(54) АВТОМАТ ДЛЯ ХРОМИРОВАНИЯ ЭЛЕМЕНТОВ ПИЛЬНОЙ ЦЕПИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированный комплекс для формирования наноструктурированных хромовых покрытий | 2022 |
|
RU2786270C1 |
| Автоматическая установка для нанесения покрытия | 1984 |
|
SU1281608A1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автоматическая линия для электрохимической обработки внутренних поверхностей крупногабаритных изделий | 1988 |
|
SU1581783A1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Устройство для локального хромирования изделий | 2021 |
|
RU2780611C1 |
| Установка для нанесения гальванических покрытий на мелкие детали | 1981 |
|
SU996528A1 |
| Способ упрочнения поверхности прокатно-прессового инструмента с применением хром-кадмиевого электролита | 2022 |
|
RU2816966C2 |
Изобретение относится к нанесению гальванических покрытий, в частности к оборудованию для электролитического нанесения хрома.-5
Известна линия для нанесения покрытий на мелкие детали, содержащая ряд ванн, расположенных по ходу технологического процесса, и механизмов для транспортировки деталей из одйой JQ ванны в другую, связанные с приво дсян посредством муфты, выполненных в виде параллельных поворотных рычагов с изогнутым свободным концом, образующим в сборе с подвижной штан- j гой захват, причем на нижнем конце штанги установлен ролик, опиракмцийся на фигурную поверхность копира.Детали для нанесения покрытий помещают в барабан М.20
Недостаткгими этой линии являютсй низкая производительность из-за того, что механизм переноса, выполненный в виде поворотного рычага, совершает возвратнопоступательное движениеj 5 большой расход материала при нанесении покрытия, так как покрытие осуществляют на всей поверхности детали, т.е. нельзя осуществить местное покрытие; низкое качество покрытия
так как детали находятся в барабане навалом.
Известно устройство для гальванической обработки деталей, содержащее ванны, расположенные по окружности, и поворотный стол, на котором установлен механизм переноса деталей из одной ванны в другую, выполненный в BHjfb кривошипа, на одно плечо ко.торого навешиваются детали, а на другое, установленное в корпусе жестко закрепленного к поворотному столу подшипника, закрепляют шестеЕ ню,входящую в зацепление с неподвижно закрепленным на борту ванны зубчатым секторе, количество зубьев которого равно количеству зубьев шестерни
Однако в этом устройстве большая занимаемая площадь из-за большого объема ванн, сложная конструкция изза наличия узла для поворота механизма переноса деталей и наличия ПОДВРсок для деталей и малая производительность, обусловленная переносом деталей из одной ванны в другую.
