Обработка резиновых подошв кислотой в термостате для их нагрева, машины для одностороннего нанесения кислоты п ванны для иромыикн, к которым обрабатываемые подошвы подаются вручную, известны.
Описываемый агрегат позволяет механизировать и автоматизировать обработку резиновых подошв кислотой, что достигается совокупным применением указанных устройств и желоба для передачи подошв на транспортер для их выдержки.
Для автоматической выгрузки нодопщ из термостата он выполнен в виде враш;ающейся многоугольной усеченной пирамиды с рамками для установки подошв попарно и со смонтированными под рамками подпружиненными упорами, взаимодействуюш,ими с неподвижно установленными па пути их иеремеп ;ения пальцами, предназначенными для отвода упоров при подходе очередной пары подо1ив к месту выгрузки из термостата.
Для нанесения кислоты на подошву нрименена установленная мо;кду термостатом и транспортером для выдержки подошв двухвалковая , в которой один валик частично погружен в кислоту.
С целью переворачивания подошвы, обработанной кислотой, желоб установлен наклонно п нижний конец его не доходит до ленты транспортера, на которой укренлены выступы.
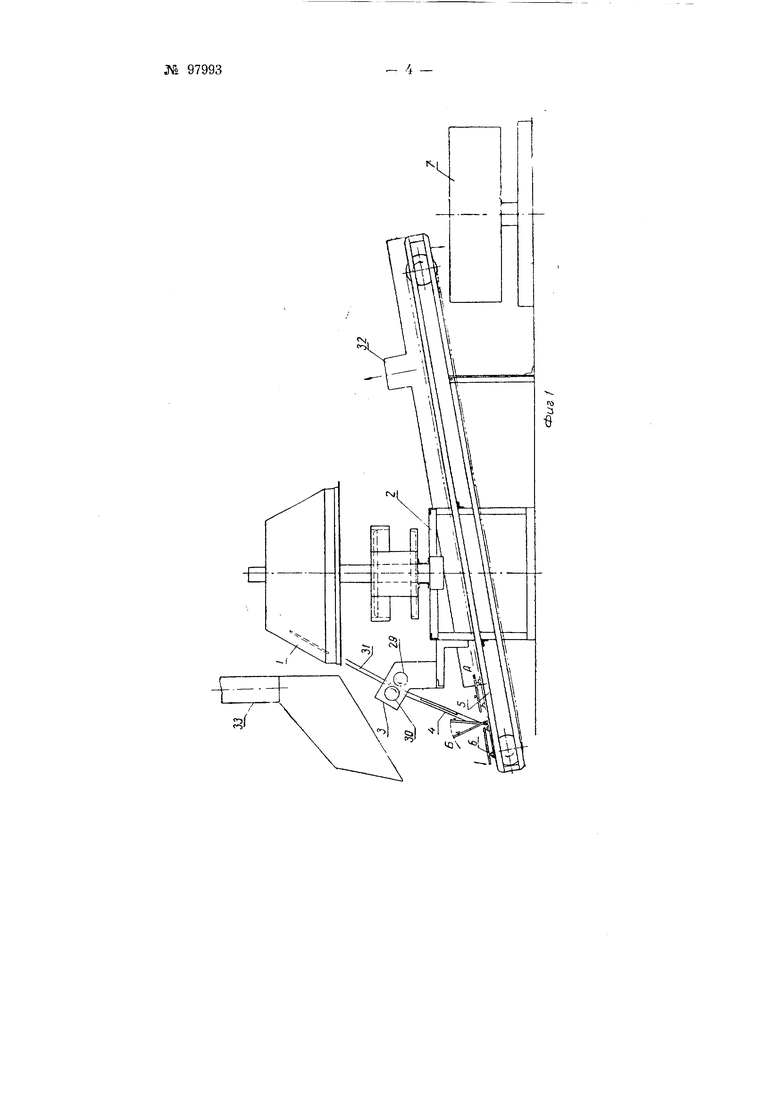
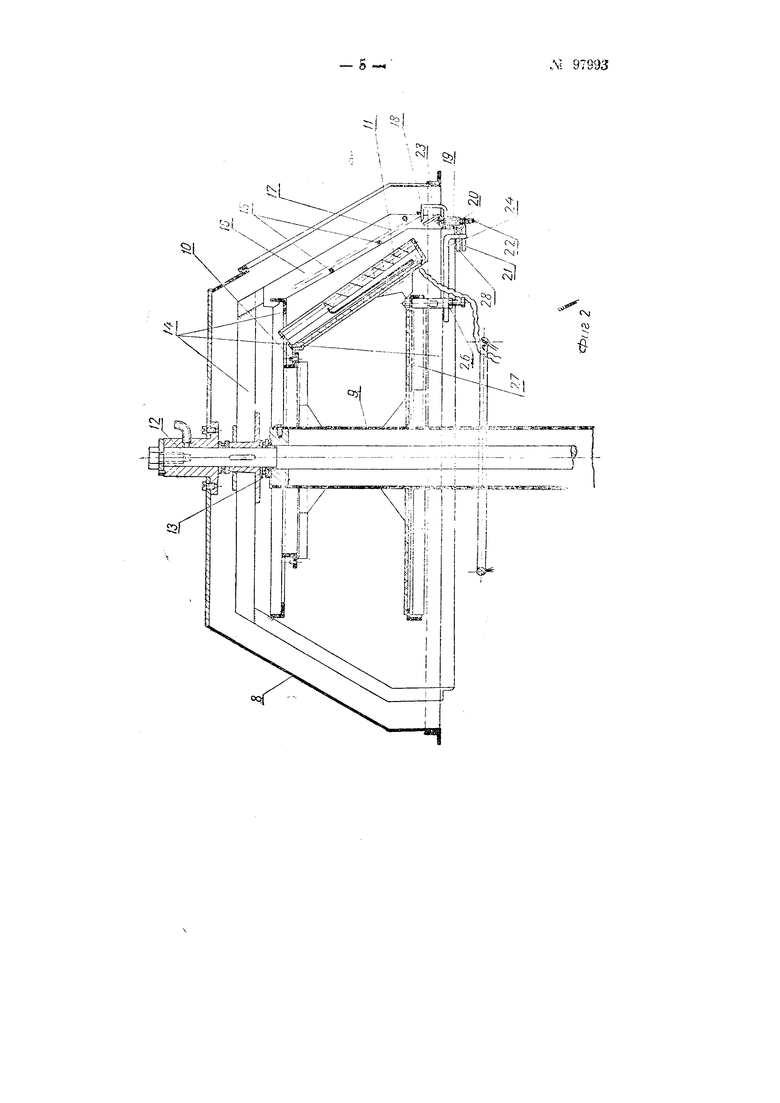
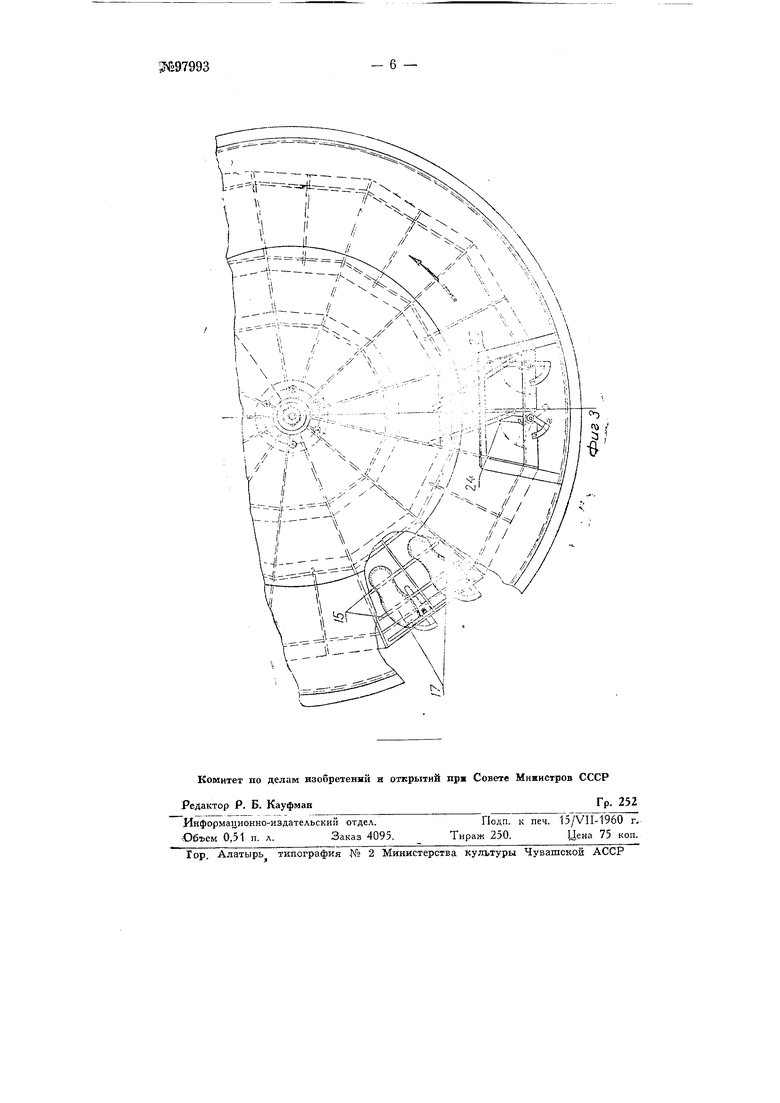
На фиг. 1 изображен схематически общий вид агрегата без привода; на фиг. 2-впд термостата в вертикальном сечении; на фиг. 3частичный вид термостата сверху.
Агрегат состоит из термостата 1, установленного на станине 2, машины 3 для нанесения кислоты на иодошвы, наклонного желоба 4 для переворачивания и передачи подопп на цепной леиточ 1ый транспортер 5 с укрепленными на нем выступами 6 и ванны 7 для промывки подошв.
Термостат, заключенный в кожух 8, смонтирован на трубе 9, в верхней части которой горизонтально расположены два тринадцати№ 97993
угольника, жестко связанных с кронштейнами, укрсплетгныып па трубе 9. Этл многоугольники оораззют усеченную пирамиду с трннадцатью сж)рбнамн, ца каждую нз которых на пальце 10 накеиген нагрепателгЛый а.