1
Изобретение относится к гальванической обработке и может быть использовано для хромирования внутренней и наружной поверхностей трубных деталей.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является установка для проточного хромирования полых цилиндрических деталей, содержащая напорную емкость с электролитом, насос, электролитический стенд с анодно-катодными элементами, сточную емкость и устройство промывки с клапаном впуска промывочной воды.
В процессе обработки деталь устанавливают в стенд.и поочередно подают в него электролит из напорной е.мкости и промывочную воду из цеховой магистрали. Слив отработанного электролита и воды осуществляется поочередно в общую сточную емкость 1.
Недостатком известной установки является увеличение цикла обработки деталей, связанное с необходимостью затрат вре.мени на стекание электролита и воды после электролитической обработки и промывки, а также на открывание и закрывание крышки, что снижает производительность.
Целью изобретения является повышение производительности за счет сокращения межоперационного времени и интенсификация процесса гальванопокрытия.
5Поставленная цель достигается тем, что
установка для гальванической обработки, содержащая емкость для электролита, насос, проточную ванну с крышкой, анод, катодный держатель обрабатываемой детали
Q с приводом, токосъемники и контур промывки с впускным клапаном промывочной жидкости, снабжена кольцевой камерой для направления потока электролита, концентрично установленной в донной части проточной ванны, а контур промывки расположен в
15 верхней ее части, при этом крышка и токо- съемники расположены на катодном держателе, установленном с возможностью возвратно-поступательного перемещения соосно аноду.
Анод выполнен в виде стержня с закрепленной на не.м сменной рубашкой.
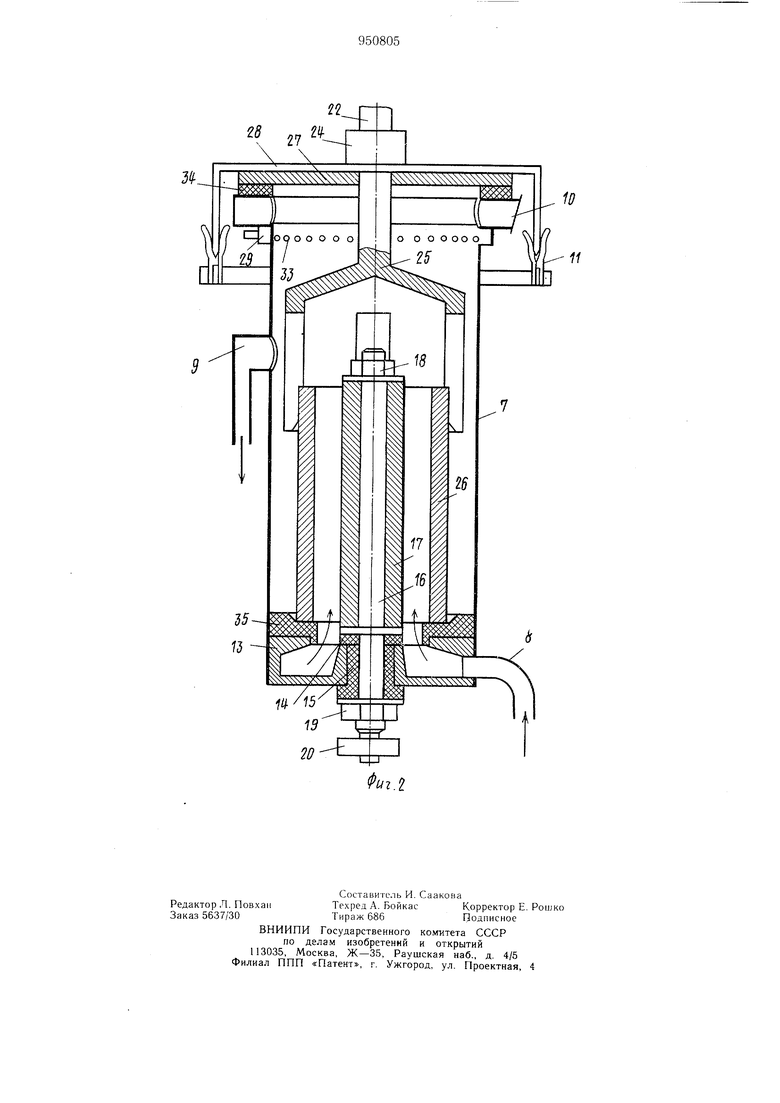
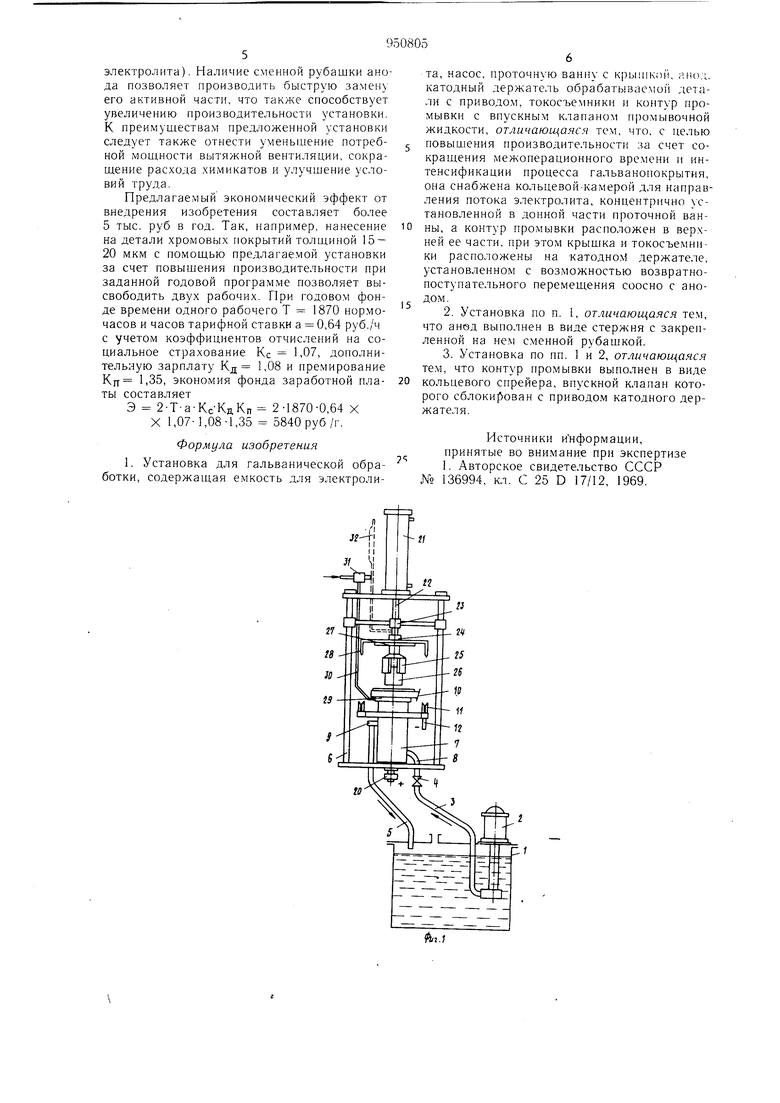
Контур промывки выполнен в виде кольцевого скрейера, впускной клапан которого сблокирован с приводом катодного держателя. На фиг. 1 представлена установка, общий вид; на фиг. 2 - проточная ванна. Установка содержит емкость для электролита 1, насос 2, напорный трубопровод 3 с вентиле.м 4, сливной трубопровод 5, электрический стенд 6, источник электропитания и пульт управления (последние не показаны). На стенде 6 установлена проточная ванна 7 с входным патрубком 8, сливным трубопроводом 9 и кольцевой камерой бортового отсоса И), снаружи ванны 7 сим.метрично установлены подпружиненные катодные контакты 11, связанные токопроводо.м 12 для подключения к источнику тока. В донной части проточной ванны 7 установлена камера 13 для направления потока электролита в зону обработки, выполненная, например, в виде полости с обращенной вверх кольцевой щелью. В центре камеры 13 на изолирующих втулках 14 и 15 вертикально установлен анод, выполненный, например, в виде токонесущего стержня 16 со сменной рубащкой 17, закрепленной гайкой 18. Нижний конец стержня 16 закреплен гайкой 19 и снабжен токопроводом 20 для подключения к источнику тока. Над ванной 7 установлен привод 21 со щтоком 22 6 направляющей 23. На щтоке 22 посредством изолирующей муфты 24 закреплен катодный держатель 25 обрабатываемой детали 26, выполненный, например, в виде цилиндрической цанги с продольными прорезями. Держатель 