(54) СЛИТОК ДЛЯ ДЕФОРМИРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛИТОК ДЛЯ ДЕФОРМИРОВАНИЯ | 2014 |
|
RU2558701C1 |
| Слиток для деформирования | 1980 |
|
SU1011286A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| Слиток для прокатки толстых листов | 1980 |
|
SU929253A1 |
| Слиток для прокатки | 1980 |
|
SU942818A1 |
| Способ ковки литых заготовок | 1981 |
|
SU963661A1 |
| Инструмент для ковки валов | 1980 |
|
SU979008A1 |
| Слиток для деформирования | 1981 |
|
SU1014600A1 |
| Слиток для прокатки толстых листов | 1981 |
|
SU984513A1 |
| Способ ковки тугоплавких металлов и сплавов | 1981 |
|
SU1016007A1 |
1
Изобретение относится к прокатному и кузнечному производству и может быть использовано в прокатных и кузнечно-прессовых цехах металлургических и машиностроительных заводов, преимущественно на станах поперечно-винтовой прокатки и на прессах для свободной ковки.
Известен круглый слиток для деформирования 1.
Однако такая конфигурация исходного слитка является неблагоприятной для интенсификации деформирования литой структуры, особенно в его осевой зоне, где наблюдаются наибольшая ликвация и дефекты усадочного происхождения.
Наиболее близким к предлагаемому является слиток для деформирования, поверхность которого выполнена рельефной 2.
Однако такой слиток не обеспечивает при прокатке или ковке благоприятной схемы напряженно-деформированного состояния с минимумом растягивающих напряжений, что нередко приводит к возникновению внутренних дефектов и не интенсифицирует деформирование литой структуры.
Целью изобретения является улучшение качества изделий за счет интенсификации деформирования литой структуры металла.
Поставленная цель достигается тем, что в слитке для деформирования, поверхность которого выполнена рельефной, рельеф слитка в поперечном сечении образован укороченной эпициклоидой со смещенным на четверть периода максимумом.
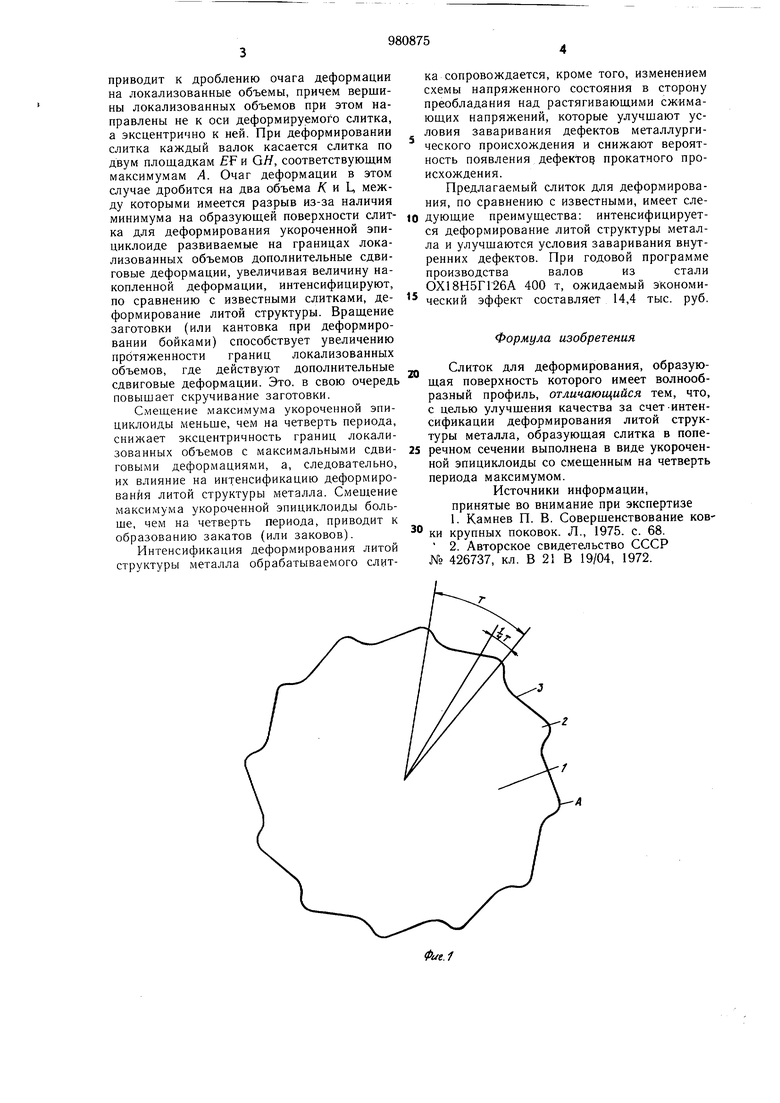
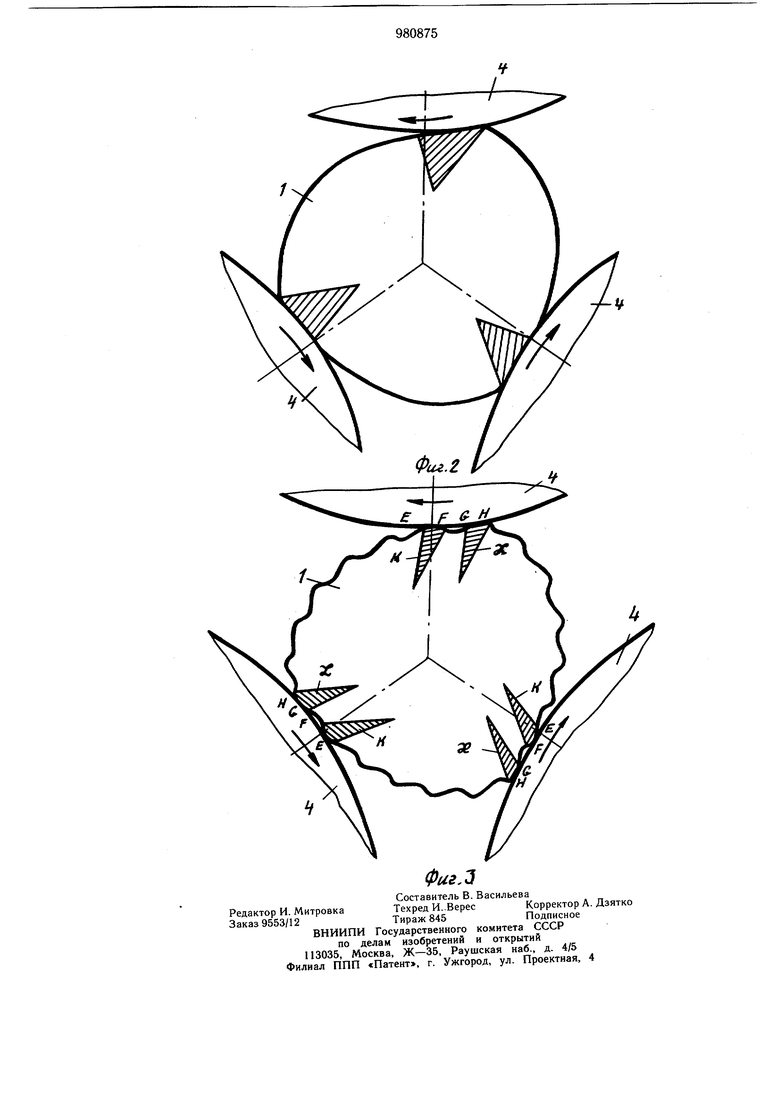
На фиг. 1 изображен слиток для дефор10мирования, поперечное сечение; на фиг. 2 - процесс протекания деформации на участках максимума; на фиг. 3 - дробление очага деформации на локализованные объемы.
Слиток I имеет рельеф 2, который обра15зован укороченной эпициклоидой 3 со смещенным на четверть периода Г максимумом А. Слиток для деформирования обрабатывают следующим образом. Его помещают между валками 4 или бойками и деформируют. При деформировании предлагаемого слитка 1 между валками (или бойками) основное деформирующее усилие сосредотачивается, в первую очередь, на смещенных максимумам А рельефа 2, что
