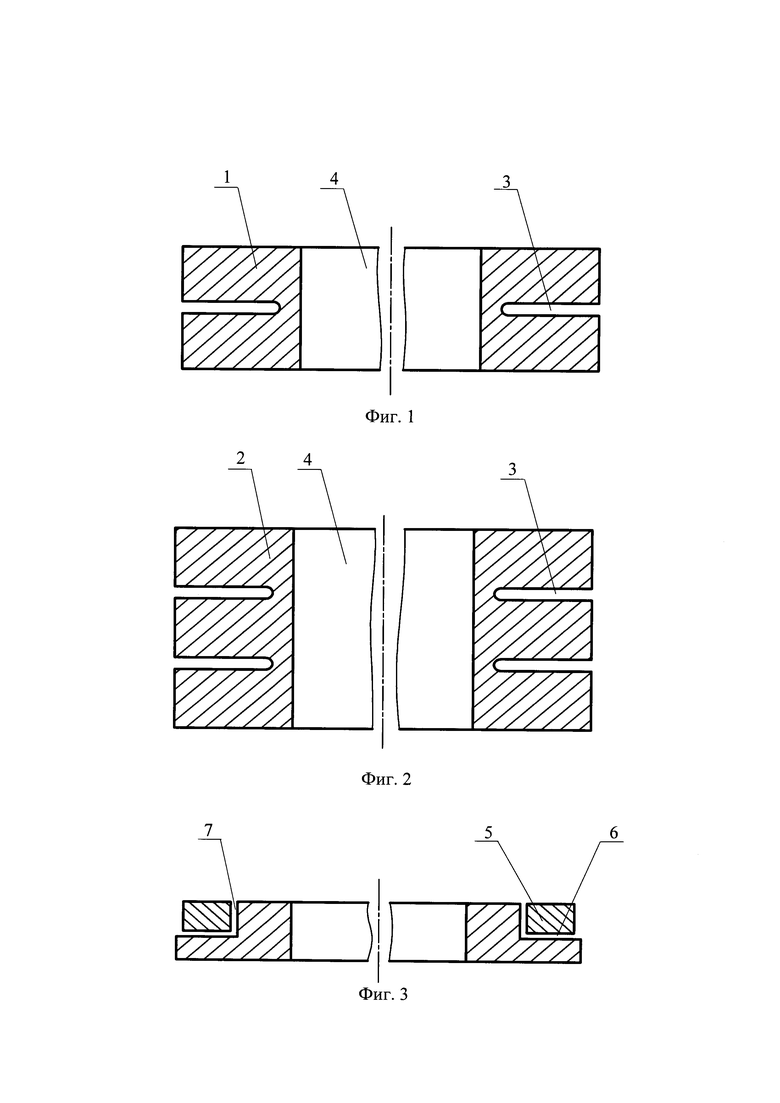
Изобретение поясняется чертежами, где
на фиг. 1 изображена - цилиндрическая заготовка под заготовки шестерней погона;
на фиг. 2 - цилиндрическая заготовка под заготовки колец погона;
на фиг. 3 - заготовка кольца погона с вырезанной заготовкой кольца регулировочного.
Погон башенной пулеметной установки выполнен в виде трех взаимосвязанных между собой с возможностью вращения в горизонтальной плоскости кольцеобразных деталей: шестерни погона, кольца погона и кольца регулировочного.
Способ комплекта заготовок колец для изготовления деталей погона башенной пулеметной установки осуществляют следующим образом.
Предварительно изготавливают две цилиндрические заготовки с осевыми отверстиями и объемом каждой, равным объему двух и более заготовок колец одного наименования под шестерню погона и кольцо погона, для дальнейшей чистовой механической обработки.
Для изготовления цилиндрических заготовок используют сталь 30X13 или 20X13 или 50.
Высоту каждой цилиндрической заготовки рассчитывают, исходя из количества и высоты соответствующей заготовки кольца (шестерни погона и кольца погона) для дальнейшей чистовой обработки и ширины поперечных проточек.
Каждую из исходных цилиндрических заготовок 1 или 2 поочередно устанавливают торцом на стол токарно-карусельного станка и закрепляют изнутри.
Вначале осуществляют обтачивание наружного диаметра до наружного диаметра соответствующей заготовки кольца на всю высоту цилиндрической заготовки.
