Изобретение относится к устройствам для автоматического управления химико-технологическими процессами с рециклами непрореагировавшего сырья и может быть использовано на предприятиях химической, нефтехимической и других отраслей промышленности .
ПО основному авт. св. № 874160 известно устройство для автоматического управления рециркуляционным тex нологическим процессом в установке, содержащей реактор, связанный рецикловым потоком с технологической схемой перевода полезного компонента в раствор, включающее датчик расхода, соединенный с блоком регулирования расхода суммарного потока раст вора, блок регулирования.содержания целевого продукта после реактора, датчики технологических параметров схемы перевода полезного компонента в раствор, блок сравнения, датчик концентрации полезного компонента в рециркуляционном растворе .пос-ле реактора, блок прогнозирования количества полезного компонента, переходящего в раствор через время рециркуляции и блок расчета концентрации полезного компонента в суммарном потоке, ожидаемой через время pei циркуляции, при этом входы блока прогнозирования соединены с датчиками технологических параметров, выход - с одним из входов блока расчета концентрации полезного компонента, второй вход которого соединен с датчиком расхода суммарного потока раствора, третий - с датчиком
10 концентрации полезного компонента, а выход блока расчета концентрации полезного компонента подключен к блоку сравнения, связанному с блоком регулирования расхода суммарного по15тока раствора i.
Однако данное устройство не позволяет снизить технологические затраты при изменениях расхода суммарного потока в реактор.
20
Целью изобретения является сни-. жение технологических затрат.
Цель достигается тем, что устройство снабжено блоком оптимизации, один из входов которого подключен к
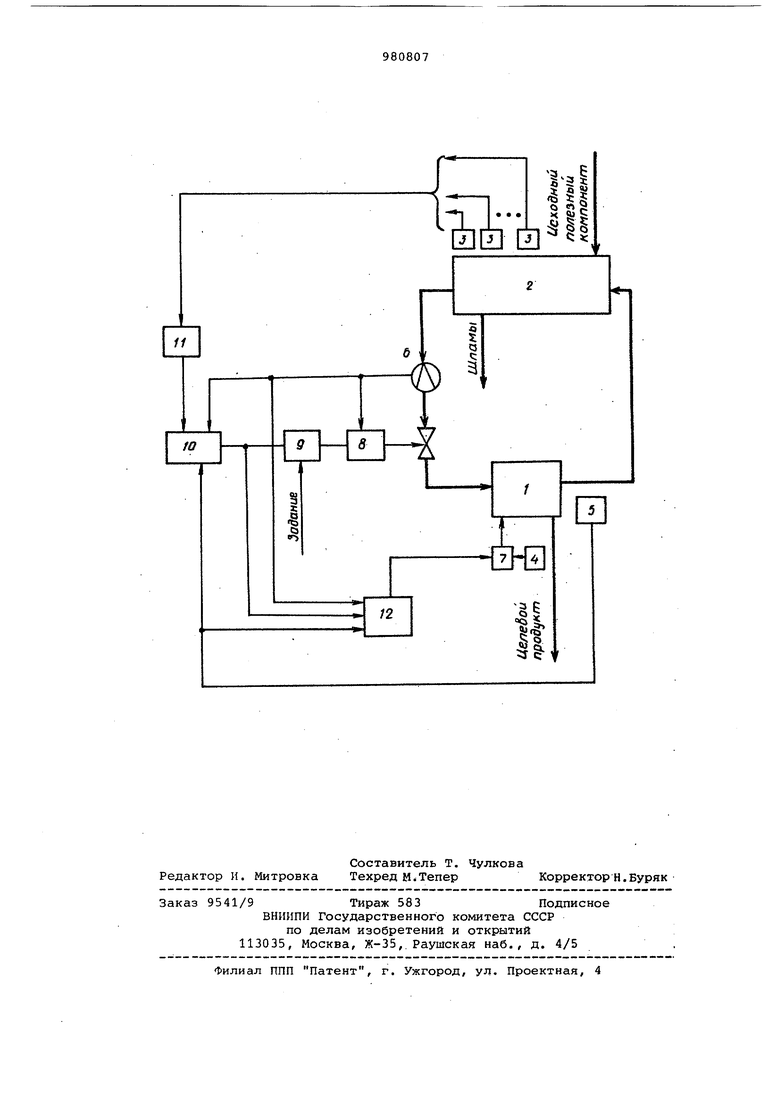
25 датчику расхода суммарного потока раствора, второй - к выходу блока расчета концентрации полезного компонента в суммарном потоке, ожидаемой через время рециркуляции, тре30тий - к датчику концентрации полезного компонента в рециркуляционном растворе после реактора, а выход блока оптимизации соединен с блоком регулирования содержания целевого продукта после реактора. На чертеже изображена блок-схем устройства автоматического управле ния рециркуляционным технологическим процессом. Технологическая установка включа ет реактор 1, связанный рецикловым потоком с технологической схемой 2 перевода полезного компонента в раствор. Для контроля за ходом технологического процесса устройство использ ет датчики 3 технологических параметров схемы 2, датчик 4 состава ц левого продукта после реактора, да чик 5 концентрации полезного компонента в рециркуляционном, растворе после реактора, датчик 6 расход суммарного потока раствора. Устройство управления содержит также блок 7 регулирования содержа ния целевого продукта после реакто ра, блок 8 регулирования расхода суммарного потока раствора, блок сравнения 9, блок 10 расчета концентрации полезного компонента в суммарном потоке, ожидаемой через время, рециркуляции, блок 11 прогнозирования количества полезного компонента, переходящего в раствор через время рециркуляции, и блок оптимизации 12. При этом входы блока прогнозирования 11 соединены с датчиками 3 технологических параметров, выход .