приводит к дроблению очага деформации на локализованные объемы, причем вершины локализованных объемов при этом направлены не к оси деформируемого слитка, а эксцентрично к ней. При деформировании слитка каждый валок касается слитка по двум площадкам Ef и GH, соответствующим максимумам А. Очаг деформации в этом случае дробится на два объема /С и L, между которыми имеется разрыв из-за наличия минимума на образующей поверхности слитка для деформирования укороченной эпициклоиде развиваемые на границах локализованных объемов дополнительные сдвиговые деформации, увеличивая величину накопленной деформации, интенсифицируют, по сравнению с известными слитками, деформирование литой структуры. Вращение заготовки (или кантовка при деформировании бойками) способствует увеличению протяженности границ локализованных объемов, где действуют дополнительные сдвиговые деформации. Это. в свою очередь повышает скручивание заготовки.
Смещение максимума укороченной эпициклоиды меньще, чем на четверть периода, снижает эксцентричность границ локализованных объемов с максимальными сдвиговыми деформациями, а, следовательно, их влияние на интенсификацию деформирования литой структуры металла. Смещение максимума укороченной эпициклоиды больше, чем на четверть периода, приводит к образованию закатов (или заковов).
Интенсификация деформирования литой структуры металла обрабатываемого слитка сопровождается, кроме того, изменением схемы напряженного состояния в сторону преобладания над растягивающими сжимающих напряжений, которые улучшают условия заваривания дефектов металлургического происхождения и снижают вероятность появления дефектов прокатного происхождения.
Предлагаемый слиток для деформирования, по сравнению с известными, имеет следующие преимущества: интенсифицируется деформирование литой структуры металла и улучщаются условия заваривания внутренних дефектов. При годовой программе производстваваловизстали
ОХ18Н5ГГ26А 400 т, ожидаемый экономический эффект составляет 14,4 тыс. руб.
Формула изобретения
Слиток для деформирования, образующая поверхность которого имеет волнообразный профиль, отличающийся тем, что, с целью улучшения качества за счет-интенсификации деформирования литой структуры металла, образующая слитка в поперечном сечении выполнена в виде укороченной эпициклоиды со смещенным на четверть периода максимумом.
Источники информации, принятые во внимание при экспертизе 1. Камнев П. В. Совершенствование ковки крупных поковок. Л., 1975. с. 68. 2. Авторское свидетельство СССР 426737, кл. В 21 В 19/04, 1972.