25 и шток 22 установлены с возможностью возвратно-поступательного перемещения соосно аноду. На держателе 25 жестко закреплены крышка 27 ванны 7 и токосъемники 28, установлен1Тые с возможностью взаимодействия с подпружиненными контактами 11. В верхней части ванны 7 установлен контур дозированной струйной промывки, выполненный в виде кольцевого спрейера 29, расположенного концентрично оси анода ни же камеры бортового отсоса 10, с входным патрубком 30 и клапаном впуска промывочной жидкости 31, который сблокирован с приводом катодного держателя 25, например, посредством пускового кронштейна 32, установленного на щтоке 22 с возможностью взаимодействия с клапаном 3. Спрейер 29 выполнен, например, в виде ряда отверстий 33 в стенке ванны 7, объединенных наружным коллектором. Для электроизоляции держателей 25 и детали 26 от корпуса ванны 7 установлены эластичная прокладка 34 и опорный фланец 35 с выточкой для фиксации положения нижнего конца детали 26. Установка работает следующим образо.м (управление осуществляется с пульта). В исходном состоянии держатель 25 вместе с крыщкой 27 и токосъемниками 28 находится в крайнем верхнем положении над ванной 7, клапан 31 закрыт, вентиль 4 открыт, насос 2 выключен. В держатель 25 устанавливают деталь 26, а затем с помощью привода 2 отпускают держатель 25 с деталью 26 в ванну 7 до упора детали 26 во фланец 35. При этом крыщка 27 закрывает ванну 7, токосъемники 28 входят в контакты М, а деталь 26 занимает положение концентрично аноду. Зате.м включают насос 2, в результате чего нагретый электролит подается из емкости 1 по трубопроводу 3 и входно.му патрубку 8 в камеру 13, которая фор.мирует поток электролита и направ.чяет его во внутреннюю полость детали 26. После прогрева детали 26 с электролитом включают источник тока и ведут электролитическую обработку по заданно.му режи.му. В процессе работы электролит, пройдя зону обработки детали 26, сливается через прорези держателя 25 в ванну 7, откуда через патрубок 9 и трубопровод 5 стекает в емкость 1. После окончания электролитической обработки отключают источник тока и, с помощью привода 21, подни.мают держатель 25 с деталью 26 из ванны 7. При это.м, как только держатель с деталью достигают зоны струйной промывки, автоматически открывается клапан 3J и промывочная жидкость подается в епрейер 29, откуда через отверстия 33, направленные внутрь ванны 7 под углом, например, О-45° к горизонтальной плоскости, многочисленны.ми струями направляется на движущиеся держатель 25 и деталь 26, проникает внутрь детали через прорези в держателе и, промывая внутреннюю и наружную поверхности держателя и детали, стекает в ванну 7. После выхода детали 26 из зсиы промывки клапан 31 авто.матичес:ки закрывается. Когда же .держатель 25 остановится в крайнем верхне.м положении, то из него извлекают промытую деталь и закладывают с:1едующую деталь, которую опускают и обрабатывают по описанно.му циклу. При опускании детали в ванну 7 клапан 31 не открывается. Дозирование промывки устанавливают при отладке установки. .При этом блокировку клапана 31 с помощью, например, кронштейна 32 настраивают таким образом, чтобы объем промывочной жидкости, приходящийся на одну обрабатываемую деталь, не превыщал объем воды, испаряющейся из электролита в емкости 1 и ванне 7 за среднесуточное время обработки одной детали. Преи.