(54) СЛИТОК ДЛЯ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ
1
Изобретение относится к прокатному производству и может быть использовано в цехах металлургических и маши ностроительных заводов для прокатки толстых листов.
Известен слиток для прокатки толстых листов с гранями большей и меньш-ей площади 1 .
При прокатке слитка известной формы за счет наличия значительной по величине неравномерности деформаций в высотном, продольном и поперечном направлениях, добиться получения качественной макроструктуры не представляется возможным.
Наиболее близким к предлагаемому по технической сущности является слиток для прокатки толстых листов, на гранях больщей площади которого в продольном на гравлении имеются выступы и вырезы, при этом основания выступов лежат в одной плоскости 2..
Однако такая форма слитка не обеспечивает повышения уровня механических с-цойств и уменьшения их анизотропии во всем объеме проката и, особенно, в его центральной зоне./
Цель изобретения - уменьшение
анизотропии механических свойств и повыщение уровня их во всем объеме проката.
Поставленная цель достигается тем, что
в слитке для прокатки толстых листов,
5 на гранях большей площади которого в продольном направлении имеются чередующиеся выступы и вырезы, при этом основалия выступов лежат в одной плоскости, выступы выполнены так, что высоты hj(i
,Q 0, 1, 2) центров их вершин уменьшаются в направлении от центра к периферийным зонам по параболическому закону h HO-(0,002-0,003) bj , где . h-, -высота слитка по вершинам выступов, Нд - высота центральной части слитка, bj -
15 расстояние между центрами выступов.
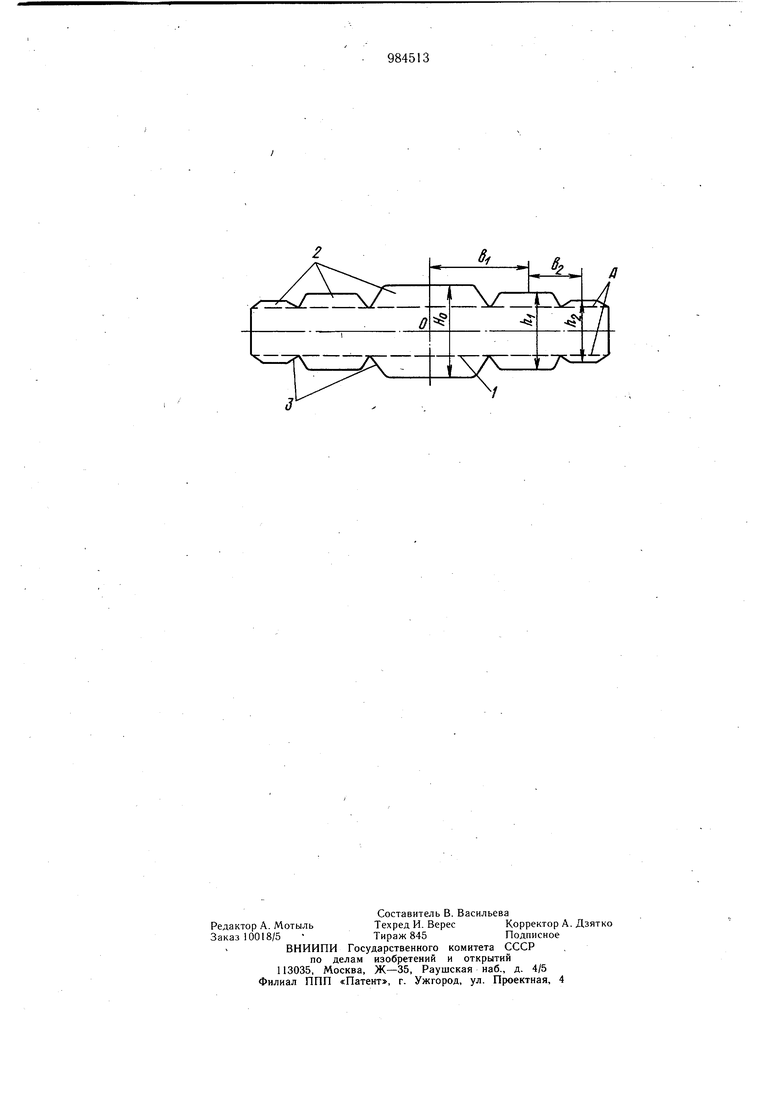
На чертеже показан слиток, поперечное сечение.
