(54) СИСТЕМА УПРАВЛЕНИЯ РЕЦИРКУЛЯЦИОННЫМ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ
1
Изобретение относится к системам автоматического управления химико-технологическими процессами с рециклами материальных потоков и может быть использовано на предприятиях химической, нефтехимической и других отраслей промышленности с непрерывным характером производства.
Известно устройство для автоматического управления рециркуляционным технологическим процессом, включающее блок регулирования расхода суммарного потока сырья, датчики расхода и состава продуктов, блоки регулирования содержания одного из компонентов в выходных потоках отдельных технологических аппаратов, блоки сравнения, логический блок «ИЛИ и блок оптимизации 1.
Недостатком устройства является то, что при реализации критерия «Минимум технологических затрат, оно не учитывает фактическую производительность и, следовательно, не может обеспечить заданную производительность. Использование принципа регулирования концентраций только одного компонента в выходных потоках технологических аппаратов приводит в ряде случаев к значительным потерям основного продукта.
Наиболее близким по технической сущности к предлагаемому изобретению является система для автоматического управления
5 рециркуляционным процессом в установке, включающей реакционный блок и блоки выделения побочного продукта и вторичного сырья, содержащая регулятор расхода суммарного потока сырья, датчики расfQ хода и состава продуктов, блок оптимизации, блок формирования технологического режима в реакционном блоке, блок динамической корректировки технологического режима выделения вторичного сырья, блок минимизации потерь основного продукта
15 при выделении побочного продукта и блок прогнозирования 2.
Недостатком известноисистемы является то, что она не предусматривает коррекцию технологического режима в зависимости от фактической производительности, а также
от изменения ряда внещних условий (корректировки плана, недостаток и изменение качества сырья и пр.). Это приводит к повышенным потерям основного продукта и энергосредеть, а также к срывам плановых заданий.
Цель изобретения - повышение экономии сырья и энергоресурсов при обеспечении плановой производительности.
Поставленная цель достигается тем, что система снабжена блоками выбора критерия оптимизации, формирования ограничений минимизации содержания побочного продукта на выходе из реакционного блока, минимизации энергозатрат в блоке выделения вторичного сырья, интегратором и блоком корректировки модели, при этом входы блока корректировки модели связаны с датчиками расхода и состава продуктов, его выход соединен с одним из входов блока оптимизации, другой вход которого соединен через