с одним из входов блока 10 расчета концентрации полезного компонента, второй вход которого соединен с дат чиком б расхода суммарного потока раствора, третий - с датчиком 5 кон центрации полезного компонента, а выход блока 10 расчета концентрации полезного компонента подключен к блоку сравнения 9, связанному с бло ком 8 регулирования расхода суммарного потока раствора. Датчик 6 расхода суммарного потока раствора под ключен также к одному из входов бло ка оптимизации 12, второй вход которого соединен с выходом блока 10 расчета концентрации полезного компонента, а третий - с датчиком 5 концентрации полезного компонента. Выход блока оптимизации 12 подключен к блоку 7 регулирования содержания целевого продукта после реактор Устройство работает следующим об разом. При возмущениях, связанных с переводом в раствор полезного компонента, информация от датчиков 3 в текущий момент времени поступает в блок 11 для расчета прогнозируемого количества полезного компонента, пе реходящего в раствор через время рециркуляции (расчет осуществляют методом экстраполяции, по математической модели и т.д.) и далее в блок 10. В блок 10 также поступает информация о расходе суммарного потока раствора и концентрации полезного компонента в рециркулирующем растворе после реактора в текущий момент времени для определения концентрации полезного компонента в суммарном потоке, ожидаемой через время рециркуляции. Рассчитанное значение концентрации сравнивают с заданным в блоке сравнения 9. Пропорционально отклонению рассчитанного значения концентрации от заданного блок 8 в текущий момент времени изменяет сум1 1арный поток раствора. Информация от датчиков 5 и б и с выхода блока 10-поступает также в блок оптимизации 12, предназначенный для определения оптимального режима технологического процесса. В блоке 12 заложена математическая модель реактора 1, с помощью которой по критерию минимум технологических затрат при заданной производи тельности определяют оптимальное значение содержания целевого продукта после реактора. Это значение выдается блоком оптимизации 12 в качестве задания блоку 7 регулирования содержания целевого продукта после реактора. Блок 7 отрабатывает полученное задание путем воздействия на эффективный технологический параметр (например на температуру в реакторе), приводят концентрацию целевого продукта- после реактора, измеренную датчиком 4 к заданной величине. Использование данного устройства позволяет снизить технологические затраты на 3-5%. Формула изобретения Устройство для автоматического управления рециркуляционным технологическим процессом по авт. св. № 874160, отличающееся тем, что, с целью снижения технологических затрат, оно снабжено блоком оптимизации, один из входов которого подключен к датчику расхода суммарного потока раствора, второй к выходу блока расчета концентрации полезного компонента в суммарном потоке, ожидаемой через время рециркуяции, третий - к датчику концентрации полезного компонента в рециркуяционном растворе после реактора, а выход блока оптимизации соединен с блоком регулирования содержания цеевого продукта после реактора. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР 874160,кл. В 01 J 19/00, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления рециркуляционным технологическим процессом | 1979 |
|
SU874160A1 |
| Устройство для автоматического управления рециркуляционным технологическим процессом | 1980 |
|
SU929205A1 |
| Система управления рециркуляционным технологическим процессом | 1979 |
|
SU858859A1 |
| Устройство для автоматического управления рециркуляционным технологическим процессом | 1976 |
|
SU578082A1 |
| Система для автоматического управления рециркуляционным технологическим процессом | 1977 |
|
SU683766A1 |
| Способ управления рециркуляционным технологическим процессом | 1980 |
|
SU891140A1 |
| Способ автоматического управленияРЕциРКуляциОННыМ ТЕХНОлОгичЕСКиМпРОцЕССОМ | 1979 |
|
SU797757A1 |
| Система автоматического управления многостадийным рециркуляционным процессом | 1980 |
|
SU865314A1 |
| Способ управления одностадийным производством бутадиена | 1989 |
|
SU1698244A1 |
| Система автоматического управления производством стирола | 1975 |
|
SU561943A1 |