(54) СЛИТСЖ ДЛЯ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Слиток для прокатки толстых листов | 1980 |
|
SU929253A1 |
| Слиток для прокатки | 1981 |
|
SU948471A1 |
| Слиток для прокатки толстых листов | 1981 |
|
SU984513A1 |
| Слиток для деформирования | 1981 |
|
SU1014600A1 |
| Слиток для деформирования | 1980 |
|
SU1011286A1 |
| Слиток для деформирования | 1981 |
|
SU980875A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| Способ прокатки сортового металла | 1978 |
|
SU710679A1 |
| Рабочий валок черновой прокатной клети | 1981 |
|
SU980881A1 |
| СПОСОБ ПРОКАТКИ С СОЗДАНИЕМ ЗАДАННОГО НАПРЯЖЕННОГО СОСТОЯНИЯ ПО СЕЧЕНИЮ ЗАГОТОВКИ И ЗАГОТОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2311974C2 |
1
Изобретение относится к прокатному производству и может быть испсахьзовано при прокатке слитков на обжимных станах.
Известен слиток для прокатки с гранями большей к меньшей площади .
Однако данный спнтоК яе обеспечивает требуемого качества прокатки из высоколегированных сталей и сплавов.
Наиболее близким к предлагаемому по техническому решению является слиток для прокатки, на больших гранях которого имеются направленные вдоль оси прокатки вырезы l .
Однако такой сяиток не обеспечивает, особенно в центральной зоне, развитие сдвиговых деформаций, которые лаггеясяфицируют деформирование лшюй структуры и способствуют завариванию внутренних дефектов.
Цель изобретения - улучшение качества проката путем шггенсяфикации деформирования питой структуры и улучшения условий заваривания внутренних дефектов.
Эта цепь достигается тем, чгго в известном слитке для прокатки, содержапшм большие грани с вырезами, направленнь1е вдоль оси слитка, и меньшие грани, вырезы одной большей грани расположены относительно вырезов другой большей грани по разные стороны от оси поперечного сечения, параллельного меньшим граням.
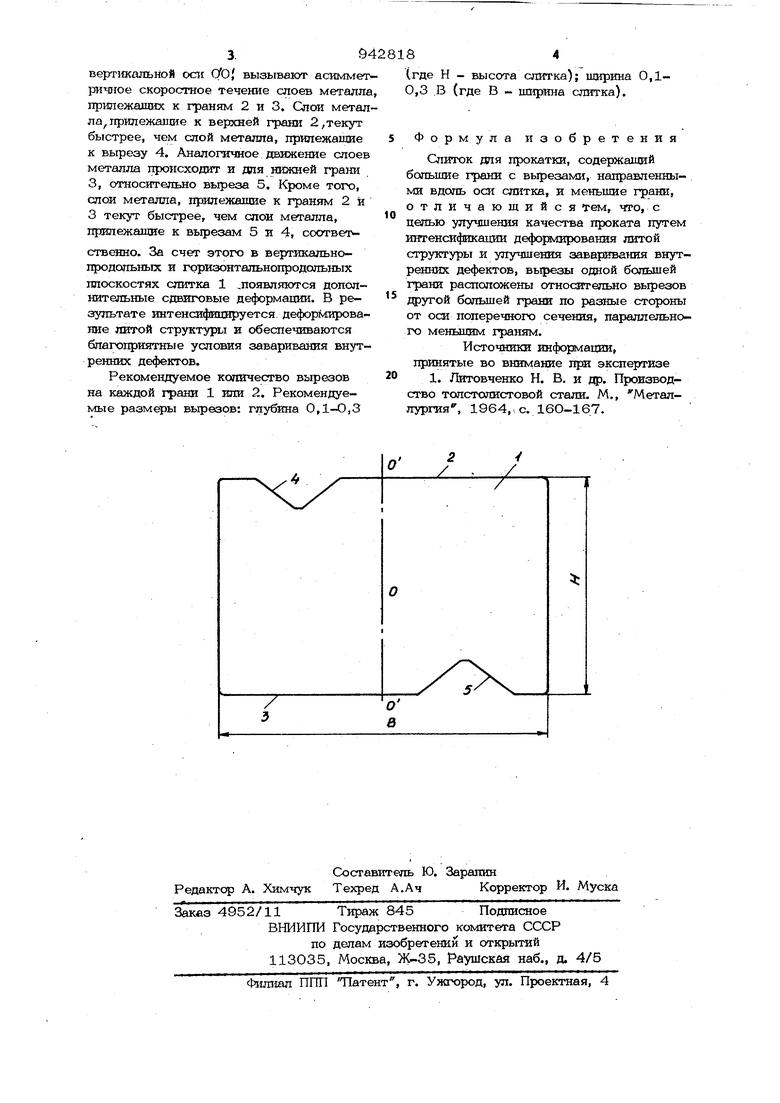
На чертеже показан предлагаемый
10 сгаихж для прокатки.
Слиток 1 с гранями большей площади: верхней - 2 и нижней - 3 имеет на верхней грани вырез 4, а на нижней sjpea 5. Центр свалметрии слитка 1
15 обозначен точкой О, через него проходит вертшсальная ось оЬ
Работу со слитком 1 осуществляют следующим образом.
По рольгангу слиток 1 подают к вал20кам прокатного стана и деформируют между ними, осуществляя воздействие на грани 2 и- 3 слитка. Вьфезы 4 и 5, расположенные по рашаге стороны от
вертшсальноЯ оси С/О, вызывают асимметричное скоростное течение слоев металла прилежащих к граням 2 и 3. Спои металла, лрилежаише к верхней грани 2,текут быстрее, чем слой металла, прилежащие к вырезу 4. Аналогичное движение слоев металла происходит и для нижней грани 3, относительно выреза 5. Кроме того, слои металла, прилежащие к граням 2 к 3 текут быстрее, чем слои металла, прилежащие к вырезам 5 и 4, соответ
ственно. За счет этого в вертикальнопродольных и горизонтальнопродольных плоскостях слитка 1 появляются дополнительные сдвиговые деформации. В результате интенсифицируется дефор гарование литой структуры и обеспечиваются благоприятные условия заваривания внутренних дефектов.
Рекомендуемое количество вырезов на каждой грани 1 или 2. Рекомендуемые размеры вьфезов: глубина 0,1-О,3
(где Н - высота слитка); ширина 0,10,3 .В (где Б - цпфина слитка).
Формула изобретения
Слиток дпя прокатки, содержащий большие грани с вырезами, направленными вдоль оси слитка, и меньшие грани, отличающийся тем, что, с целью улучшения качества проката путем интенсификации деформирования яитой структуры и улучшения заваривания внутренних дефектов, вырезы одной большей грани расположены относительно вырезов другой большей грани по разные стороны от оси поперечного сечения, параллельноIX) меньшим граням.
Источники информации, принятые во внимание при экспертизе
v
/
/
X 3
о в