интегратор и блок выбора критерия с датчиками расхода и состава на целевом выходном потоке, а блок формирования ограничений связан выходами с блоками оптимизации, минимизации содержания побочного продукта и минимизации энергозатрат.
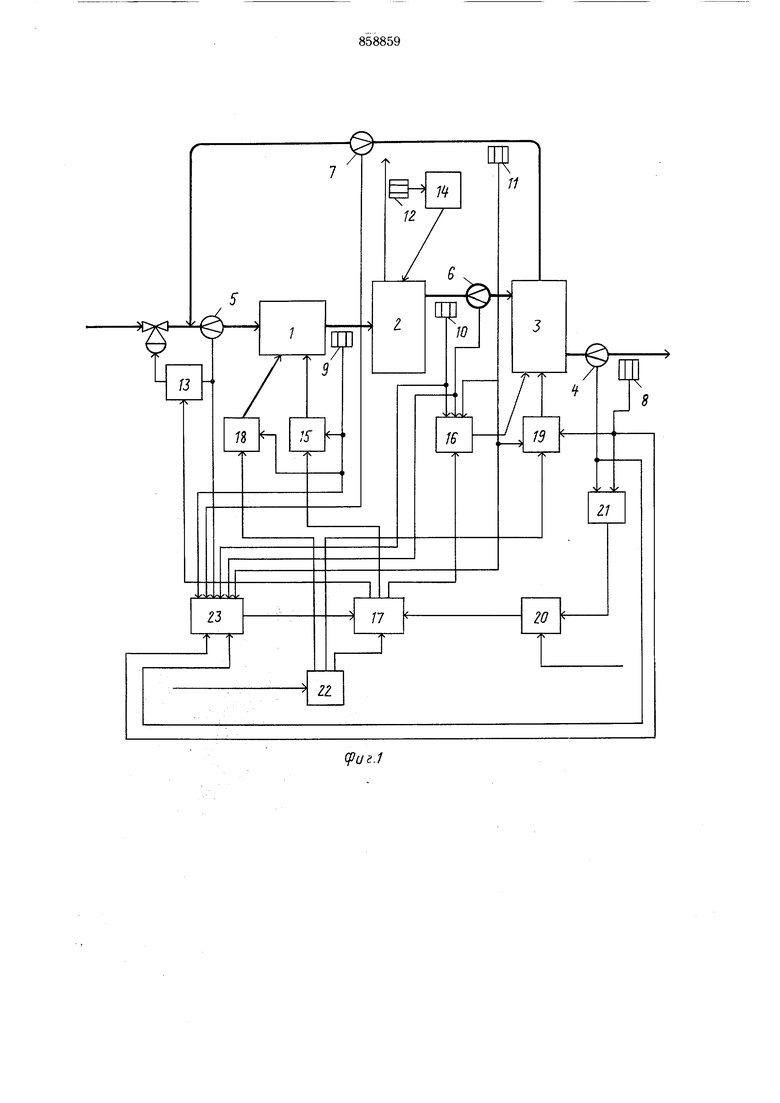
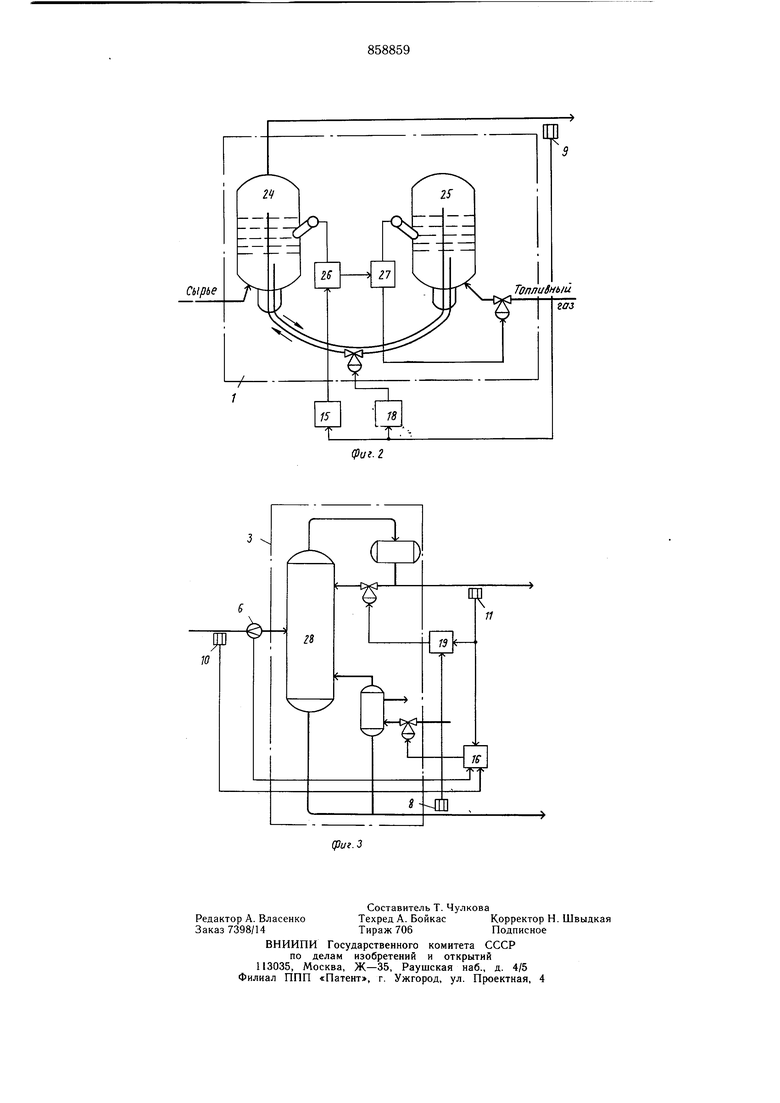
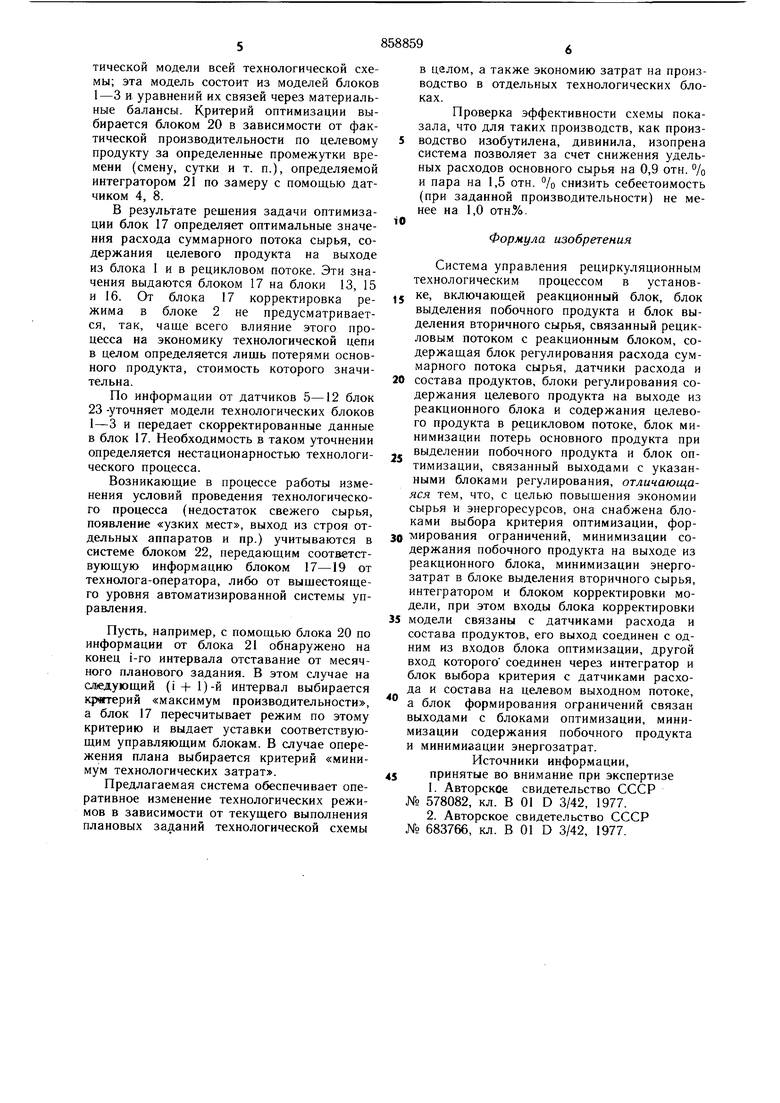
На фиг. 1 представлена схема системы управления установкой в целом; на фиг. 2- схема системы управления реакционным блоком; на фиг. 3 - схема системы управления блоком выделения вторичного сырья.
Технологическая установка включает в себя реакционный блок 1 и связанные с ним
последовательно блок 2 выделения побочного продукта и блок 3 выделения вторичного сырья (фиг. 1). Последний связан с блоком 1 рецикловым потоком вторичного сырья.
Для контроля за ходом технологического процесса в системе используются датчики 4-7 расхода и датчики 8-12 состава. Система содержит управляющие блоки: блок 13 регулирования расхода суммарного потока сырья, связанный с датчиком 5, блок 14 минимизации потерь основного продукта при выделении побочного продукта, связанный с датчиком 12, блок 15 регулирования содержания целевого продукта на выходе из реакционного блока 1, связанный с датчиком 9, блок 16 регулирования содержания целевого продукта в рецй«1ловом потоке, связанный с датчиками 6, 10 и 11.
