(54) УСТАНОВКА ДЛЯ НАГРЕВА ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ АУСТЕНИТНЫХ СТАЛЕЙ С МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ РАЗДАЧЕЙ НА КОНУСООБРАЗНОМ СЕРДЕЧНИКЕ | 2020 |
|
RU2737108C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1992 |
|
RU2037538C1 |
| Способ калибровки труб дорнованием | 1981 |
|
SU958016A1 |
| Устройство для индукционного нагрева | 1981 |
|
SU985075A1 |
| АВТОМАТИЧЕСКАЯ СИСТЕМА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ТРУБ | 1994 |
|
RU2061065C1 |
| Нагревательная установка | 1981 |
|
SU998536A1 |
| Способ изготовления фасонных труб с переменной толщиной стенки по длине | 1975 |
|
SU647346A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Индукционная установка | 1981 |
|
SU1057556A1 |
| СПОСОБ ПРОИЗВОДСТВА СУДОВЫХ ДЛИННОМЕРНЫХ ПОЛЫХ ВАЛОВ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ МАЛОМАГНИТНЫХ КОРРОЗИОННО-СТОЙКИХ СТАЛЕЙ | 2007 |
|
RU2386499C2 |
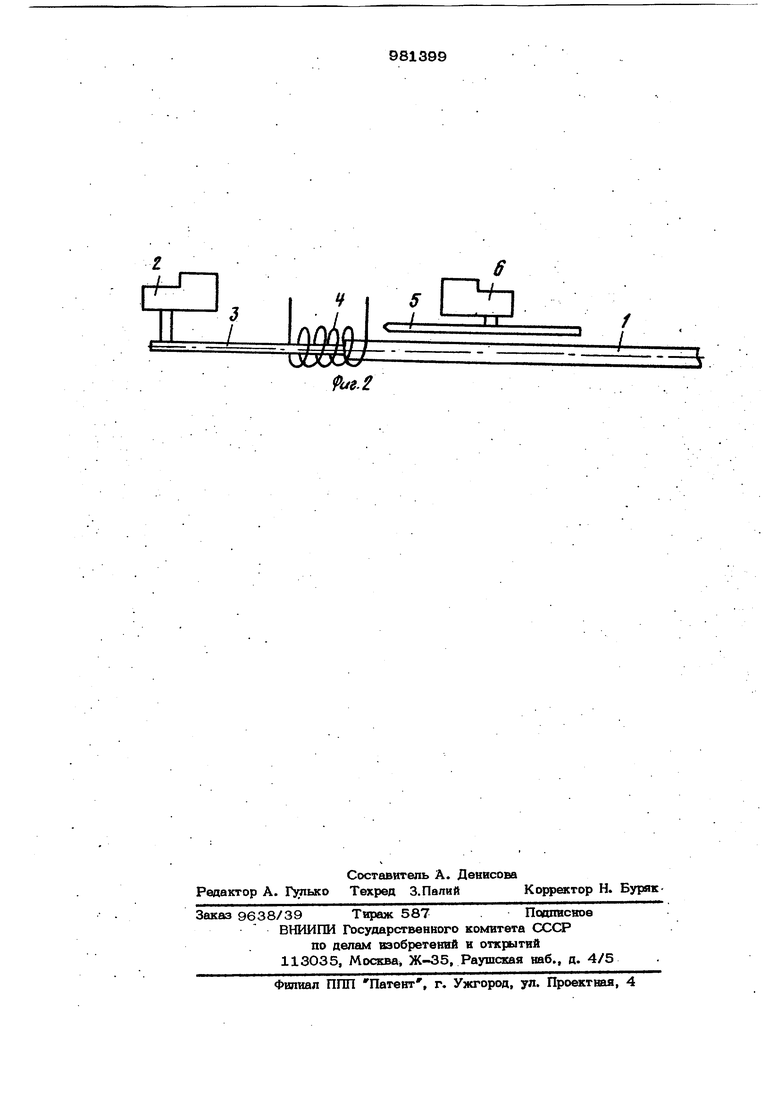
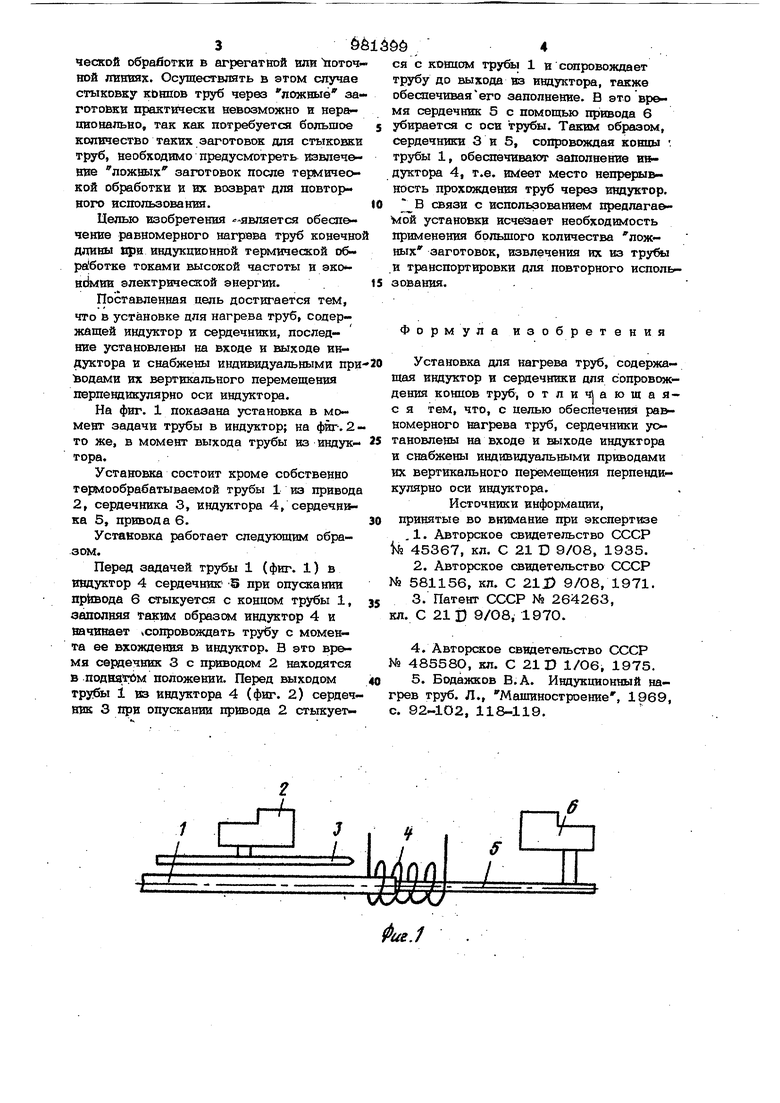
Изобретение относится к термической обработке металлических изделий, например труб, методом индукционного нагрева. токами высокой частоты. Известна установка для нагрева полых изделий, содержащая индуктор и сердечник- l и 2. Недостатком установки является то, что в данном случае токопроводящие стержни, находящиеся под напряжением, служат для интенсификации режима термо обработки и не играют роль соединительных вставок. Известна установка для Н(агрева труб, содержащая нагреватель и соединительные сердечник-вставки 3j и 4. . Известна установка для нагрева труб, содержащая индукционный нагреватель и сердечники для сопровождения концов труб б. Для того, чтобы с использованием известных установок реализовать однород ную термическую обработку по всей дл№не трубы в начале процесса термообработки используют так называемые лож- ные заготовки, которые стыкуются с трубой, обеспечивая таким образом в&прерывность прохождения термообрабаты- ваемых труб через индуктор. При любом нарушении непрерывности лодачи труб для возобновления процесса термообработки необходимо применять указанные ложные заготовки, что ведет к перерасходу энергии и снижению производительности установки. В противном случае на известных установках практически невозможно обеспечить равномерный йагрев по длине одиночных труб конечной длины, так как при нарушении непрерывности потока наблюдается перегрев их торцов и недостаточный нагрев концов изделий на , равной длине индуктора. В то же время существует целый ряд способов проиэ- водства труб, при которых необходимо осуществлять их поштучную термическую обработку и невозможно обеспечить непрерывность задачи их в индуктор, особенно при использовании