Затем выполняют точение поперечных относительно осевого отверстия проточек 3 по окружности до получения диаметра, составляющего (0,997-0,999) диаметра отверстия соответствующей заготовки кольца, и не менее 1,006 диаметра осевого отверстия цилиндрической заготовки, количеством из расчета (n-1) штук, где n - число заготовок колец.
После чего перезакрепляют цилиндрическую заготовку снаружи и переходят к растачиванию осевого отверстия 4 до диаметра внутреннего отверстия соответствующей заготовки кольца на всю высоту цилиндрической заготовки или последовательно на заданную высоту заготовки кольца с полным отделением тем самым каждой заготовки кольца и поочередно снимают их со станка. В результате получают из одной цилиндрической заготовки - заготовки шестерней погона для дальнейшей чистовой механической обработки, а из другой - заготовки колец погона.
Далее из каждой заготовки кольца погона путем продольного и поперечного точения на токарно-карусельном станке вырезают заготовку кольца регулировочного 5, при этом вначале часть заготовки кольца погона обтачивают с наружной стороны до диаметра и на высоту, соответствующие заданному наружному диаметру и высоте заготовки кольца регулировочного. Затем точат поперечную проточку 6 до диаметра, соответствующего внутреннему диаметру заготовки кольца регулировочного, с учетом ширины реза продольной проточки, а далее переходят к точению продольной проточки 7, при этом выдерживают диаметр, соответствующий внутреннему диаметру заготовки кольца регулировочного, после чего со станка снимают вначале заготовку кольца регулировочного, а затем - заготовку кольца погона. В результате получают заготовки для дальнейшей чистовой механической обработки.
При изготовлении заготовок шестерни погона, кольца погона и кольца регулировочного для исключения деформации указанных заготовок в проточки равномерно устанавливают клинья-фиксаторы.
В случае превышения требуемой высоты любой из двух цилиндрических заготовок, которую рассчитывают исходя из количества получаемых в процессе реализации способа заготовок колец погона и заготовок шестерен погона, их заданной высоты для дальнейшей чистовой обработки и ширины поперечных проточек. Далее вначале подрезают либо верхний торец до расчетной высоты цилиндрической заготовки либо верхний и нижний торцы, при этом верхний торец подрезают после установки цилиндрической заготовки на стол станка и закрепления ее изнутри, а нижний торец подрезают у последней заготовки кольца после снятия предыдущих заготовок колец, предварительно перевернув ее срезаемым торцом вверх и закрепив снаружи.
Пример конкретного исполнения предлагаемого способа.
Изготовление заготовки шестерни погона осуществляют следующим образом.
Предварительно изготавливают цилиндрическую заготовку с наружным диаметром 1285 мм, внутренним осевым отверстием диаметром 1064 мм и высотой 102 мм для двух заготовок шестерен погона.
Далее цилиндрическую заготовку устанавливают торцом на стол токарно-карусельного станка модели 1525Ф2, выставляют и закрепляют прихватами изнутри.
Затем подрезают торец цилиндрической заготовки, выдерживая высоту заготовки 96В7 мм, обтачивают наружный диаметр заготовки до заданного диаметра заготовки шестерни погона на всю высоту цилиндрической заготовки, выдерживая размер ∅1275В7 мм. После чего, отступив от торца сверху 39В7 мм, что соответствует заданной высоте заготовки шестерни погона, точат поперечную относительно оси осевого отверстия проточку шириной 12A7 мм по окружности, выдерживая диаметр 1072В7 мм.
Далее цилиндрическую заготовку раскрепляют, переворачивают и устанавливают на стол станка другим торцом, выставляют и закрепляют прихватами снаружи, а в поперечную проточку равномерно устанавливают клинья-фиксаторы, исключая тем самым деформацию заготовок колец.
Затем подрезают торец цилиндрической заготовки, при этом выдерживают размер 39В7 от проточки, соответствующий заданной высоте заготовки шестерни погона. Далее растачивают осевое отверстие до внутреннего диаметра заготовки шестерни погона, составляющего 1074А7 мм, на глубину, соответствующую высоте заготовки шестерни погона, и получают тем самым первую заготовку шестерни погона, которую снимают со станка. Убрав клинья-фиксаторы, снова растачивают осевое отверстие до внутреннего диаметра заготовки шестерни погона, составляющего ∅1074А7 мм, на всю оставшуюся глубину цилиндрической заготовки, и получают тем самым вторую заготовку шестерни погона, которую раскрепляют и снимают со станка.
Изготовление заготовки кольца погона осуществляют следующим образом.