мущества предложенной установки по сравнению с известными состоят в том, что увеличивается производительность за счет сокращения межоперационного времени (так как подъем детали, слив электролита и промывка совмещены по времени), а также за счет интенсификации процесса гальванопокрытия (так как электролиз под уровнем электролита в закрытой проточной ванне осуществляется при более высоких плотностях тока и большей скорости движения
электролита). Наличие сменной рубашки анода позволяет производить быструю замену его активной части, что также способствует увеличению производительности установки. К преимушества.м предложенной установки следует также отнести уменьшение потребной мощности вытяжной вентиляции, сокращение расхода химикатов и улучшение условий труда.
Предлагаемый экономический эффект от внедрения изобретения составляет более 5 тыс. руб в год. Так, например, нанесение на детали хромовых покрытий толщиной 1520 мкм с помощью предлагаемой установки за счет повышения производительности при заданной годовой программе позволяет высвободить двух рабочих. При годовом фонде времени одного рабочего Т 1870 нормочасов и часов тарифной ставки а 0,64 руб./ч с учетом коэффициентов отчислений на социальное страхование Кс 1,07, дополнительную зарплату Кд 1,08 и пре.мирование Кп U35, экономия фонда заработной платы составляет
Э 2-Т-а-Кс-КдКп 2-1870-0,64 X X 1,07-1,08-1,35 5840 руб/г.
Формула изобретения
1. Установка для гальванической обработки, содержащая емкость для электролита, насос, проточную ванну с крьппкой, лно.ч. катодный держатель обрабатываемой детали с приводом, токосъемники и контур промывки с впускным клапаном п)омывочной жидкости, отличающаяся тем, что, с целью
повышения производительности за счет сокращения межоперационного времени и интенсификации процесса гальванопокрытия, она снабжена кольцевой-камерой для направления потока электролита, концентрично установленной в донной части проточной ванны, а контур промывки расположен в верхней ее части, при этом крышка и токосъе.мники расположены на катодном держате,1е, установленном с возможностью возвратнопоступательного перемещения соосно с анодом.
2.Установка по п. 1, отличающаяся тем, что анод выполнен в виде стержня с закрепленной на не.м сменной рубашкой.
3.Установка по пп. 1 и 2, отличающаяся тем, что контур промывки выполнен в виде
кольцевого спрейера, впускной клапан которого сблокирован с приводом катодного держателя.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 136994, кл. С 25 D 17/12, 1969.
П
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для гальванической обработки | 1983 |
|
SU1073344A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Устройство для гальванопокрытия | 1979 |
|
SU840214A1 |
| Устройство для локального гальванопокрытия | 1988 |
|
SU1507876A2 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| УСТАНОВКА ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2010 |
|
RU2511732C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ НА ЦИЛИНДРИЧЕСКИЕ ДЕТАЛИ | 2024 |
|
RU2835977C1 |
| Автоматическая линия для электрохимической обработки внутренних поверхностей крупногабаритных изделий | 1988 |
|
SU1581783A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |