(54) УСТАНОВКА ДЛЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ
ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой очистки труб | 1979 |
|
SU878380A1 |
| Установка для ультразвуковой очистки труб | 1975 |
|
SU565726A1 |
| Устройство для установки свечей бурильных труб в стационарных буровых вышках | 1985 |
|
SU1404634A1 |
| УСТРОЙСТВО для ВЫГРУЗКИ КАТАЛИЗАТОРА ИЗ КОНТАКТНЫХ АППАРАТОВт\:.^^л':1Г'::.":f»ii)/.^.: 1 .::.'\ | 1967 |
|
SU192180A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ЗВЕНЬЕВ ГУСЕНИЦ | 1971 |
|
SU306938A1 |
| Установка для наборки и сушки стопоров | 1974 |
|
SU483194A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Станок для изготовления электрических катушек | 1971 |
|
SU499598A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ СОРТОВОГО | 1970 |
|
SU258818A1 |
| Буровая каретка | 1974 |
|
SU744131A1 |
1
Изобретение относится к ультразвуковой очистке и может быть использовано на предприятиях различных отраслей народного хозяйства для очистки поверхностей труб от загрязнений, -а также от коррозии или окалины.
Известна установка для ультразвуковой очистки труб, включающая ванну с установленными в ее донной части ультразвуковыми излучателями и размещенный над ванной механизм возвратно-поступательного перекатывания труб, состоящий из пневмоцилиндра со щтоком, каретки и соединенных между собой двузубой вилки и водила, жестко закрепленного на каретке и расположенного вертикально 1.
Недостатком данной установки является то, что загрузку труб в ванну очистки необходимо производить по одной щтуке или пакетом, состоящим из труб, расположенных в один горизонтальный ряд по своей щирине несколько меньшей расстояния между зубьями вилки.
Цель изобретения - снижение трубоемкости загрузки труб в ванну.
Поставленная цель достигается тем, что в установке для ультразвуковой очистки
труб, включающей ванну с установленными в ее донной части ультразвуковыми излучателями и размещенный над ванной механизм возвратно-поступательного перекатывания труб, состоящий из пневмоцилиндра со штоком, каретки и соединенных между собой, двузубой вилки и водила, жестко закрепленного на каретке и расположенного вертикально, механизм перекатывания труб дополнительно снабжен коромыслом, щарнирно соединенным с двузубой вилкой
10 и штоком пневмоцилиндра, при этом коромысло и двузубая вилка шарнирно закреплены на водиле, соответственно на его верхнем и нижнем концах.
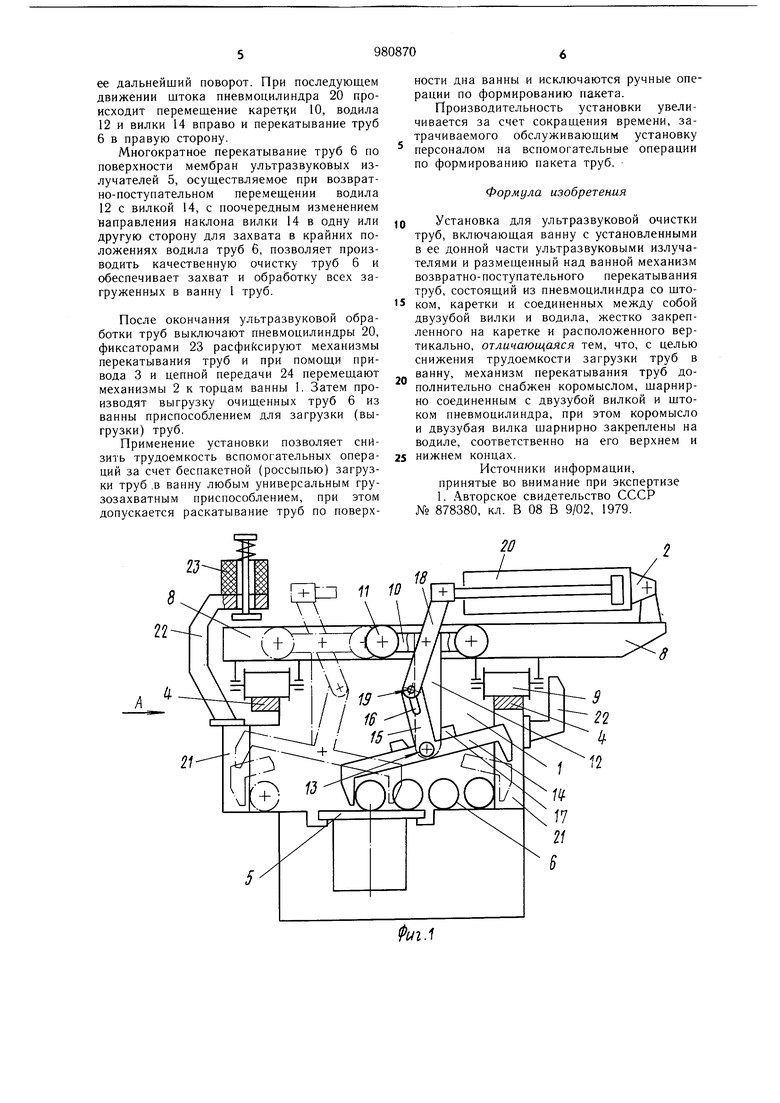
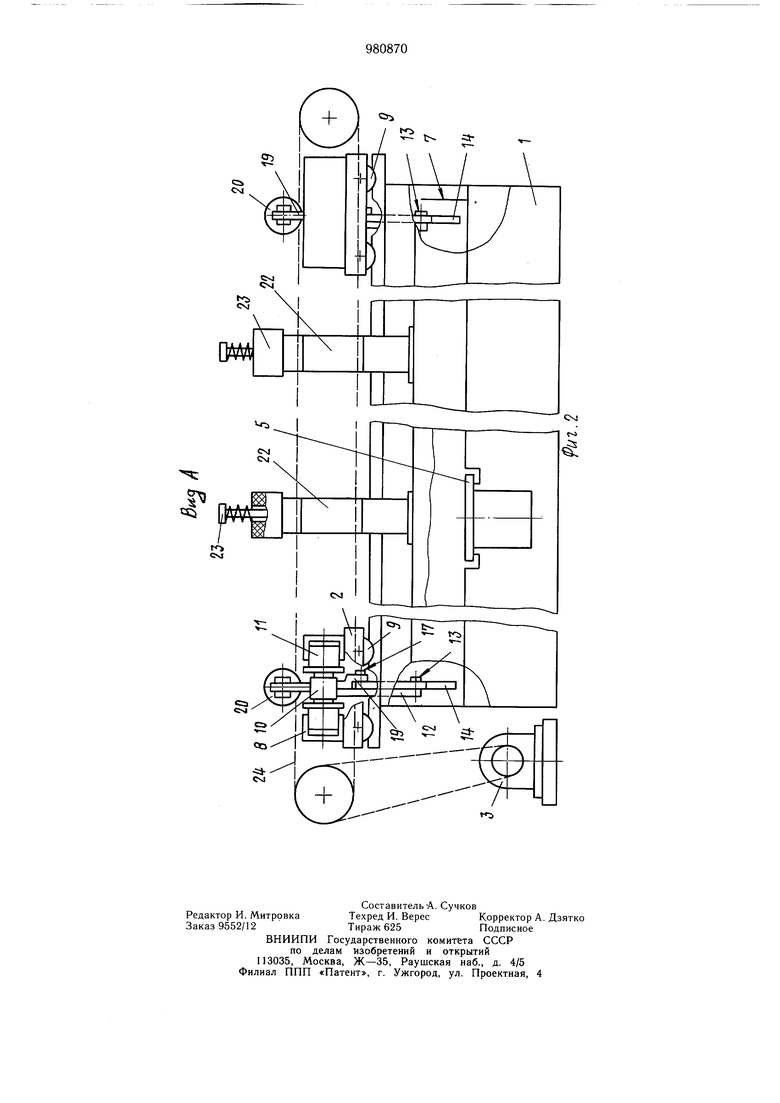
На фиг. 1 изображена установка, поперечный разрез, на фиг. 2 - вид А на фиг. 1. Установка для ультразвуковой очистки состоит из звукоизолированной прямоугольной ванны 1, двух механизмов 2 возвратнопоступательного перекатывания труб 6 и привода 3 перемещения указанного меха ° низма. На длинной стороне ванны в верхней части ее бортов закрерлены продольные направляющие 4, а в дно встроены ультразвуковые излучатели 5, рабочая поверхность которых несколько выступает
над поверхностью дна ванны. Ванна заполнена водой, необходимой для проведения процесса ультразвуковой очистки. Уровень воды в ванне регулируется сливным порогом 7, расположенным у одного из торцов ванны. Механизмы 2 возвратно-поступательного перекатывания труб установлены на продольных направляющих 4. В состав каждого из них входят горизонтально расположенные поперечные (относительно ванны) направляющие 8, выполненные в виде блока соединенных между собой по концам деталей П-образного профиля, обращенных полками друг к другу. По концам поперечных направляющих 8 закреплены обоймы с роликами 9, которыми механизмы 2 опираются на продольные направляющие 4 и которые обеспечивают им возможность перемещения вдоль ванны. Между поперечными направляющими 8 расположена каретка 10, которая своими роликами 11 расположена вутри поперечных направляющих 8. К каретке 10 жестко прикреплено водило 12, выполненное в виде стержня и расположенное вертикально. На нижнем конце водила 12 посредством оси 13 закреплена двузубая вилка. 