Предварительно изготавливают цилиндрическую заготовку с наружным диаметром 1220 мм, внутренним осевым отверстием диаметром 1086 мм и высотой 175 мм для трех заготовок колец погона.
Далее цилиндрическую заготовку устанавливают торцом на стол токарно-карусельного станка модели 1525Ф2, выставляют и закрепляют прихватами изнутри.
Затем подрезают торец цилиндрической заготовки, при этом выдерживают высоту заготовки 173В7 мм. Далее обтачивают наружный диаметр заготовки до заданного диаметра заготовки кольца погона на всю высоту цилиндрической заготовки, при этом выдерживают размер ∅1210В7 мм. После чего, отступив от торца сверху 50В7 мм, что соответствует заданной высоте заготовки кольца погона, точат поперечную относительно оси осевого отверстия проточку шириной 10A7 по окружности, при этом выдерживают диаметр 1093В7 мм.
В проточку устанавливают клинья-фиксаторы, исключая тем самым деформацию заготовки кольца, и приступают к точению следующей поперечной проточки шириной 10A7 мм, при этом отступают от нижнего края предыдущей проточки 50В7 мм, что соответствует заданной высоте заготовки под кольцо погона. В образовавшуюся проточку устанавливают клинья-фиксаторы.
Далее перезакрепляют прихваты, устанавливая их снаружи, и приступают к растачиванию осевого отверстия до внутреннего диаметра заготовки кольца погона, составляющего 1095А7 мм, на всю глубину цилиндрической заготовки. В результате чего получают две заготовки кольца погона, которые поочередно снимают со станка и убирают клинья-фиксаторы.
Затем раскрепляют третью заготовку, переворачивают, устанавливают торцом на стол станка, выставляют и закрепляют прихватами изнутри. Далее подрезают необработанный торец третьей заготовки, при этом выдерживают размер 50В7 мм.
Изготовление заготовки кольца регулировочного осуществляют путем продольного и поперечного вырезания из заготовки под кольцо погона.
Для чего заготовку кольца погона устанавливают торцом на стол токарно-карусельного станка модели 1525Ф2, выставляют и закрепляют прихватами изнутри.
Подрезают торец, при этом выдерживают размер 49В7 мм, соответствующий высоте заготовки кольца погона. Обтачивают наружный диаметр в размер 1200B7, соответствующий наружному диаметру заготовки под кольцо регулировочное, на высоту 20 мм от подрезанного торца.
Точат поперечную проточку шириной 8А7 мм до диаметра 1135 мм, при этом отступают от подрезанного торца 18 мм, соответствующие высоте кольца регулировочного. В проточку устанавливают клинья-фиксаторы.
Далее точат продольную проточку шириной 6А7 мм, при этом выдерживают диаметр 1146 мм, соответствующий внутреннему диаметру заготовки кольца регулировочного. Готовую заготовку кольца регулировочного снимают со станка и убирают клинья. На станке остается заготовка кольца погона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| СПОСОБ НАРЕЗАНИЯ РЕЗЬБ НА КОНЦАХ ОБСАДНЫХ ТРУБ И МУФТАХ | 2016 |
|
RU2648589C2 |
| Способ изготовления секционных матриц с калибрующим очком,имеющим криволинейный контур в продольном сечении | 1974 |
|
SU484913A1 |
| СПОСОБ ЧИСТОВОГО УПРОЧНЕНИЯ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2312758C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ СИЛОВЫХ ШПАНГОУТОВ ИЗ ЦЕНТРОБЕЖНОЛИТОЙ ЗАГОТОВКИ-ШАЙБЫ | 2016 |
|
RU2663916C2 |
| ПРУЖИННЫЙ УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2311279C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2009 |
|
RU2430826C2 |
| СПОСОБ ОБКАТЫВАНИЯ ПРУЖИННЫМИ КОЛЬЦАМИ | 2009 |
|
RU2433901C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ ПОВОРОТНЫХ КРУГОВ | 1992 |
|
RU2136533C1 |
