1
Изобретение относится к гальванопокрытиям, в частности к устройствам аля нанесения гальванических покрытий на мелкие детали.
Наиболее близким к предлагае юму является агрегат для нанесения гальва« нических покрытий на мелкие детали, содержащий электролитическую ваану, опоры, перфорированную кассету с крышкой, внутри которой по центру размеш ха труба, а на крышке с внутренней стороны установлен конусный рассекатель струи, катод, систему подачи электролита J
Недостатком этого устройства являет-jj ся неравномерность нанесения гальванического покрытия на мелкие детали, имеюшие возможность сцепления друг с другом, например пружинные шайбы, рыболовные крючки. Эти детали сдепля- 20 ясь в комки, забивают отверсгие грубы, скапливаются на дне кассеты и препятствуют перемешиванию деталей, что обуславливает появление несплошности
покрытия в местах контакта деталей друг с другом.
Цель:, изобретения - интенсификация процесса и повышение качества обработки.
Поставленная цель достигается тем, что в устройстве для нанесения гальванических покрытий на мелкие детали, содержащем электролитическую ванну, перфорированную кассету с крышкой и рассекател04, катод, источник питания и систему подачи электролита, катод снабжен патрубком с отверстиями по торцовой стенке и с соплеими, размешенными на боковой поверхности равномерно по окружности, а рассекатель выполнен из токопроводящего материала и подключен к источнику питания.
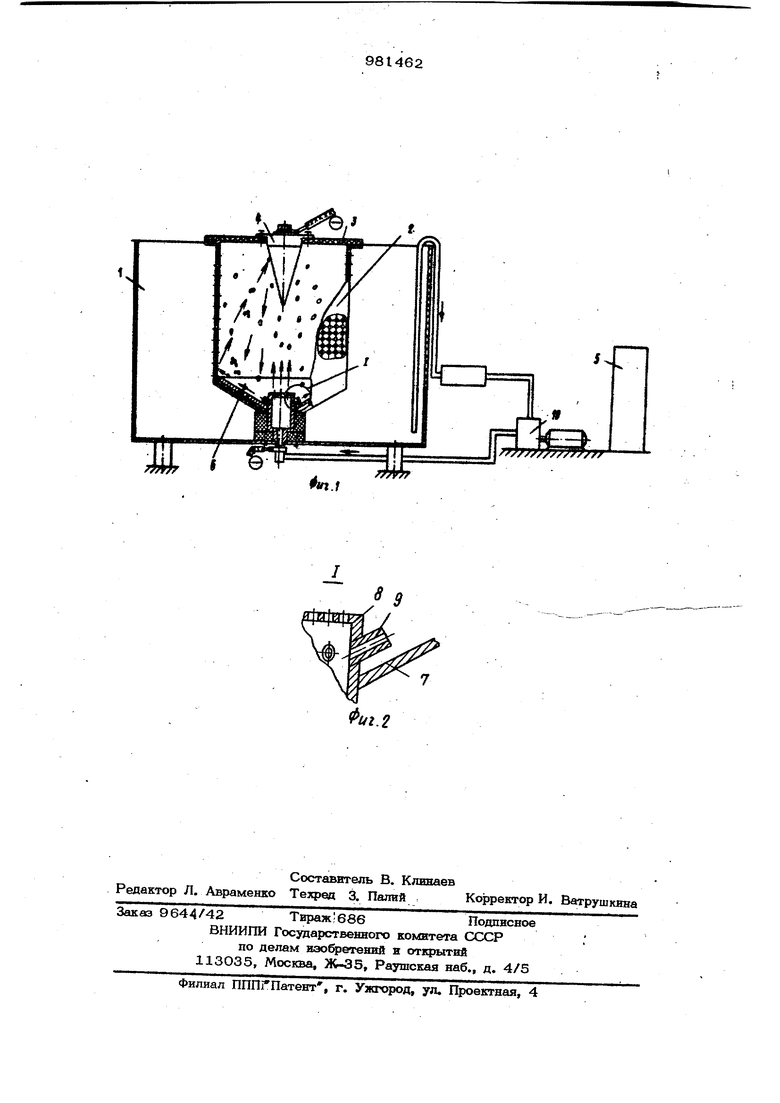
На фиг. I представлено-устройство видена фиг. 2 - узел на фиг. I.
Усгройсгво содержит электролитическую ванну t, внутри которой размещена перфорированная кассета 2 с крьпикой 3, на которой установлен рассекатель 4,
вьтолненный из гокопроводящего материала, соединенный с источником пигания 5 и являкядийся дополни гельньял кагодом, катод 6, вьтопненный в виде конуса 7, снабженного патрубком 8, и размешенный в нижней части кассеты 2, В верхней части патрубка 8.на торпе имеются отверсти$ а на боковой поверхности равномерно по окружности размете-, ны сопла 9, ООН которьгх параллельны внутренней поверхности конуса. Для формирования равномерного потока электролита диаметры отверстий на торце патрубка и диаметры отверстий сопел вьтолнены таким образом, чтобы суммы сечений площадей сопел торцовых отверстий были равными.
Устройство работает следующим образдм.
Кассету 2 с загруженными деталями устанавливают в ванну I. Включают систему Ю подачи электролита, который через отверстия на торце патрубка и сопел поступает в кассету 2.