процесса терм 3§6ческой обработки в агрегатной или Иоточной линиях. Осуществлять в этом случае стыковку конпов труб через пожные заготовки практически невозможно и нерационально, так как потребуется большое количество таких заготовок для стыковки труб, необходимо предусмотреть извлеч&вие ложных заготовок после термичеокой обработки и их возврат для повторного использования. Целью изобретения является обесп&чение равномерного нагрвва труб конечно длины зфи индукционной термической обработке токами высокой частоты и эко нЬмии электрической энергии. Поставленная цель достигается тем, что в установке для нагрева труб, содержащей индуктор и сердечники, последние установлены на входе и выходе индуктора и снабжены индивидуальными при Водами их вертикального перемещения перпендикулярно оси индуктора. На фиг. 1 показана установка в момент задачи трубы в индуктор; на фиг-. 2 то же, в момент выхода трубы из индукУстановка состоит кроме собственно термообрабатываемой трубы 1 из привода 2, сердечника 3, индуктора 4, сердечнвн ка 5, привода 6. Установка работает следующим образом. Перед задачей трубы 1 (фиг. 1) в индуктор 4 сердечник § при опускании прЬЕОда 6 стыкуется с концом трубы 1, заполняя таким образом индуктор 4 и начинает сопровождать трубу с момента ее вхождения в индуктор. В это время сердечник 3 с приводом 2 находятся в подва гйм положении. Перед выходом трубы i вз индуктора 4 (фиг. 2) сердечник 3 при опускании привода 2 стьпсуетФиг.1 64 ся с ковиом трубы 1 и сопровождает трубу до выхода вз индутстора, также обеспечиваяего заполнение. В это сердечник 5 с помощью привода 6 убирается с оси трубы. Таким образом, сердечники 3 и 5, сопровождая концы трубы 1, обеспечивают заполнение ивдутстора 4, т.е. имеет место непрерывность прохождения труб через индуктор. В связи с использованием предлага& МОЙ установки исчезает необходимость применения болыного количества ложных заготовок, извлечения их из трубы и транспортировки для повторного исполь зования. Формула изобретения Установка для нагрева труб, содержащая индуктор и сердечники для сопровождения концов труб, отлич ающаяс я тем, что, с целью обеспечения ра&номерного нагрева труб, сердечники установлены на входе и выходе индуктора и снабжены индивидуальными приводами ИХ вертикального перемещения перпендикулярно оси индуктора. Источники информации, принятые во внимание при экспертизе . 1. Авторское свидетельство СССР ivfe 45367, кл. С 21 D 9/08, 1935. 2.Авторское свидетельство СССР № 581156, кл. С 21D 9/08, 1971. 3.Патент СССР № 264263, КЛ. С 2113 9/08, 1970. 4. Авторское свидетельство СССР № 48558О, кл. С 21D 1/06, 1975. 5. Бодажков В. А. Индукционный нагрев труб. Л., Машиностроение, 1969, с. 92-1О2, 118-119. .f П