Изобретение относится к средствам вооружения и может найти применение при изготовлении погона башенной пулеметной установки. Способ предназначен для изготовления комплекта заготовок колец для погона башенной пулеметной установки, выполненного в виде трех взаимосвязанных между собой с возможностью вращения в горизонтальной плоскости кольцеобразных деталей: шестерни погона, кольца погона и кольца регулировочного, и включает предварительное изготовление двух цилиндрических заготовок с осевыми отверстиями и объемом каждой, равным объему двух и более заготовок колец одного наименования под шестерню погона и кольцо погона, для дальнейшей чистовой механической обработки. Каждую из указанных заготовок в процессе изготовления заготовок колец поочередно устанавливают торцом на стол токарно-карусельного станка, закрепив изнутри, и осуществляют вначале обтачивание наружного диаметра до наружного диаметра соответствующей заготовки кольца на всю высоту цилиндрической заготовки. Затем выполняют точение поперечных относительно осевого отверстия проточек по окружности до получения диаметра, составляющего (0,997-0,999) диаметра отверстия соответствующей заготовки кольца и не менее 1,006 диаметра осевого отверстия цилиндрической заготовки, количеством из расчета (n-1) штук, где n - число заготовок колец. После чего, перезакрепив цилиндрическую заготовку снаружи, переходят к растачиванию осевого отверстия до диаметра внутреннего отверстия соответствующей заготовки кольца на всю высоту цилиндрической заготовки или последовательно на заданную высоту заготовки кольца, полностью отделяя тем самым каждую заготовку кольца и поочередно снимая их со станка, получая из одной цилиндрической заготовки - заготовки шестерней погона для дальнейшей чистовой механической обработки, а из другой - заготовки колец погона. Из каждой заготовки кольца погона путем продольного и поперечного точения на токарно-карусельном станке вырезают заготовку кольца регулировочного, для чего вначале часть заготовки кольца погона обтачивают с наружной стороны до диаметра и на высоту, соответствующие заданному наружному диаметру и высоте заготовки кольца регулировочного, а затем точат поперечную проточку до диаметра, соответствующего внутреннему диаметру заготовки кольца регулировочного, с учетом ширины реза продольной проточки, а далее переходят к точению продольной проточки, выдерживая диаметр, соответствующий внутреннему диаметру заготовки кольца регулировочного, после чего со станка снимают вначале заготовку кольца регулировочного, а затем - заготовку кольца погона, получая указанные заготовки для дальнейшей чистовой механической обработки. Достигается снижение материалоемкости, себестоимости и повышение производительности обработки за счет расширения технологических возможностей при обработке кольцеобразных деталей. 5 з.п. ф-лы, 3 ил.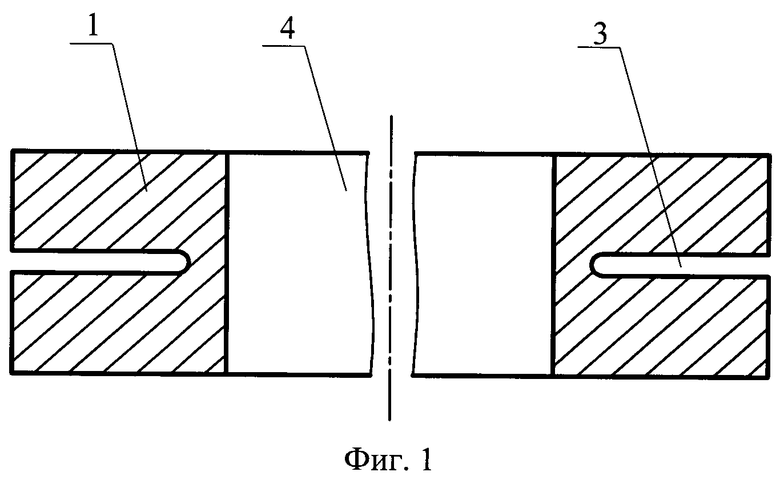
1. Способ изготовления комплекта заготовок колец для изготовления деталей погона башенной пулеметной установки, выполненного в виде трех взаимосвязанных между собой с возможностью вращения в горизонтальной плоскости шестерни погона, кольца погона и кольца регулировочного,
включающий предварительное изготовление двух цилиндрических заготовок с осевыми отверстиями и объемом каждой, равным объему двух и более заготовок колец одного наименования под шестерню погона или кольцо погона, для дальнейшей чистовой механической обработки,
каждую из которых в процессе изготовления заготовок колец поочередно устанавливают торцом на стол токарно-карусельного станка и закрепляют изнутри,
затем осуществляют вначале обтачивание наружного диаметра до наружного диаметра соответствующей заготовки кольца на всю высоту цилиндрической заготовки,
затем выполняют точение поперечных относительно осевого отверстия проточек по окружности до получения диаметра, составляющего (0,997-0,999) диаметра отверстия соответствующей заготовки кольца и не менее 1,006 диаметра осевого отверстия цилиндрической заготовки, количеством из расчета (n-1) штук, где n - число заготовок колец,