Блоки 13, 15 и 16 связаны входами с блоком 17 оптимизации.
Для локальной оптимизации предназначены блок 18 минимизации содержания побочного продукта на выходе реакционного блока 1 и блок 19 минимизации энергозатрат в блоке 3 выделения вторичного сырья.
Кроме этого, система включает блок 20 выбора критерия оптимизации, связанный выходом с блоком 17 и входом - с интегратором 21, блок 22 формирования ограничений, связанный выходами с блоками 17- 19, а также блок 23 корректировки модели.
связанный выходом с блоком 17 и входами - с датчиками 4-11.
В реакционном блоке 1 происходит дегидрирование углеводородов, который осуществляется в реакторе 24 с кипящим слоем катализатора, восстанавливаемого в регенераторе 25 при непрерывной циркуляции. Схема содержит регулятор 26 температуры в реакторе 24, связанный входом с блоком 15, а выходом - с регулятором
0 (блоком) 27 температуры в регенераторе. Система управления блоком 3, содержащим ректификационную колонну 28, работает следующим образом.
С помощью блока 13 осуществляется стабилизация расхода суммарного потока сырья на реакционный блок 1 подачей свежего сырья. Блок 15 осуществляет регулирование содержания целевого продукта по замеру с помощью датчика 9 на выходе из реакционного блока путем воздействия на
наиболее эффективный управляющий параметр реакционного процесса (например, температуру в реакторе). Блок 18 предназначен для минимизации содержания побочного продукта (при заданном содержании целевого) путем воздействия на другие управляющие параметры реакционного процесса (например, циркуляцию катализатора).
Для процесса дегидрирования углеводородов блок 15 воздействует на задание ре.. гулятору 26, который, в свою очередь, корректирует температуру в регенераторе 25, регулирумую с помощью блока 27 воздействием на расход топливного газа в регенератор. Блок 18 воздействует на переток катализатора из регенератора 25 в реактор
5 24, изменяя тем самым скорость циркуляции и время пребывания катализатора в реакторе и регенераторе.
Блок 14 на основе замера с помощью датчика 12 концентрации основного продукта в побочном выходном потоке блока 2
(побочном продукте) воздействует на ход процесса выделения побочного продукта в направлении, вызывающем уменьщение этой концентрации.
Блок 16 по замеру с помощью датчика
5 И (замер «отклонения) и датчиков 6, 10 (замер «возмущения) осуществляет регулирование содержания целевого продукта в рецикловом потоке путем воздействия на наиболее эффективный управляющий параметр процесса выделения вторичного сырья
0 в блоке 3. Блок 19 предназначен для минимизации энергозатрат в блоке 3 (при заданном содержании целевого продукта в рецикле и ограничении на состав целевого выходного потока) путем воздействия на другие управляющие параметры.
Блок 17, представляющий собой цифровое вычислительное устройство, определяет оптимальные режимы процесса. Задача оптимизации решается с помощью математической модели всей технологической схемы; эта модель состоит из моделей блоков 1-3 и уравнений их связей через материальные балансы. Критерий оптимизации выбирается блоком 20 в зависимости от фактической производительности по целевому продукту за определенные промежутки времени (смену, сутки и т. п.), определяемой интегратором 21 по замеру с помощью датчиком 4, 8.
В результате решения задачи оптимизации блок 17 определяет оптимальные значения расхода суммарного потока сырья, содержания целевого продукта на выходе из блока 1 и в рецикловом потоке. Эти значения выдаются блоком 17 на блоки 13, 15 и 16. От блока 17 корректировка режима в блоке 2 не предусматривается, так, чаще всего влияние этого процесса на экономику технологической цепи в целом определяется лишь потерями основного продукта, стоимость которого значительна.
