1
Изобретение относится к литейному производству, в частности к технологии центробежного литья, и может быть использовано при нанесении огнеупорного керамического покрытия (футеровки) на рабочую поверхность металлической формы.
Цель изобретения - исключение осевого и бокового смещения модели,
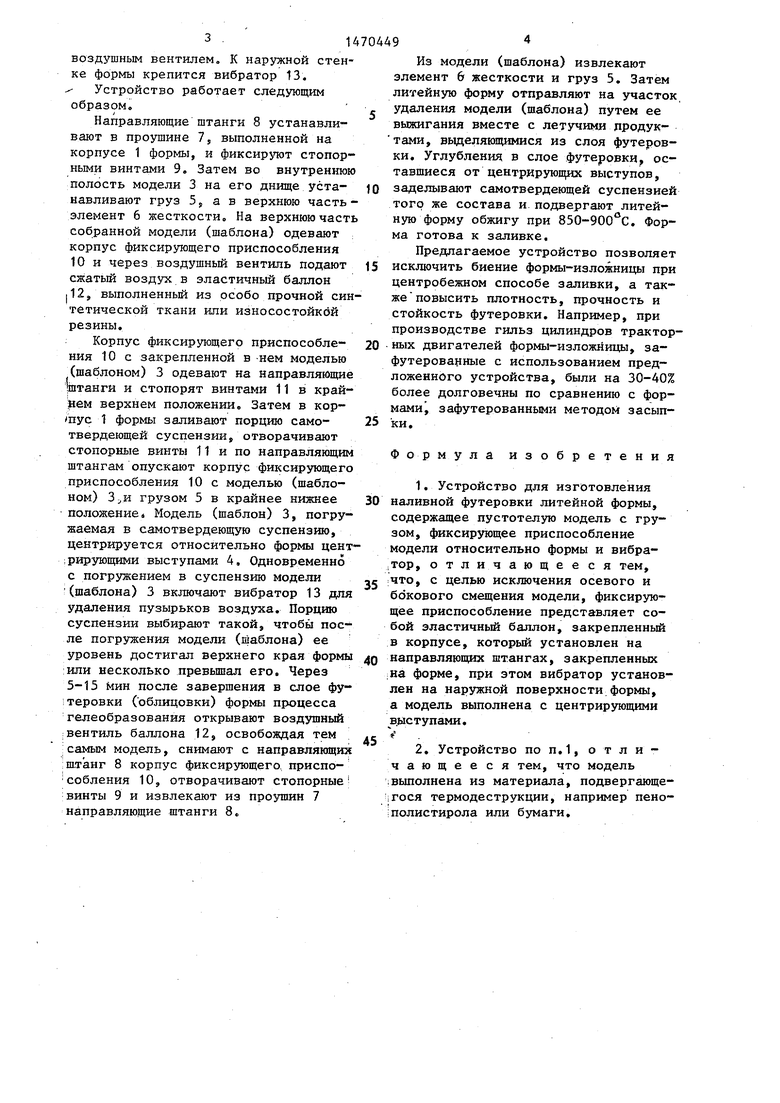
На фиг,1 изображено устройство для изготовления футеровки литейной формы; на фиг.2 - разрез А-А на фиг.1.
Устройство содержит корпус 1 формы, футеровку 2 из наливной самоN
твердеющей огнеупорной суспензии, модель (шаблон) 3, выполненньш в виде полого усеченного конуса с центрирующими выступами 4 и днищем На
днище размешен ГРУЗ 5. а в верхней части модели (шаблона) установлен элемент 6 жесткости. Приспособление, фиксирующее модель (шаблон) относительно формы, включает проушины 7, в которых по скользящей посадке установлены направляющие штанги 8, зафиксированные стопорными винтами 9. По направляющим штангам перемещается корпус фиксирующего приспособления 10 со стопорными винтами 11 и эластичным баллоном 12, снабженным
4
CD
31
воздушным вентилем, К наружной стенке формы крепится вибратор 13
Устройство работает следующим образом.
