1
Изобретение относится к прокатному производству и может быть использовано в цехах металлургических и машиностроительных заводов.
Известен слиток прямоугольного сечения, поверхность которого выполнена волнистой с амплитудой волн в пределах 0,1-0,15 от высоты слитка 1.
Однако такое выполнение поверхности, улучшая условия деформирования поверхностных слоев заготовки, не обеспечивает улучшения проработки литой структуры металла во всем объеме слитка.
Наиболее близким к изобретению по технической суцдности является слиток для прокатки толстых листов, имеющий в сечении прямоугольную форму, на поверхности граней большей площади которого выпдлнены вырезы треугольной формы глубиной 0,1-0,4 высоты слитка 2.
Однако такое выполнение слитка, улучшая условия заваривания внутренних дефектов за счет благоприятной схемы напряженного состояния, не обеспечивает интенсификации деформирования литой структуры слитка.
Цель изобретения - улучшение качества проката путем интенсификации деформирования литой структуры слитка.
Поставленная цель достигается тем, что в слитке для прокатки толстых листов, имею5 Ш6М Б сечении прямоугольную форму, на поверхности граней большей площади которого выполнены вырезы треугольной формы глубиной 0,1-0,4 высоты слитка, согласно изобретению на каждой грани
JP меньшей плошади вдоль продольной- оси выполнен вырез треугольной формы.
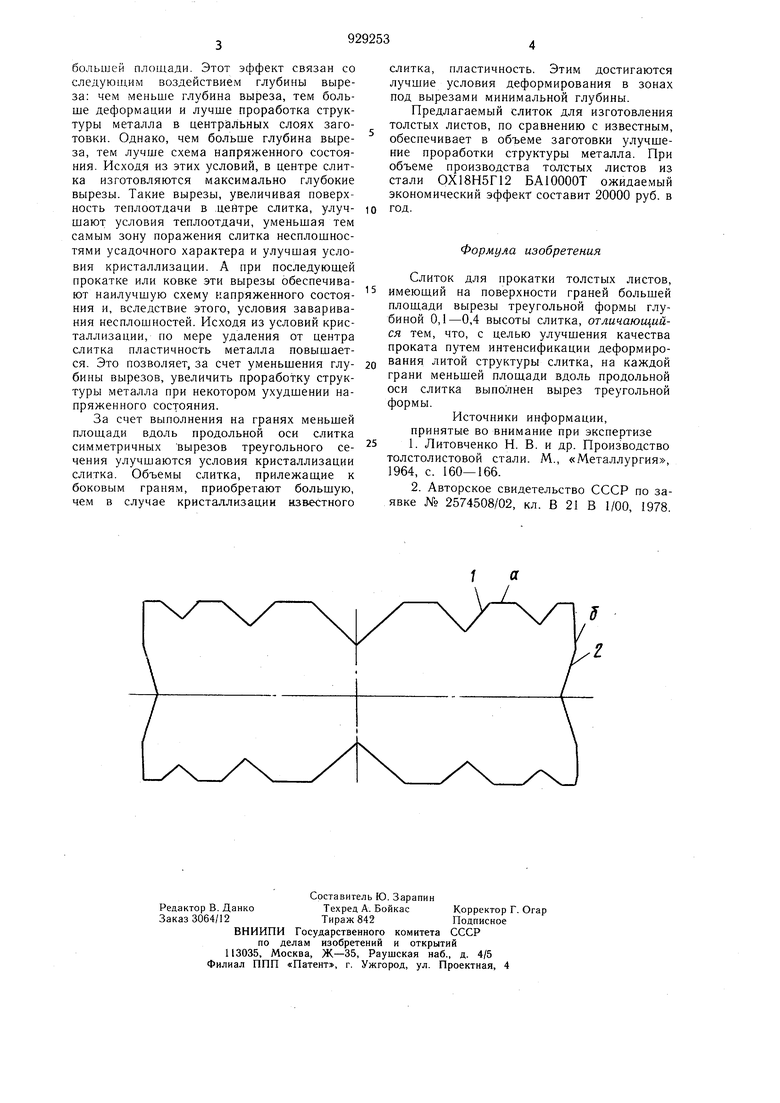
На чертеже представлена форма слитка для прокатки толстых листов.
На поверхности граней большей площади а слитка глубина треугольных вырезов 1
15 уменьшена от центра слитка к граням меньшей площади и на каждой грани меньщей площади б выполнен вырез 2 треугольной формы. Слиток, помещенный в зону действия прокатных валков, подвергается де2Q формированию. За счет выполнения глубины вырезов слитка с уменьшением по прямо пропорциональному закону от центра к граням меньшей плошади деформации в центральных слоях слитка прямо пропорционально возрастают от центра к граням
большей площади. Этот эффект связан со следующим воздействием глубины выреза: чем меньще глубина выреза, тем больше деформации и лучше проработка структуры металла в центральных слоях заготовки. Однако, чем больше глубина выреза, тем лучше схема напряженного состояния. Исходя из этих условий, в центре слитка изготовляются максимально глубокие вырезы. Такие вырезы, увеличивая поверхность теплоотдачи в дейтре слитка, улучшают условия теплоотдачи, уменьшая тем самым зону поражения слитка несплошностями усадочного характера и улучшая условия кристаллизации. А при последующей прокатке или ковке эти вырезы обеспечивают наилучшую схему напряженного состояния и, вследствие этого, условия заваривания несплошностей. Исходя из условий кристаллизации, по мере удаления от центра слитка пластичность металла повышается. Это позволяет, за счет уменьшения глубины вырезов, увеличить проработку структуры металла при некотором ухудшении напряженного состояния.
За счет выполнения на гранях меньшей площади вдоль продольной оси слитка симметричных вырезов треугольного сечения улучшаются условия кристаллизации слитка. Объемы слитка, прилежащие к боковым граням, приобретают большую, чем в случае кристаллизации известного
слитка, пластичность. Этим достигаются лучшие условия деформирования в зонах под вырезами минимальной глубины.
Предлагаемый слиток для изготовления толстых листов, по сравнению с известным, обеспечивает в объеме заготовки улучшение проработки структуры металла. При объеме производства толстых листов из стали ОХ18Н5Г12 БАЮОООТ ожидаемый экономический эффект составит 20000 руб. в год.
Формула изобретения
Слиток для прокатки толстых листов, имеющий на поверхности граней большей площади вырезы треугольной фор.мы глубиной 0,1-0,4 высоты слитка, отличающийся тем, что, с целью улучшения качества проката путем интенсис|)икации деформирования литой структуры слитка, на каждой грани меньшей площади вдоль продольной оси слитка выполнен вырез треугольной формы.
Источники информации, принятые во внимание при экспертизе 1. Литовченко Н. В. и др. Производство толстолистовой стали. М., «Металлургия, 1964, с. 160-166.
2. Авторское свидетельство СССР по заявке № 2574508/02, кл. В 21 В 1/00, 1978.
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| Слиток для деформирования | 1980 |
|
SU1011286A1 |
| Слиток для прокатки толстых листов | 1981 |
|
SU984513A1 |
| Слиток для прокатки | 1980 |
|
SU942818A1 |
| Слиток для деформирования | 1981 |
|
SU1014600A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Способ получения сплошнойзАгОТОВКи | 1978 |
|
SU818675A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| Способ прокатки | 1980 |
|
SU869871A1 |
| СПОСОБ ПРОКАТКИ С СОЗДАНИЕМ ЗАДАННОГО НАПРЯЖЕННОГО СОСТОЯНИЯ ПО СЕЧЕНИЮ ЗАГОТОВКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311974C2 |
