Иэобретениг огеосжТся к устройствам для навивки арматуры в виде спирзлн при нэтотовлении железобетонных изделий.
Известна установка дня изготовления арматурного каркаса для железобетонных изделий типа труб, оодержаищя , каретку перемещения каркаса с планшеткой, мотовяла для продольной арматуры, MexaifflSM выдачи огаральной арматуры и механизм неревлетегаш арматуры со спиральной.
Недостатком зтой установки является ( расход зиергии для фивода механизма выдачи ашральной арматуры, шхжольку его повороттая часть нес«т на себе; кассету навивной арматуры, что уве1шчив..вт его габариты.
Известна и установка для няЬивкн арматуры в виде спирали при изготовлении каркасов железо6ет1.яных изделий, содержащая самоходный портал, установленные на нем кассеты дгч навиваемой арматуры и поворотнь в планшайбы с приводом, с помощью которых осуществляется сматьгоанне арматуры с кассет. Данная установка считается наиболее близкой к bJo6peTeiaira по технической сущности и достигагмому результату. Недостажом
ее является невозможность изготовления каркасов с гибкой продольной арматурой.
Цель изобретения - обеспечить возможность Изготовления каркасов с гибкой продольной арматурой.
Для этого установка снабжена барабаном для гибкой продольной арматуры и полыкш осями, внутри которых закреплены диафрагмы с отверстиями и направляющими дпя продольной арматуры, а кассеты и планшайбы установлены Fa полых осях. Для обеспечения возможности регулирсшания натяжения навивной арматуры, установка снабжена регулируемыми 4чрккоионными, колодками, вза модействующими с поверхностями кассет.