Направляющие штанги 8 устанавливают в проушине 7, выполненной на корпусе 1 формы, и фиксируют стопорными винтами 9. Затем во внутренню полость модели 3 на его днище устанавливают груз 5, а в верхнюю часть элемент 6 жесткости На верхнюю част собранной модели (шаблона) одевают корпус фиксирующего приспособления 10 и через воздушный вентиль подают сжатый воздух в эластичный баллон 112, выполненный из особо прочной ситетической ткани или износостойкой резины.
Корпус фиксирующего приспособления 10с закрепленной в -нем моделью Чшаблоном) 3 одевают на направляющие ртанги и стопорят винтами 11 в край- рем верхнем положении Затем в коршус 1 формы заливают порцию самотвердеющей суспензии, отворачивают стопорные винты 11 и по направляющим штангам опускают корпус фиксирующего приспособления 10 с моделью (шаблоном) 3 jH грузом 5 в крайнее нижнее положение Модель (шаблон) 3, погружаемая в самотвердеющую суспензию, центрируется относительно формы цент;рирующими выступами 4, Одновременно с погружением в суспензию модели
(шаблона) 3 включают вибратор 13 для удаления пузырьков воздуха. Порцию суспензии выбирают такой, чтобы после погружения модели (шаблона) ее уровень достигал верхнего края формы
:или несколько превьшал его. Через 5-15 мин после завершения в слое фу теровки (облицовки) формы процесса гелеобразования открывают воздзппный
;вентиль баллона 12, освобождая тем самым модель, снимают с направляющих
:ш.танг 8 корпус фиксирующего, приспо собления 10, отворачивают стопорные
;винты 9 и извлекают из проушин 7 направляющие штанги 8,
0
5
0
5
Из модели (шаблона) извлекают элемент 6 жесткости и груз 5. Затем литейную форму отправляют на участок удаления модели (шаблона) путем ее выжигания вместе с летучими дродук тами, выделяющимися из слоя футеровки. Углубления в слое футеровки, оставшиеся от центрирующих выступов, заделывают самотвердеющей суспензией того же состава и подвергают литейную форму обжигу при 850-900 0. Форма готова к заливке.
Предлагаемое устройство позволяет исключить биение формы-изложницы при центробежном способе заливки, а также повысить плотность, прочность и стойкость футеровки. Например, при производстве гильз цилиндров тракторных двигателей формы-изложницы, за- футерованные с использованием предложенного устройства, были на 30-40% более долговечны по сравнению с формами, зафутерованными методом засыпки.
Формула изобретения
5
0
5
1.Устройство для изготовления 0 наливной футеровки литейной формы,
содержащее пустотелую модель с грузом, фиксирующее приспособление модели относительно формы и вибра- ;Тор, отличающееся тем, ;Что, с целью исключения осевого и бокового смещения модели, фиксирующее приспособление представляет собой эластичный баллон, закрепленный в корпусе, который установлен на направляющих штангах, закрепленных ;на форме, при этом вибратор установлен на наружной поверхности формы, а модель выполнена с центрирующими в.ыступами.