По информации от датчиков 5-12 блок 23 -уточняет модели технологических блоков 1-3 и передает скорректированные данные в блок 17. Необходимость в таком уточнении определяется нестационарностью технологического процесса.
Возникающие в процессе работы изменения условий проведения технологического процесса (недостаток свежего сырья, появление «узких мест, выход из строя отдельных аппаратов и пр.) учитываются в системе блоком 22, передающим соответствующую информацию блоком 17-19 от технолога-оператора, либо от вышестоящего уровня автоматизированной системы управления.
Пусть, например, с помощью блока 20 по информации от блока 21 обнаружено на конец i-ro интервала отставание от месячного планового задания. В этом случае на следующий (i + 1)-й интервал выбирается критерий «максимум производительности, а блок 17 пересчитывает режим по этому критерию и выдает уставки соответствующим управляющим блокам. В случае опережения плана выбирается критерий «минимум технологических затрат.
Предлагаемая система обеспечивает оперативное изменение технологических режимов в зависимости от текущего выполнения плановых заданий технологической схемы
в целом, а также экономию затрат на производство в отдельных технологических блоках.
Проверка эффективности схемы показала, что для таких производств, как производство изобутилена, дивинила, изопрена система позволяет за счет снижения удельных расходов основного сырья на 0,9 отн. % и пара на 1,5 отн. % снизить себестоимость (при заданной производительности) не менее на 1,0 отн.%.
Формула изобретения
Система управления рециркуляционным технологическим процессом в установ5 ке, включающей реакционный блок, блок выделения побочного продукта и блок выделения вторичного сырья, связанный рецикловым потоком с реакционным блоком, содержащая блок регулирования расхода суммарного потока сырья, датчики расхода и 0 состава продуктов, блоки регулирования содержания целевого продукта на выходе из реакционного блока и содержания целевого продукта в рецикловом потоке, блок минимизации потерь основного продукта при выделении побочного продукта и блок оптимизации, связанный выходами с указанными блоками регулирования, отличающаяся те.м, что, с целью повышения экономии сырья и энергоресурсов, она снабжена блоками выбора критерия оптимизации, формирования ограничений, минимизации содержания побочного продукта на выходе из реакционного блока, минимизации энергозатрат в блоке выделения вторичного сырья, интегратором и блоком корректировки модели, при этом входы блока корректировки 5 модели связаны с датчиками расхода и состава продуктов, его выход соединен с одним из входов блока оптимизации, другой вход которого соединен через интегратор и блок выбора критерия с датчиками расхода и состава на целевом выходном потоке, а блок формирования ограничений связан выходами с блоками оптимизации, минимизации содержания побочного продукта и минимизации энергозатрат.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 578082, кл. В 01 D 3/42, 1977.
2.Авторское свидетельство СССР № 683766, кл. В 01 D 3/42, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Система для автоматического управления рециркуляционным технологическим процессом | 1977 |
|
SU683766A1 |
| Устройство для автоматического управления рециркуляционным технологическим процессом | 1976 |
|
SU578082A1 |
| Способ управления рециркуляционным технологическим процессом | 1980 |
|
SU891140A1 |
| Система автоматического управления производством стирола | 1975 |
|
SU561943A1 |
| Способ автоматического управленияРЕциРКуляциОННыМ ТЕХНОлОгичЕСКиМпРОцЕССОМ | 1979 |
|
SU797757A1 |
| Способ управления производством непредельных углеводородов | 1980 |
|
SU968024A1 |
| Система автоматического управления многостадийным рециркуляционным процессом | 1980 |
|
SU865314A1 |
| Способ управления одностадийным производством бутадиена | 1989 |
|
SU1698244A1 |
| Система для автоматического управления рециркуляционным процессом | 1977 |
|
SU633544A1 |
| Способ управления процессом дегидрирования углеводородов в кипящем слое катализатора | 1987 |
|
SU1495333A1 |