Под воздействием потока струй электролита детали начинают перемешиваться, часть.деталей уносится непосредственно на рассекатель, а часть деталей, -перемещается вдоль стенок катода 6, ударяется о стенки кассеты I, отбрасываются тоже на рассекатель., и все детали возвращаются вниз. В момент соударения деталей с рассекателем 4, являющимся дополнительным катодом, и катодом 6 происходит процесс нанесения покрытия на детали.
Таким образом, предлагаемое устройfeTBb за счет установки дополнительного
катода позволяет сократить технологическое время обработки деталей, а вьшолнение конусного катода в виде патрубка с соплами позволяет исключить возможность постоянного сцепления деталей, тем самым повысить качество обработки.
Предлагаемое устройство благодаря интенсификации нанесения покрытий и улучшения качества позволяет увеличить производительность в 2 раза и уменьшить брак на 20%.
, Экономический эффект от внедрения предлагаемого изобретения составляет f5 396ОО руб.
ормула изобретения
Устройство для нанесения гальванических покрытий на мелкие детали, содержащее электролитическую ванну, перфорированную кассету с крышкой, рассекатель катод, источник питания и систему подачи электролита, отличающееся тем, что, с цепью интенсификации процесса и повышения качества обработки, катод снабжен патрубком с отверстиями по торцовой стенке и с соплами, размещенньгми на боковой поверхности равномерно по окружности, а рассекатель вьтолнен из токопроводящего материала и подключен к источнику питания.
Источники информации, принятые во внимание при экспертизе.
I. Авторское сврщетельство СССР № 176774, кл. С 25 1 17/16, 1965.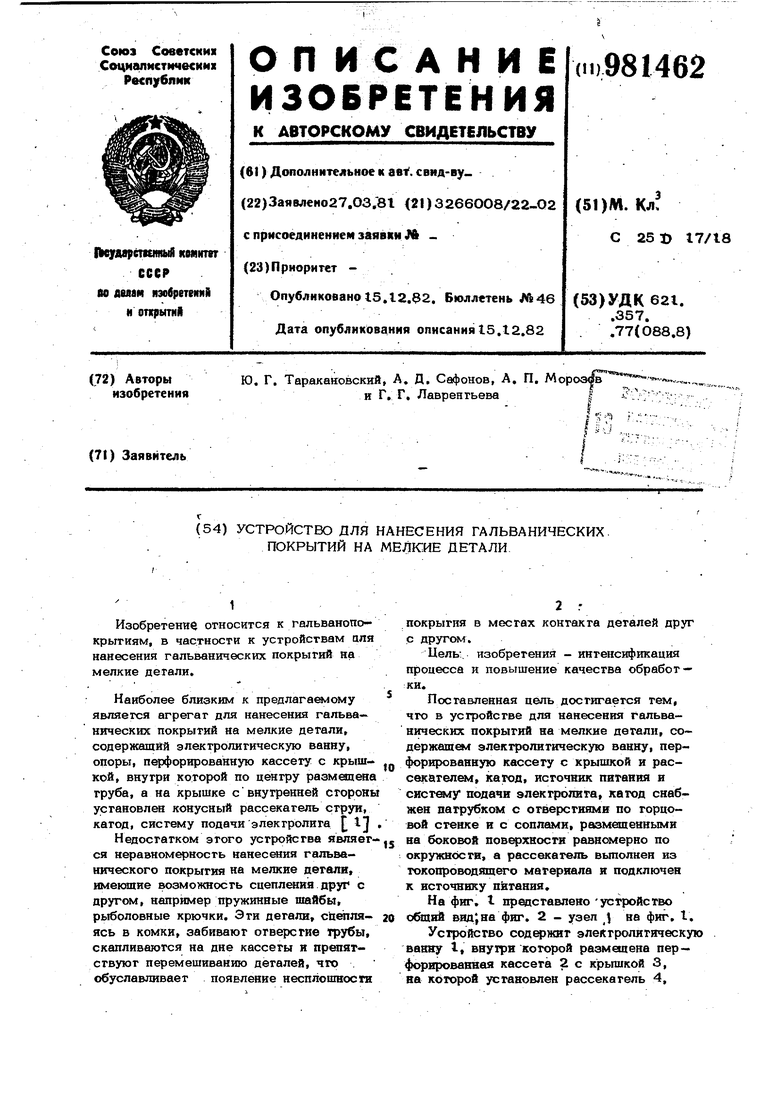
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1965 |
|
SU176774A1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Устройство для нанесения гальванических покрытий | 1972 |
|
SU537634A3 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 1990 |
|
RU2016921C1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |
| Автомат для хромирования элементов пильной цепи | 1979 |
|
SU859487A1 |
| Установка для гальванической обработки | 1981 |
|
SU950805A1 |
| УСТРОЙСТВО ДЛЯ ОСАЖДЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОЛИТИЧЕСКИХ ПОКРЫТИЙ | 1992 |
|
RU2042745C1 |
| Установка для гальванической обработки | 1983 |
|
SU1073344A1 |
| ГАЛЬВАНИЧЕСКАЯ ВАННА | 1992 |
|
RU2042743C1 |