2.Устройство по П.1, отличающееся тем, что модель
;выполнена из материала, подвергающе- |Гося термодеструкции, например пено- iполистирола или бумаги.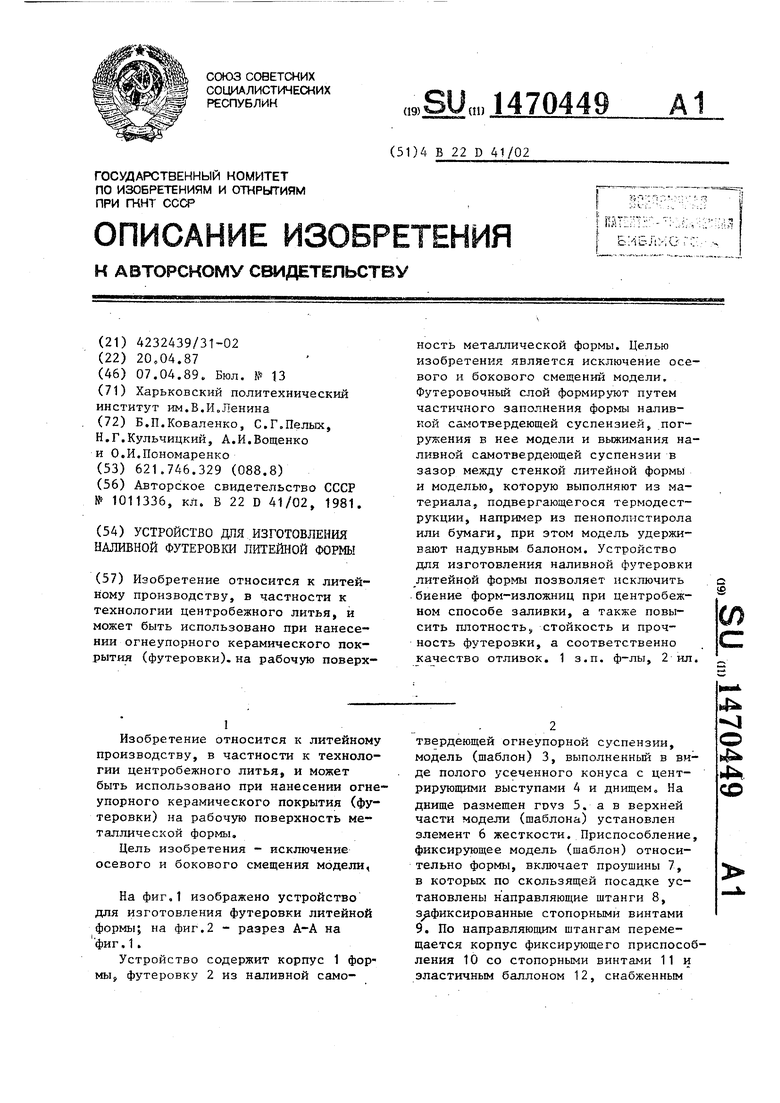
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления наливной футеровки сталеразливочных ковшей | 1981 |
|
SU1011336A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям лопаток турбин с направленной и монокристаллической структурой | 2021 |
|
RU2754333C1 |
| Устройство для изготовления монолитной футеровки ковшей с конической надставкой | 1982 |
|
SU1156849A1 |
| Устройство для центробежного фасонного литья | 1979 |
|
SU859020A1 |
| Устройство для подготовки под заливку центробежных форм с вертикальной осью вращения, футеруемых сыпучим покрытием | 1981 |
|
SU1052320A1 |
| СОСТАВ ДЛЯ ПРИГОТОВЛЕНИЯ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ НА ЕГО ОСНОВЕ | 2021 |
|
RU2763056C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| Заливочное устройство центробежной машины с вертикальной осью вращения | 1975 |
|
SU554938A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |
Изобретение относится к литейному производству, ,в частности, к технологии центробежного литья, и может быть использовано при нанесении огнеупорного керамического покрытия (футеровки) на рабочую поверхность металлической формы. Целью изобретения является исключение осевого и бокового смешений модели. Футеровочный слой формируют путем частичного заполнения формы наливной самотвердеющей суспензией, погружения в нее модели и выжимания наливной самотвердеющей суспензии в зазор между стенкой литейной формы и моделью, которую выполняют из материала,подвергающегося термодеструкции, например из пенополистирола или бумаги, при этом модель удерживают надувным балоном. Устройство для изготовления наливной футеровки литейной формы позволяет исключить биение форм-изложниц при центробежном способе заливки, ач также повысить плотность, стойкость и прочность футеровки, ча соответственно качество отливок. 1 з.п.ф-лы, 2 ил. ч
фиг.1
А
1д
| Устройство для изготовления наливной футеровки сталеразливочных ковшей | 1981 |
|
SU1011336A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
