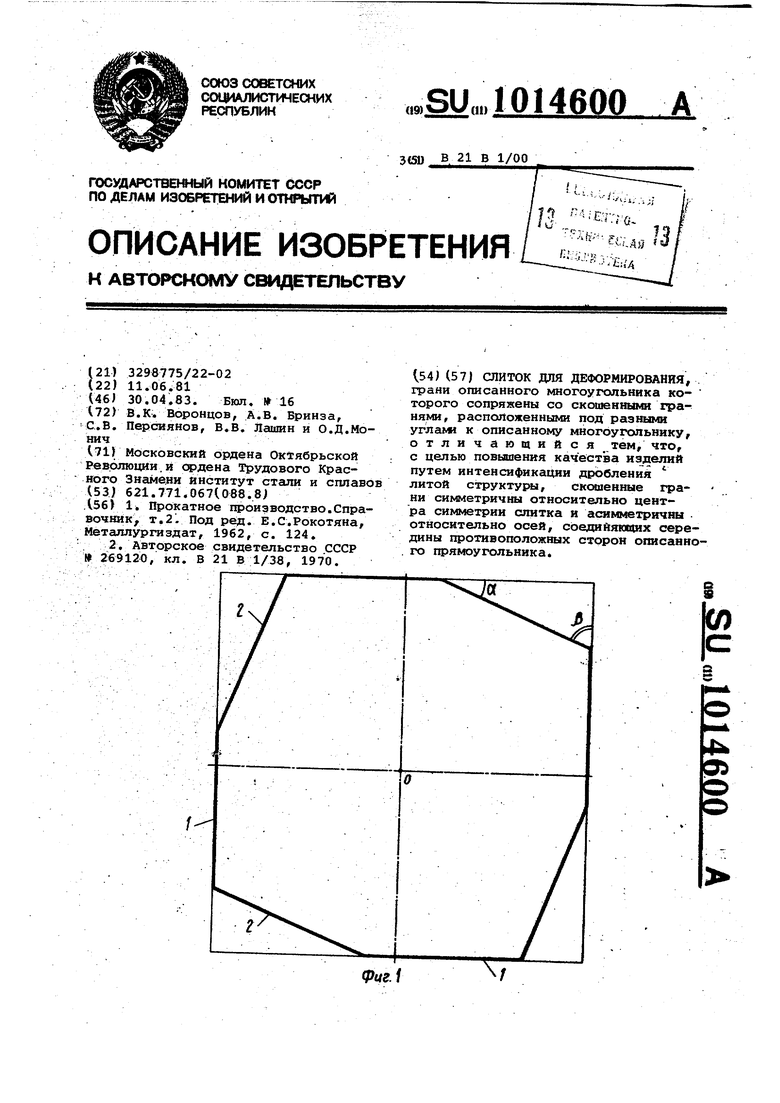
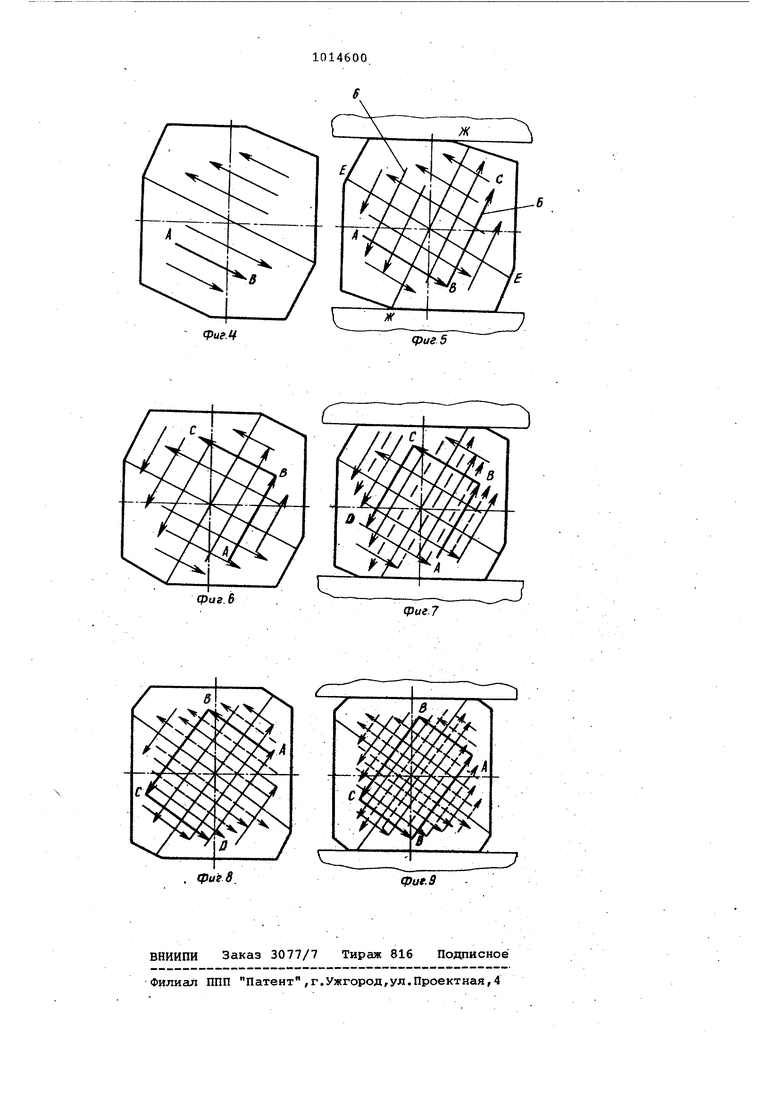
Изобретение относится к прокатном производству, а именно к заготовкам для прокатки листовых и сортовых профилей, и может быть использовано при производстве металла, идущего на изготовление деталей ответст венного назначения. Известен слиток,имеющий прямоугол ное поперечное сечение fl . Однако .форма данного слитка не обеспечивает интенсивного дробления литой структуры в процессе обработки давлением. Наиболее близким по технической сущности к предлагаемому является слиток для деформирования, грани опи санного прямоугольника которого сопряжены со скошенными гранями, распо ложенными под разными углами к исход ным 2 . Однако форма известного слитка не позволяет качественно деформировать литую структуру, так как сдвиговые .деформации локализуются в непосредственной близости от скошенных гране Цель изобретения - повышение качества изделий путем интенсификации дробления литой структуры. Поставленная цель достигается тем что в известном слитке для деформирования, грани описанного многоуголь ника которого сопряжены со скошенными граняг/и, расположенными под разны ми углами к описанному многоугольнику, скошенные грани симметричны относительно центра симметрии слитка и асимметричны относительно осей, соединяющих середины противоположных сторон описанного прямоугольника. На фиг. 1 изображено поперечное сечение слитка;на фиг. 2 - исходное поперечное сечение слиткд; на фиг.З поперечное сечение слитка и потоки металла в первом проходе на фиг.4 поперечное сечение слитка после кантовки на 90°; на фиг. 5 - попере ное сечение слитка и потоки металла . во втором проходе; на фиг. б - поперечное сечение слитка после канто ки на на фиг. 7 - поперечное сечение слитка и потоки металла в третьем проходе; на фиг. 8 - попере ное сечение слитка после кантовки н 90°; На фиг. 9 - поперечное сечение , слитка и потоки металла в четвертом проходе. На чертежах обозначено: 1 и 2 грани прямоугольника и скошенные; слиток 3-задают в рабочие валки 4; 5 - ПОТОКИ металла в нечетных прохо дах; 6 - потоки металла в четных проходах