после чего перезакрепляют цилиндрическую заготовку снаружи и переходят к растачиванию осевого отверстия до диаметра внутреннего отверстия соответствующей заготовки кольца на всю высоту цилиндрической заготовки или последовательно на заданную высоту заготовки кольца с полным отделением тем самым каждой заготовки кольца и поочередно снимают их со станка, при этом получают из одной цилиндрической заготовки - заготовки шестерней погона для дальнейшей чистовой механической обработки, а из другой - заготовки колец погона, при этом
из каждой заготовки кольца погона путем продольного и поперечного точения на токарно-карусельном станке вырезают заготовку кольца регулировочного, при этом вначале часть заготовки кольца погона обтачивают с наружной стороны до диаметра и на высоту, соответствующие заданному наружному диаметру и высоте заготовки кольца регулировочного,
затем точат поперечную проточку до диаметра, соответствующего внутреннему диаметру заготовки кольца регулировочного, с учетом ширины реза продольной проточки, а далее переходят к точению продольной проточки,
при этом выдерживают диаметр, соответствующий внутреннему диаметру заготовки кольца регулировочного, после чего со станка снимают вначале заготовку кольца регулировочного, а затем - заготовку кольца погона.
2. Способ по п. 1, отличающийся тем, что после полного отделения заготовок колец от цилиндрической заготовки получают заготовку шестерни погона с наружным диаметром 1270-1280 мм и высотой 37-41 мм и заготовку кольца погона с наружным диаметром 1205-1215 мм и высотой 48-52 мм, а после продольного и поперечного вырезания из заготовки кольца погона - заготовку кольца регулировочного с наружным диаметром 1195-1205 мм, внутренним диаметром 1140-1150 мм и высотой 16-20 мм, при этом для изготовления заготовок шестерней погона используют цилиндрическую заготовку с наружным диаметром 1280-1300 мм и внутренним осевым отверстием диаметром 1060-1070 мм, а для изготовления заготовок колец погона - цилиндрическую заготовку с наружным диаметром 1215-1225 мм и осевым отверстием диаметром 1080-1090 мм, при изготовлении заготовок шестерней погона поперечные проточки выполняют шириной 10-14 мм, при изготовлении заготовок колец погона - 8-12 мм, а при изготовлении заготовки регулировочного кольца продольную проточку выполняют шириной 5-7 мм, а поперечную - шириной 7-9 мм.
3. Способ по п. 1, отличающийся тем, что при изготовлении заготовок шестерни погона, кольца погона и кольца регулировочного в проточки равномерно устанавливают клинья-фиксаторы для исключения деформации указанных заготовок.
4. Способ по п. 1, отличающийся тем, что цилиндрические заготовки выполняют из стали 30X13, или 20X13, или 50.
5. Способ по п. 1, отличающийся тем, что каждую цилиндрическую заготовку изготавливают высотой в зависимости от количества получаемых в процессе реализации способа заготовок колец погона и заготовок шестерен погона, соответственно, их заданной высоты для дальнейшей чистовой обработки и ширины поперечных проточек.
6. Способ по п. 1, отличающийся тем, что в случае превышения требуемой высоты любой из двух цилиндрических заготовок, рассчитываемой исходя из количества получаемых в процессе реализации способа заготовок колец погона и заготовок шестерен погона, соответственно, их заданной высоты для дальнейшей чистовой обработки и ширины поперечных проточек, вначале подрезают либо верхний торец до расчетной высоты цилиндрической заготовки, либо верхний и нижний торцы, при этом верхний торец подрезают после установки цилиндрической заготовки на стол станка и закрепления ее изнутри, а нижний торец подрезают на последней заготовке кольца после снятия предыдущих заготовок колец и предварительно переворачивают ее срезаемым торцом вверх и закрепляют снаружи.
| Способ изготовления венцов ведущих колес гусеничных машин | 1989 |
|
SU1636149A1 |
| БАШЕННАЯ УСТАНОВКА | 2002 |
|
RU2212618C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕЦ | 2003 |
|
RU2237540C1 |
| СПОСОБ СБОРКИ И ОБКАТКИ ПОДШИПНИКОВОГО ПОГОНА И СТЕНД ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2249192C2 |
| US 10443967 B1, 15.10.2019. | |||