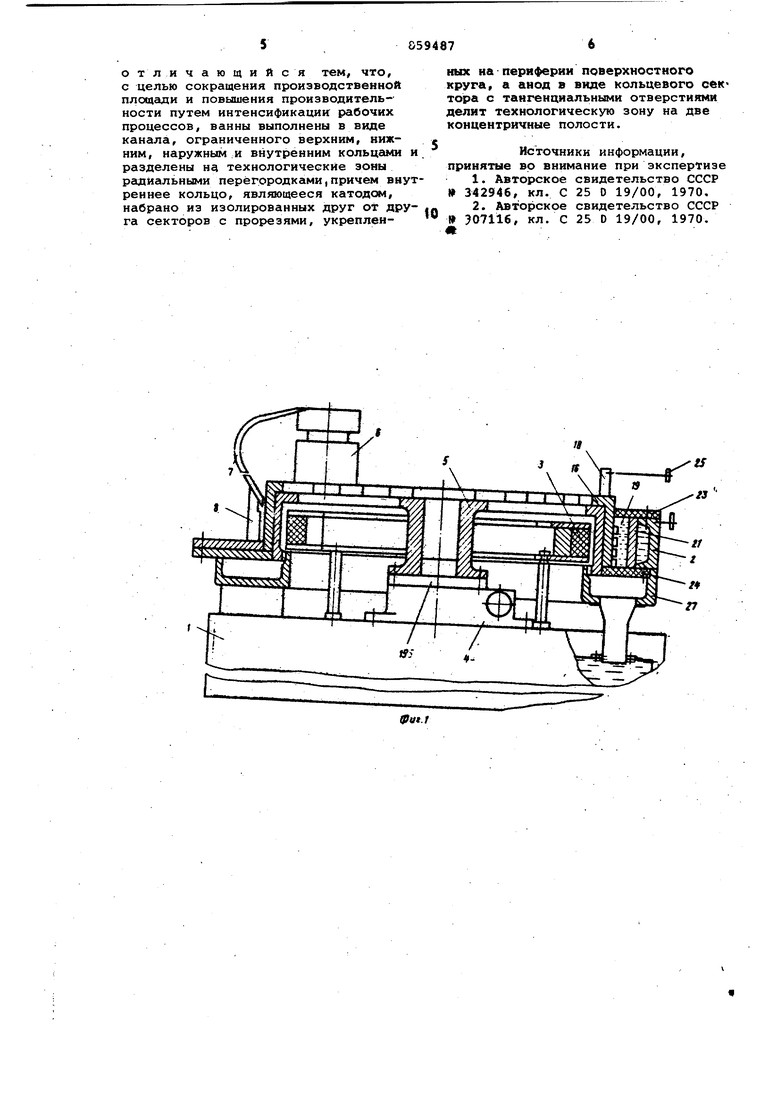
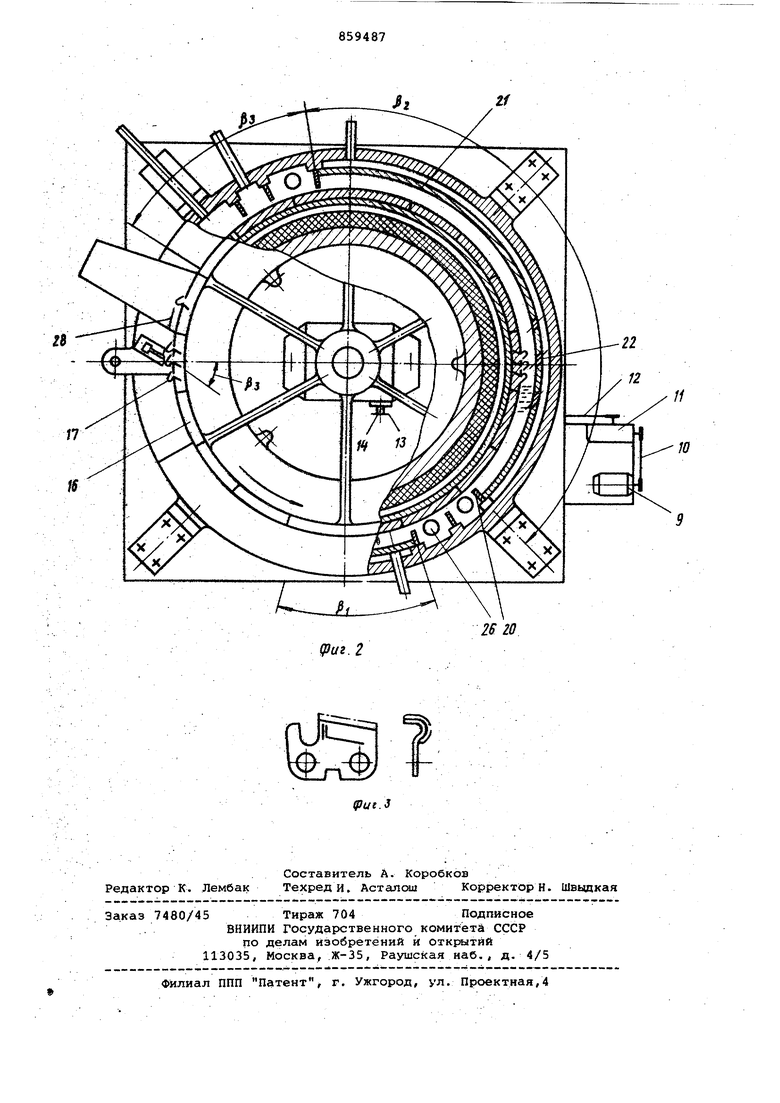
Цель изобретения - сокращение занимаемой площади и повышение производительности за счет интенсификации процесса. Указанная цель достигается тем, что ванны выполнены в виде канала, ограниченного верхним наружным и внутренним кольцами и разделенного технологические зоны радиальными пе регородками , причем внутреннее коль цо, являющееся катодом, набрано из изолированных друг от друга секторов с прорезями, укрепленных на периферии, а анод кольцевого сектора с та генциальными отверстиями делит технологическую зону на две концентрические полости. На фиг. 1 изображен гл,авный вид f линии, разрез; на фиг. 2 - вид линии сверху, с местным вырывом; на фиг. 3 - строгающий элемент пильной цепи. Автоматическая линия состоит из станины 1, на кот-орой смонтированы ванна 2 в виде проточного кольцевого канала, электромагнит 3 для удержания элементов пильной цепи, поворотный стол 4с кругом 5, автомат 6 питания вибрационного типа с лотком 7 и питателем 8,привод 5 поворотног круга, содержащий электродвигатель ременную передачу 10, редуктор 11, цепную передачу 12, ведомая звездочка 13 которой насажена на ось червяка 14 поворотного стола 4 а на диске 15 поворотного стола 4 укреплен поворотный круг 5. На периферии поворотного круга 5 закреплены секторы 16с прорезями 17 для деталей. Секто ры .16 изолированы друг от друга и от поворотного круга 5, за исключением верхнего торца и стенок прорезей 17 для деталей. Прорези 17 в секторе 16 выполнены наклонными к ободу поворотного круга 5,угол наклона прорезей 17 выбирают в зависимости от площади притягиваемого элемента. Для увеличения производительности и более полного использования поверхности секторов 16 расстояние между прорезями выбирают минимальным. Ток к деталям подводится через торец секторюв 16 с помощью щеток 18 Ванны 2 выполнены в виде единого канала, размешенного концентрично от носительно поворотного круга 5 таким образом, что секторы 16 с прорезями 17служат одновременно подвижной стенкой ванны 2. Ванна 2 имеет прото нуй канал 19, разделенный поперечными перегородками 20 на технологические зоны: декапирования: (/Ь) , .х зомирования (Р. окончательной обработки ( Pl;) . Проточный канал 19 в зонах декапи рования и хромирования разделен анодом 21 на две продольные, полости Анод 21 в зонах декапирования и хромирования имеет отверстия 22, направ ленные тангенциально к ободу поворотного круга 5. Горячая вода и электролит подаются насосами (не показаны). Проточный канал 19 сверху и снизу прикрыт крьшжами 23 и 24, выполненными из изоляционного материала. Механизм удержания деталей в прорезях 17 секторов выполнен в виде электромагнита 3, размещенного внутри поворотного круга 5 и закрепленного на станине 1 автоматической линии. Автомат работает следующим образом. Элементы пильной цепи ориентируются в вибрационном автомате 6 пи,-гания и по лотку 7 поступают в питатель 8, который устанавливает элементы группами по 4 шт в.