А, В, CrD; А - последовательные местоположения произвольной течки структуры соответственно До деформирования, после первого-, второго, третьего и четвертого проходо Е-Е, Ж-Ж - плоскости, разделяющие потоки металла различных напррвлеНИИ. Работа со слитком осуществляется следующим образом. Слиток 3 после нагрева в печи-и транспортировки к стану помещается между рабочими валками 4 и прокатывается. При этом производятся кантовки для обжатия слитка 3 в разных направлениях. Как видно на фиг. 1, слиток несимметричен относительно осей симметрии описанного прямоуголь-ника, но симметричен относительно точки О центра симмет{5ии прямоугольника.Этот факт место вследствие особой формы сопряжения скошенных граней 2 с исходными. При этом угол ot не равен углу fb , T.e. 45 , как и в прототипе. Но если в слитке по прототипу углы семейства об или fb/ относящиеся к соседним скошенным граням 2, прилегают к одной грани, описанного прямоугольника, то в предлагаемом слитке эти углы прилегают к разным граням 1 описанного прямоугольника. Вращая слиток относительно оси, проходящей через центр симметрии слитка О и перпендикулярной плоскости чертежа, можно добиться самосовмещения поперечного сечения. Слиток по прототипу нужновращать на угол кратный 180°, а предлагаемый - на угол, кратный 90. Таким образом, поперечное сечение слитка по прототипу характеризуется группой симметрии С,/ а предлагаемого С. в случае, -если описанный прямоугольник - квадраТу . Слиток может иметь постоянное по его длине сечение или расширяющееся (сужающееся ), но при этом форма поперечного сечения остается подобной исходной. Описанная форма слитка способствует интенсификации дробления литой структуры и заварке внутренних дефектов следующим образом. Как видно на фиг. 3, при прокатке в первом проходе поми потоков металла в вертикальных направлениях, что имеет место и при прокатке слитка по прототипу, наблюдаются и потоки 5 , направленные к скошенным граням, иметощим меньший угол с контактными поверхностями. Эти потоки металла способствуют заварке tзатирке ) внутренних дефектов, особенно в осевой зоне, в которой имеют