14, выполненная с рукоятью 15 и пазом 16. Для ограничения угла поворота вилки 14 на ней закреплены упоры 17. Рукоять 15 вилки щарнирно соединена с коромыслом 18 при помощи паза 16 и пальца 19. Коромысло шарнирно закреплено на верхнем конце водила 12. На одном конце коромысла закреплен палец 19, который входит в паз 16 рукоятки 15 вилки 14, а другой его конец щарнирно соединен со щтоком пневмоцилиндра 20, корпус которого щарнирно крепится к поперечным направляющим 8. В зонах работы механизмов перекатывания труб в больших стенках ванны выполнены карманы 21, обеспечивающие возможность для поочередного захода в них одного из зубьев вилки 14, в ее крайнем положении. На бортах ванны 1 установлены упоры 22, не допускающие смещения механизмов 2 в поперечном направлен1:и. Для производства переналадки при обработке партий труб с больщей или меньшей их длиной упоры 22 могут переставляться вдоль борта ванны I. Левые упоры 22 снабжены фиксаторами 23 для удержания поперечных направляющих 8 от поперечного и продольного смещения. Фиксатор 23 представляет собой электромагнит, у которого на подвижном подпружиненном сердечнике закреплен прижим. Для перемещения механизмов 2 от торцов ванны к ее средней части и обратно установка снабжена приводом 3 с цепной передачей 24. Один из механизмов 2 подсоединен к верхней ветви цепной передачи 24, а другой - к нижней.
Установка работает следующим образом.
В исходном положении механизмы перекатывания 2 труб расположены у торцов ванны 1, один слева, другой справа (фиг. 2).
Ванна заполняется водой до установленного уровня, который поддерживается сливным порогом 7. Приспособлением для загрузки (выгрузки) труб загружают определенное их количество в ванну 1. После этого включают привод 3 и механизмы 2 посредством цепной передачи 24 перемещаются в среднюю часть ванны 1, являющуюся их рабочей зоной. При помощи фиксаторов 23 закрепляются от смещения горизонтальные направляющие 8.
В исходном положении каретка 10 находится справа (фиг. 1). При этом щток пнев.моцилиндра 20 втянут, и присоединенный к нему щарнирно верхний конец коромысла 18, закрепленного щарнирно на
5 водиле 12, повернут от водила вправо, а нижний конец- влево-, вследствие чего рукоять 15 повернута влево, а вилка 14 наклонена. При этом ее правый зуб приподнят на высоту, достаточную для прохода над трубами 6, и заходит в карман 21.