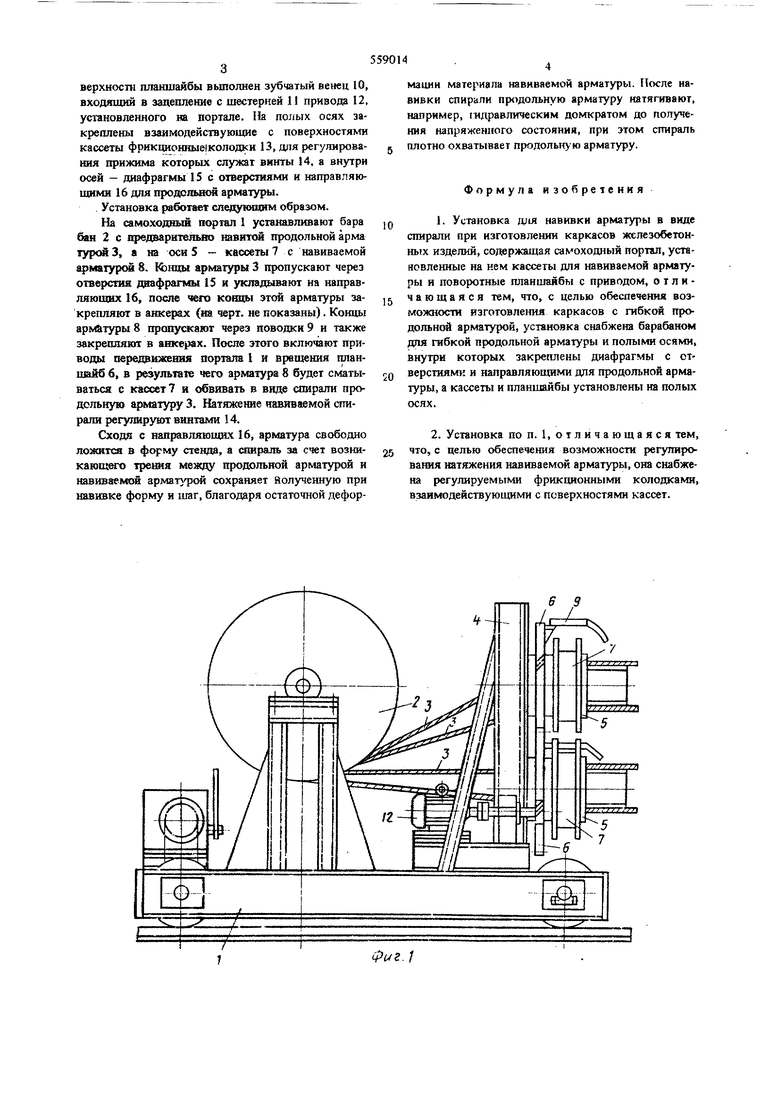
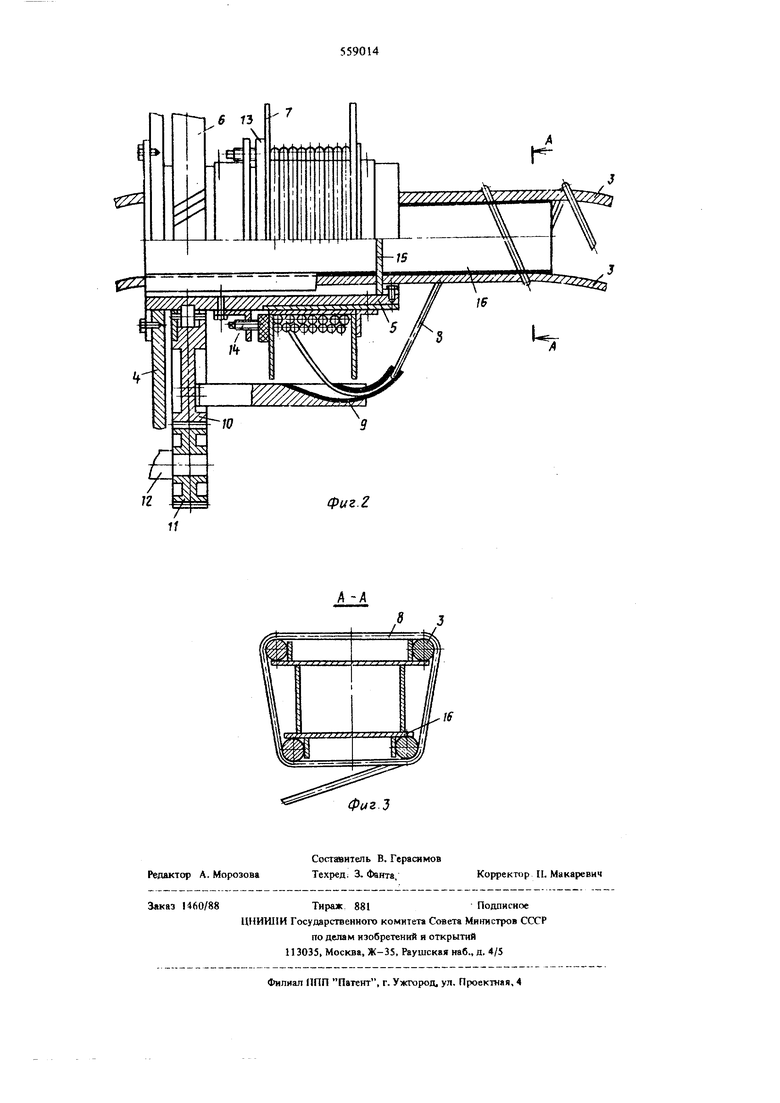
На фиг. 1 изображен общий установки; на фиг. 2 - полая ось с устаисшленными на ней кассетой и планшайбой; на фиг. 3 - установка, разрез по А-А на фиг. 2.
Установка состоит из самоходного портала 1, на котором установлен барабан 2 дпя гибкой продольной арматуры 3 и рама 4, на которсй закреплены полые ося 5. На каждой полой оси установлеш поворотная планшайба 6 и кассета 7 для навиваеАюй арматуры 8, которая пропущена через поводок 9, прикрепленньгй к лСпаншайбе. На поверхностн плашиайбы вьшолнен зубчатый венец 10, входящий в зацепление с шестерней II привода 12, установленного m портале, Ik полых осях закреплены взаимодействующие с поверхностями кассеты фрикционные)колодки 13, для регулирования прижима которых служат винты 14, а внутри осей - диафрагмы 15 с отверстиями и направляющими 16 для продольной арматуры.
Установка работает следуюоаснм образом.
На самоходный псфтал 1 устанавливают бара бан 2 с 1федварнтелыю навитой продольной арма тур(3, а ш оси 5 - кассеты с навиваемой арматурой 8. К)нцы арматуры 3 пропускают через отверспш диафрагмы 15 и укладывают на направляющих 16, после чего концы этой арматуры закрепляют в анкерах (на черт, не показаны). Концы арматуры 8 прсшускают через поводки 9 и также закрепляют в . После этого включают приводы передвижения портвла i и врешения планшайб 6, в результате чего арматура 8 будет сматываться с кассет и обвивать в виде спирали продольную ялатуру 3. Натяжение навиваемой спирали регулирзоот винтами 14.