место наибольшие расслоения и ликвация. После первого прохода производится кантовка слитка на 90° вокруг его продольной оси (фиг. 4), Производится проход после кантовки, В этом случае контактными будут поверхности, бывшие ранее боковыми. В этом проходе также будут наблюдаться дополнительные потоки металла б (фиг, 5), направленные к скошенным граням, имеющим меньший угол с контактными поверхнос-. тями (о(.. р) , Это дополнительно способствует заварке внутренних дефектов. Как видно на фиг. 5, потоки металла 6 во втором проходе перпендикулярны потокам металла 5 в первом проходе. Происходит как бы закручивание структуры: если до деформации участок Структуры 6fcuf в точке А (фиг. 3/, то после первого прохода точке В (фиг. З), после второго в точке С (фиг, 5), после третьего вточке D фиг. 7) и т.д. Это способствует не только более интенсивной ломке и дроблению исходной дендритной литой структуры, но и дроблению некоторых структурных составляющих, например карбидной сетки в шарикоподшипниковых сталях.
Повышение суммарной деформации способствует заварке внутренних дефектов как металлургического, так и прокатного происхождения, что положительно сказывается на качестве прокатываемого металла.
Для определения эффективности предлагаемой конфигурации слитка на лабораторном стане с диаметром валков 240 мм прокатывали два слитка из литой стали 45 - по прототипу и предлагаемый. Размеры прямоугольника составляли 120x120 мм, места сопряжения скошенных и описанных граней располагались на расстояниях 20 и 50 мм от углов описанного прямоугольника. Отношение начальной высоты слитка к диаметру валков составляло 0,5, что соответствует начальной стадии прокатки на блюмингах и слябингах. Слитки прокатывали за восемь
. проходов с кантовками на 90 вокруг. продольной оси слитка с обжатиями
16,6f 16,6; 20,0; 20,0; 25,0; 25,0; 25,0; 33,3 и 33,3% до размера 40 40 мм. После прокатки из полученных полос вырезались образцы для испытаний на растяжение.
Характеристики качества предлагаемого и известного слитков ( предел текучести , предел прочности и относительное удлинение) представлены в таблице. .