При перемещении щтока пневмоцилиндра 20 влево вначале каретка 10 не двигается, а закрепленное щарнирно на водиле 12 коромысло 18 поворачивается, его верхний конец занимает левое положение относительно водила 12, а нижний - правое. Палец 19, коромысла 18, расположенный в пазе 16 рукояти 15, воздействует на рукоять 15 вилки 14, поворачивая их вокруг оси 13. Рукоять 15 занимает правое положение относительно водила 12, а вилка 14
0 изменяет направление своего наклона. Ее левый зуб приподнимается, а правый опускается, соверщая дугообразное движение в кармане 21, занимая нижнее положение, подготовленный к захвату и перекатыванию труб 6 в левую сторону. При этом вилка
5 14 одним из своих упоров 17 упирается в нижнюю часть водила 12, что ограничивает ее дальнейший поворот, а также поворот коромысла 18. Благодаря этому, при дальнейшем движении щтока пневмоцилиндра
jj 20 происходит перемещение каретки 10, водила 12 и вилки 14 влево. Опущенный в нижнее положение правый зуб, упираясь в трубы 6, перекатывает их влево, при этом все трубы 6 проходят через среднюю, наиболее активную, зону ультразвуковых из5 лучателей 5.
В крайнем левом положении каретки 10 автоматически происходит изменение направления движения щтока пневмоцилиндра 20. Вначале каретка 10 не двигается и
через коромысло 18 происходит изменение наклона вилки 14. Ее правый зуб приподнимается на высоту достаточную для прохода над трубами, а левый зуб опускается, соверщая дугообразные движения в кармане 21, занимая нижнее положение и подготавливаясь к захвату и перекатыванию труб 6 в правую сторону. При этом вилка 14 одним из своих упоров 17 упирается в нижнюю часть водила 12, что ограничивает
ее дальнейший поворот. При последующем движении штока пневмоцилиндра 20 происходит перемещение каретки 10, водила 12 и вилки 14 вправо и перекатывание труб 6 в правую сторону.
Многократное перекатывание труб 6 по поверхности мембран ультразвуковых излучателей 5, осуществляемое при возвратно-поступательном перемещении водила 12 с вилкой 14, с поочередным изменением направления наклона вилки 14 в одну или другую сторону для захвата в крайних положениях водила труб б, позволяет производить качественную очистку труб 6 и обеспечивает захват и обработку всех загруженных в ванну 1 труб.
После окончания ультразвуковой обработки труб выключают пневмоцилиндры 20, фиксаторами 23 расфиксируют механизмы перекатывания труб и при помощи привода 3 и цепной передачи 24 перемещают механизмы 2 к торцам ванны 1. Затем производят выгрузку очищенных труб 6 из ванны приспособлением для загрузки (выгрузки) труб.
Применение установки позволяет снизить трудоемкость вспомогательных операций за счет беспакетной (россыпью) загрузки труб .в ванну любым универсальным грузозахватным приспособлением, при этом допускается раскатывание труб по поверхности дна ванны и исключаются ручные операции по формированию пакета.
Производительность установки увеличивается за счет сокращения времени, затрачиваемого обслуживающим установку персоналом на вспомогательные операции по формированию пакета труб.
Формула изобретения
Установка для ультразвуковой очистки труб, включающая ванну с установленными в ее донной части ультразвуковыми излучателями и размещенный над ванной механизм возвратно-поступательного перекатывания труб, состоящий из пневмоцилиндра со штоком, каретки и соединенных между собой двузубой вилки и водила, жестко закрепленного на каретке и расположенного вертикально, отличающаяся тем, что, с целью снижения трудоемкости загрузки труб в ванну, механизм перекатывания труб дополнительно снабжен коромыслом, щарнирно соединенным с двузубой вилкой и штоком пневмоцилиндра, при этом коромысло и двузубая вилка шарнирно закреплены на водиле, соответственно на его верхнем и
нижнем концах.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 878380, кл. В 08 В 9/02, 1979.