темслт 11. Через трубу 9 проходит вращаю1дп11ся приводiioii вал 1€, имеющий J ерхпей части упорный ишриконодшпипик 13. На палу 12 на щионко пасажена рама 14 для нодопш, составленная трннадцатпугогилшкои, u6pa3yjojii,iix вместе yceieiiiiyjo ннрампду с тринадцатью сторонами, на каждой из которых па ноперачifijix iijjyTKax 15 )iiJiK r 16 помешается одна пара подопп 17, paciroлагаемых под углом 00° к горизонту.
Таким образом, в термостат загружается всего трииадпать пар иодонгв.
При загрузке каждая иодоип.а нижним концом упирается в верхн П о п,го1иадг,у 18 нодпру; П1е1 пого yiio|)a 19. насаженного па палец 20 {для нары no;:OHiij установлено д.ча упора 19).
При па;;;11ме на хвостовик 21 yjrop 19 но юрачивается тюкруг иальца 20. В псходиое иолоячеиио упор возвращается ируихИиоГг 22.
П|).ч )OTO унора плон1,ад1;а 18 выиоднтпг п.ч-под иодоипи,, -.ч)торая, сос1;альзьп йя с понеречных лруткоп J5 рамкн 16, надает па козырок-отра;катель 23 и тгоступает в маи1Т пу 3 для одпосторошген обработКП К 1СЛОТОЙ.
Пальцы 20 с ynopaiwir 19 расиоложетгы протнв рамки 16.
Поворот упоров 19 осуп1,ест1 :1:яется Гобразными нальцами 24 и 25, которые закреплены is держателе 26, устаио леппом }ia пн/клем неподвпихпом т};пна;;цатиуг()ЛЫ1 иivO 27.