10
Предел текучес405ти, МПа . 380
Как видно из таблицы, махани- - ческие свойства готовых полос из. стали 45 из предлагаемого слитка выше, чем из слитка по прототипу. Это происходит вследствие интенсификации
дробления литой структуры и заварки внутренних дефектов. Качество прокатанного металла повышается и его можно использовать для изготовления деталей ответственного назначения. Таким образом, использование преДлагаемого изобретения приводит к увеличению суммарной деформации, улучшению условий проработки литой структуры металла и условий заварки внутренних несплошностей металлургического и прокатного происхождения, следовательно, к повышению механичедких свойств (характеристик качества проката) - предела: текучести/ пре- . дела прочности и относительного ,
удлинения. Экономический эффект от внедрения предлагаемого изобретения составит 78750 руб. в год.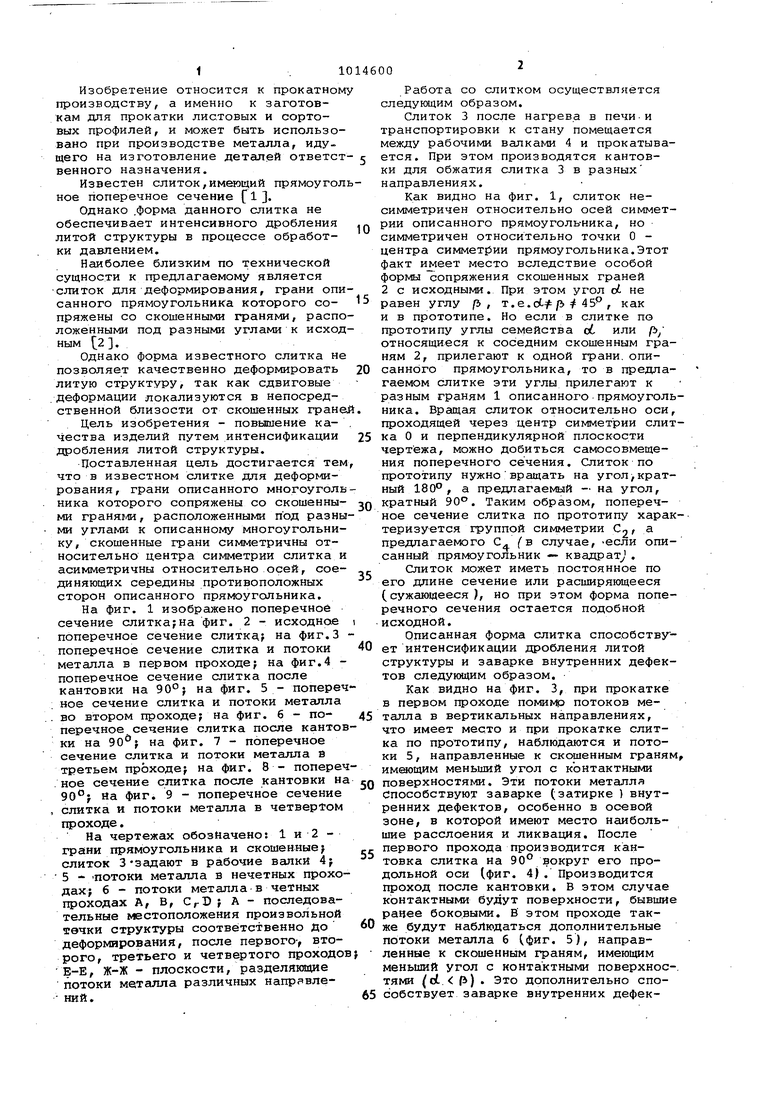

| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
| Слиток для деформирования | 1980 |
|
SU1011286A1 |
| Слиток для деформирования | 1981 |
|
SU980875A1 |
| Способ прокатки слитков и заготовок | 1983 |
|
SU1098595A1 |
| Способ протяжки заготовок | 1981 |
|
SU1006012A1 |
| СПОСОБ ПРОКАТКИ СЛИТКОВ НА ОБЖИМНЫХ, ЗАГОТОВОЧНЫХ И СОРТОВЫХ СТАНАХ | 2003 |
|
RU2243041C1 |
| Способ прокатки слитков и заготовок | 1987 |
|
SU1480906A1 |
| Способ винтовой прокатки заготовок сплошного круглого профиля | 1978 |
|
SU749459A1 |
| Слиток для прокатки толстых листов | 1981 |
|
SU984513A1 |
СЛИТОК ДЛЯ ДЕФОРМИРОВАНИЯ, грани описанного многоугольника которого сопряжены со скошенными ipaнями, расположенными под разными углал« к описанному многоугольнику, отличающийся тем, что, с целью повышения качест ва изделий путем интенсификации дробления литой структур, сксииенные грани симметричны относительно центра симметрии слитка и асимметричны относительно осей, соедийяющих середины Щ2ОТИВОПОЛОЖНЫХ сторон описанно. го прямоугольника. 4 ОЬ