I
Слиток 1 для прокатки толсты.Ч листов имеет выступы 2 на гранях брльшей площади, вырезы 3 на гранях больщей площади, периферийные зоны слитка, грани А большей площади, на которых лежат ос нования выступов, центр О слитка, высоты h,, .hj по вершинам выступов на больших гранях слитка, Нр- высота центральной части слитка, Ъ; и Ь2 - расстояния между центрами выступов с высотами но вершинам h| н h, соответственно. Предлагаемый слиток Т для прокатки толстых листов имеет на гранях большей площади А в фодольном направлении чередующиеся выступы 2 и вырезы 3, при этом выступы 2 выполнены так, что высоты hi(i 0, 1, 2) центров их вершин уменьшаются от центра О к периферийным зонам 4 по параболическому закону hi H(,-(0,002-0,003) bi , а их основания лежат в одной плоскости А. Слиток 1 для прокатки толстых листов помещают между валками обжимного стана и деформируют до требуемых размеров, Выполнение слитка 1 с выступами 2, у которого высоты hj (1 0, 1, 2) центров их вершин уменьшаются от центра О к периферийным зонам 4 по параболическому закону, приводит к тому, что в процессе кристаллизации при отливке слитка 1 периферийные зоны, охлаждаясь интенсивнее, чем центр О, затвердевают быстрее, обеспечивая получение в них мелкозернистой структуры металла слитка 1. В то же время в центральной части О слитка 1 имеющее за счет наличия максимального по высоте выстуна 2 место увеличение объема вызывает в процессе кристаллизации образование более крупнозернистой структуры металла и концентрации в осевой зоне О таких дефектов ллтейного происхождения, как усадочная раковина, центральная пористость, осевая рыхлость. Возникшие в результате кристаллизации дефекты литейного производства в центральной зоне О слитка 1, а также неодинаковость размеров зерен устраняются прокаткой слитка предлагаемой .формы. Такой эффект при прокатке предлагаемого слитка достигается за счет того, что центральную часть О слитка 1, где высота Н выступов наибольшая, деформируют с первого прохода с большими обжатиями, что обеспечивается в первую очередь уменьшением площади контакта металла слитка с валками. Наличие впадин между выступами способствует развитию сдвиговых деформаций в объеме прокатываемого слитка, увеличивая тем самым уровень механических свойств проката. Уменьшение высоты центров вершин выступов в направлении от центра к периферийным зонам по параболическому закону позволяет достичь уменьшения анизотропии механических свойств во всем объеме проката, так как наиболее Пораженная дефектами литейного происхождения центральная часть О слитка 1 получает в результате прокатки предлагаемого слитка наибольшую накопленную деформацию. Это обеспечивает выравнивание механических свойств во всем -объеме проката по той причине, что периферийные зоны предлагаемого слитка, имеющие наименьщее количество дефектов литейного происхождения, получают при прокатке меньшую, чем в центральной Юне, накопленную деформацию. Величина и диапазон изменения коэффициента обозначены через к, перед величиной fef в параболическом законе изменения высоты центров вершин выступов от 0,002 до 0,003 обусловлены необходимыми для выравнивания механических свойств в объеме предлагаемого слитка значениями накопленной деформации и различнем уровня механических свойств металла в центре О слитка 1 и в его периферийных зонах. При величине коэффициента к 0,002 не достигается необходимого выравнивания и повышения уровня механических свойств во всем объеме проката, а при величине коэффициента ,003 уровень механических свойств металла в осевой зоне предлагаемого слитка превышает уровень механических свойств в периферийных его зонах, что вызывает обратную анизотропню механических свойств во всем объеме проката, которую оценивают по величине ударной вязкости. Предлагаемый слиток для прокатки толстых листов имеет следующие преимущества: интенсифицируется деформирование литой структуры металла в осевой зоне слитка, улучшаются условия его повышения и равномерного распределения по всему объему проката его механических свойств. При годовой программе производства толстых листов из стали 40ХН2МА 25000 ,т ожидаемый экономический эффект составляет 31 тыс. руб. Формула изобретения Слиток для прокатки толстых листов. гранях большей площади которого в продольном направлении расположены с чередованием выступы и вырезы, при этом основания выступов лежат в одной плоскости, отличающийся тем, что, с целью уменьшения анизотропии механических свойств и повышения их уровня во всем объеме проката, выступы выполнены с высотами центров их вершин с уменьшением в направлении от центра к периферийным зонам по параболическому закону h; HO -(0,002-0,003)- bf , -где h-, - высота слитка по вершинам выступов, HQ - высота центральной части слитка, Ь, - расстояние между центрами выступов. Источники информации, принятые во внимание при экспертизе 1.Литовченко Н. В. и др. Производство толстолистовой стали. «Металлургия, 1964, с. 160-167. 2.Авторское свидетельство СССР № 75722, кл. В 21 В 1/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для прокатки толстых листов | 1980 |
|
SU929253A1 |
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| Слиток для прокатки | 1980 |
|
SU942818A1 |
| Способ производства толстых листов | 1989 |
|
SU1696015A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Листовой слиток | 1990 |
|
SU1720785A1 |
| Слиток для деформирования | 1980 |
|
SU1011286A1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
| Способ прокатки плоского проката из конусных слитков | 1987 |
|
SU1528588A1 |
| Способ прокатки толстых листов из слитков | 1988 |
|
SU1519802A1 |