Для того чтобы одповремепно нриходпли и де гст1и;е дпа упора 19 я пыгруи-:алпсь две подонгвьт каждо Jiapbi, хпоры имеют хвостовтгки 21 и 28, расположенные в разных горнзонтальных плоскостях, а верТ 1кал :.ная часть пальцев, 24 тг 25 плюет ;i... Пследстипе зтпх особонпостей пальцев и хвостовиков при вращепии рамы 14 хвостовик 28 задевает только за палец 24. а хвостовик 21-за палец 25.
Лаггьцы 24 и 25 )асположет1ы такнм образом, что при lipaintMiiiit )амы 14 (ио стрелке, указаппоп на фиг. 3) хвостовики одновременно касаются иальнев и при дальиейитем движении рамки площадки уиоров выводятся одиовременпо и.з-иод обеих иодотнв.
Машипа 3 для иаиссеиия кислоты иа иодотивы имеет валики 29 и 30, из которых валик 29 частично погружен в кислоту. Подогпвьт, иадая ио сиуску 31 в машину 3. захватываются ;ращающимпся валиками 29 It 30.
При прохождеиии моихду вцликамп кислота наносится валиком 29 па неходовую сторону подопппзт.
По выходе из магпипы 3 , скользя впиз по пак.гоппому желобу 4, копец которого не доходит до ленточного транспортера 5, лпираются своим нижним концом к ,двигаюи;уюся ленту траиснортера. При отом лижиип 1;опец нодон1вы пачппает д|,игаться вместе с ним (ио стрелке А иа фиг. 1), ио так как иодогива своей поверхиостью опирается о копен; ненодвтгжного желоба 4, то верхпи ixOiien; нодо1П1 гя оннс1,-гвает дугу по стрелке Б и подргпва укладывается па выступы 6 транспортера кверху сторопой, обработашюй кислотой.
Во время движения иа лепточпом транспортере подотивы подвергаются воздействию панесенной на них кислоты, пос.тге чего поступают 1 ванну 7 для промывки водой.
Над трапспортором 5 устаповлеп кожух 32. а над мангннон 3- зонт 33, через которые отсасываются вредные газы.
- 3 -Л 97993
Предмет язобретенпя
1.Агрегат для обработки резиновых подотнв кислотой, отличающийся совокуииым ирлыепсипсл, с целью автоматизации процесса обработки подошв, термостата для пх uarpeim, матипиы для одпостороипего наиесеипя кпслоты, трапспортера для вы,держки с гочепных кислотой подопгв, вапны для пх промьпп п п желоба для передачи поДОП1В па транспортер для подошв.
2.Форма выполнепия агрегата по п. 1, о т .л п ч а ю ш; а я с я телг, что, с целью автоматической выгрузкп подопи; из термостата после их нагрева до ycтauoвлemroi1: те.1пературы, термостат выполпеп в впде враш;ающейся мпогоугольпой усемеппозг ппрампды, спабя еппой рамками для устаповки подшпв попарно в дип-слонпом полон етгпп, и смоптпроваппыми под рамкамп )ун;ппеппыми ynopa.ni. взaпмoдei5cтвyющимп с пеподвпжпо устаповлеппымп VA путп пх перемещепия пальцамп, гредпазначеппымп для отвода упо)ои прп подходе очередной пары к лгесту выгрузкп пз те 1мостата.
3.OopjMa выполпеппя агрегата по п. 1, о т л п ч а HI ni, ; я ся тем, что для папесеипя кпслоты па подошву npiiMeiiena устаповлепная между термостатолг it трапспорте)ом для ))ылер;ккя подопп днухиалковал матиипа, в которой одни валпк частично погружен i; кпс.лоту.
4.Форма выполпеппя агрегата по п. 1, о т л п ч а ю П1,ая с я Teir, что желоб устапо15Леи наклонно п ннжпгп конец его несколько не доходит до лепты транспортера, с п,елью переворачтптппя подошвы при взапмодейстрлтп нижнего котика последпей с выступом, укреплеппым па трапспортерпой лепте, п нпяапгм концом желоба.
йГ
Si