прорези 17 секторов 16 при непрерывном вращении последних вместе с поворотным кругом 5. Поворотный круг 5 приводится во вращение от электродвигателя 9 через ременную-передачу 10, редуктор 11, цепную передачу 12, червячный редуктор поворотного стола 5 и диск 15. Элементы пильной цепи удерживаются в прорезях 17 с помощью электромагнита 3. При дальнейшем вращении элементы пильной цепи проходят последовательно через различные технологические зоны ванны 2, выполненной в виде сектора с проточным каналом 19. Ток к секторам 16 подводят через щетки 18, а к аноду - с помощью шин 25. В зоне хромирования электролит, выходя под давлением из отверстий 22 анода 21, омывает элементы пильной цепи. Постоянный уровень электролита поддерживают с помощью вентиля (не показан). Часть электролита в этой зоне вытекает через зазор между сектором 16 поворотного круга 5 и крышкой 24, остальная часть электролита через сливные воронки 26 вытекает в желоб 27. Когда элемент пильной цепи проходит последнюю технологическую зону, он удаляется из прорезей 17 секторов i6 съемником 2.8. Такое выполнение автоматической линии для хромирования обеспечивает местное хромирование элементов пильной цепи с Г-образным зубом при непрерывном перемещении этого элемента, уменьшает занимаемую площадь, упрощает конструкцию и улучшает технику безопасности при хромировании за счет проведения процесса хромирования в замкнутом проточном канале. . . Формула изобретения Автомат дли хромирования элементов пильной цепи, содержащий ряд технологических ванн, размещенных концентрично относительно поворотного круга. отличающийся тем, что, с целью сокращения производственной площади и повышения производительности путем интенсификации рабочих процессов, ванны выполнены в виде канала, ограниченного верхним, нижним, наружным и внутренним кольцами разделены на технологические зоны радиальными перегородками,причем вну реннее кольцо, являющееся катоде, набрано из изолированных друг от дру га секторов с прорезями, укрепленных на периферии поверхностного круга, а анод в виде кольцевого сек тора с тангенциальными отверстиями делит технологическую зону на две концентричные полости. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 342946, кл. С 25 D 19/00, 1970. 2.Авторское свидетельство СССР 0711б, кл. С 25 D 19/00, 1970.
(Риг. 2
