Изобретение относится к куэнечно-штамповочному производству и может быть использовано в кузнечных цехах при ковке на прессах. Известен способ протяжки заготовок, включающий обжатия заготовки, ее подачу перпендикулярно боковым поверхностям бойков и кантовки fl Однако такой способ не обеспечивает требуемого качества проработки металла поковки. Наиболее близким к изобретению по технической сущности и достигаемому результату является способ пр тяжки заготовок, включающий деформи рование заготовки с чередованием об жатий, подач и кантовок СЗ. Однако способ протяжки заготовок не обеспечивает интенсивное деформи рование литого металла и заварку внутренних дефектов. Целью изобретения является улучшение качества получаемых поковок путем интенсификации проработки структуры металла. Поставленная цель достигается тем, что согласно способу протяжки заготовок, включающему деформирование заготовки с чередованием обжа тий, подач и кантовок, деформирование осуществляют при повороте бойко относительно оси, перпендикулярной оси протяжки, на углы от О до 45 в процессе каждого единичного обжат На чертеже схематично.изображен процесс обжатия заготовки. Между бойками 1 и 2 куют заготов ку 3 с чередованием подач и кантово с поворотом бойков I и 2 относитель но заготовки 3 в противоположные стороны в процессе каждого единично го обжатия и углами поворота od и -oi. Поворот бойков приводит к смещению контактирующих с бойками граней заготовки друг относительно друга, что вызывает образование в заготовке дополнительных плоскостей сдвига. Этим интенсифицируется дeфop лиpoвaние литого металла и улучшаются условия заваривания внутренних дефектов. Угол поворота выбирается в пределах О - 45°. Если угол поворота будет больше 45°, искажение формы заготовки может вызвать после кантовки на проскальзывание при обжатия. Для выравнивания заготовки после каждого прохода рекомендуется кантовать заготовку на 90. В этом случае происходит смена направления смещения граней. Пример. Нагретый до слиток прямоугольного сечения с искусственным дефектом в осевой зоне (сталь ОХ18Н5Г12БА) куют с чередованием кантовок, подач и поворотом бойков относительно оси слитка от О до 45° в противоположные стороны в Процессе каждого обжатия. Куют с обжатиями 7-10%, кантуют на 90 с подачами на 0,8. Смещение граней в процессе каждого обжатия уменьшает площадь поперечного сечения дефекта и при ковке с квадрата 60 на квадрат 30 мм стенки дедента соприкаса- ются. При ковке аналоговой заготовки на повернутых относительно заготовки бойках (по известному способу) соприкосновение стенок дефекта не происходит. Использование изобретения позволяет улучшить качество получаемых поковок за счет интенсификации проработки структуры металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки-протяжки | 1988 |
|
SU1620195A1 |
| Способ ковки заготовок | 1976 |
|
SU590058A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| Способ радиальной ковки | 1985 |
|
SU1402400A1 |
| Способ получения заготовок | 1988 |
|
SU1724411A1 |
| Способ ковки слитков | 1977 |
|
SU733826A1 |
| Способ ковки литых заготовок | 1981 |
|
SU963661A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
| СПОСОБ КОВКИ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2006327C1 |
СПОСОБ ПРОТЯЖКИ ЗАГОТОВОК, включающий деформирование заготовок с чередованием обжатий, подач и кантовок, отличающийся тем, что, с целью улучшения качества получаемых поковок путем интенсификации проработки структуры металла, деформирование осуществляют при повороте бойков относительно оси, перпендикулярной к оси протяжки, на углы О до 45 в процессе каялого единичного обжатия. (Л сь о ю 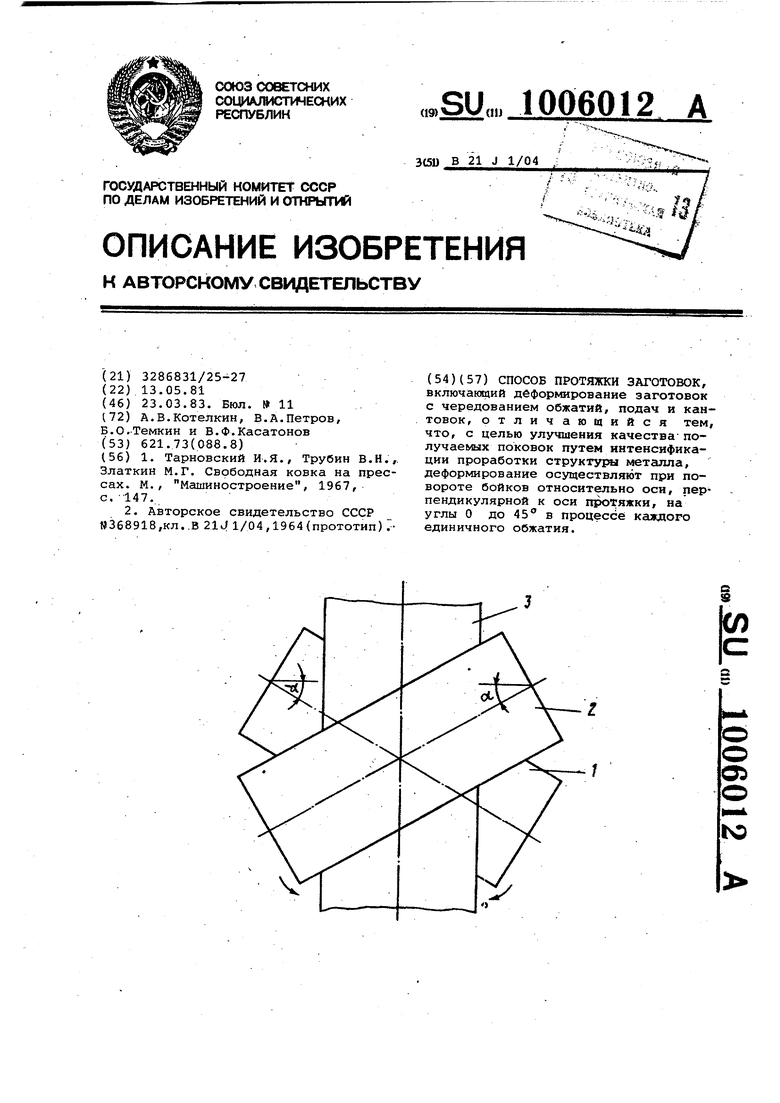
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тарновский И.Я., Трубин В.Н., | |||
| Златкин М.Г | |||
| Свободная ковка на прессах | |||
| М., Машиностроение, 1967, с.-147. | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Обтюратор | 1927 |
|
SU8918A1 |