Сходя с направляющих 16, арматура свободно ложктся в форму стенда, а спираль за счет возникаю{цего между продольной арматурой и навиваемой арматурой сохраняет йолученную при навивке форму и шаг, благодаря остаточной деформации материала навиваемой арматуры. После навивки спирали продольную арматуру натягивают, например, гниравлическим домкратом до получения напряженного состояния, при этом спираль плотно охватывает продольную арматуру.
Формула изобретения
I. Установка навивки арматуры в виде спирали при изготовлении каркасов железобетонных изделий, содержащая самоходный портал, установленные на нем кассеты для навиваемой арматуры и поворотные планшайбы с приводом, отличающаяся тем, что, с целью обеспечения возможности изготовления каркасов с гибкой продольной арматурой, установка снабжена барабаном для гибкой продольной арматуры и полыми осями, внутри которых закреплены диафрагмы с отверстиями и направляющими для продольной арматуры, а кассеты и планшайбы установлены на полых осях.
2. Установка по п. 1, отличающаяся тем, что, с целью обеспечения возможности регутшрования натяжения навиваемой арматуры, она снабжена регулируемыми фрикционными колодками, взаимодействующими с поверхностями кассет.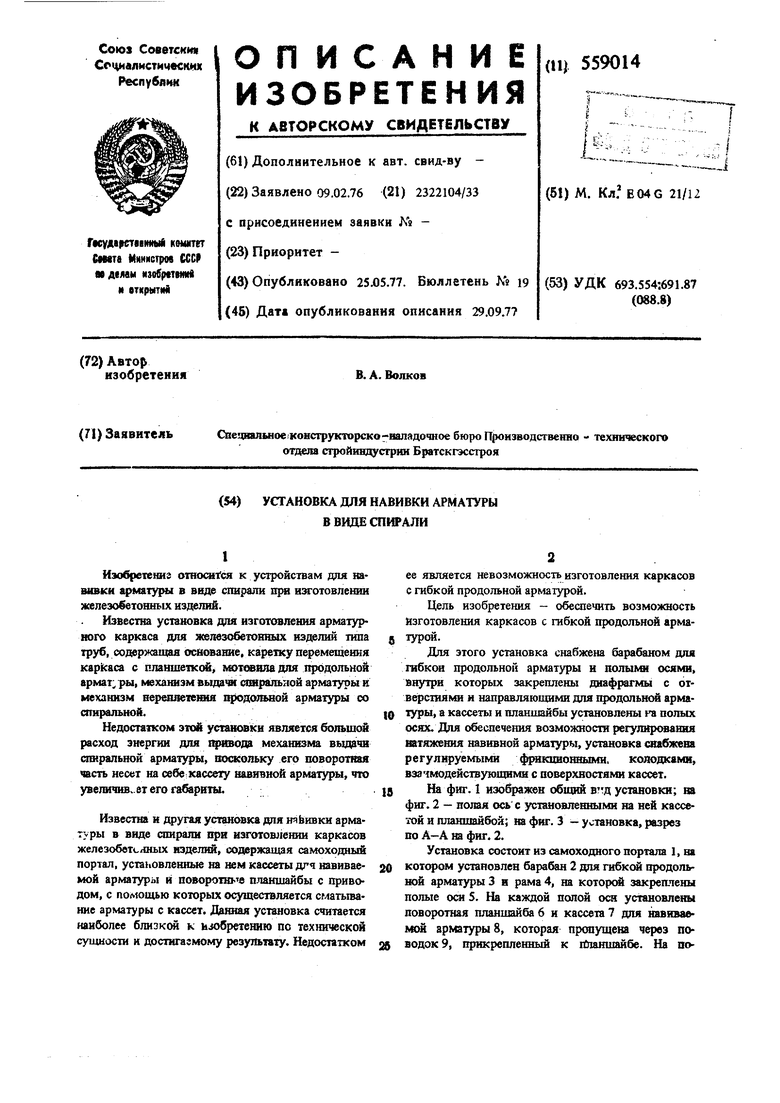
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАМОТКИ АРМАТУРЫ В ВИДЕ СПИРАЛИ | 1969 |
|
SU253339A1 |
| Установка для изготовления арматурныхКАРКАСОВ | 1979 |
|
SU800324A1 |
| Напорный турбинный трубопровод и способ его изготовления | 1983 |
|
SU1161637A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1980 |
|
SU981546A1 |
| Устройство для изготовления армокаркасов негабаритных напорных водоводов | 1984 |
|
SU1202672A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| Напорный турбинный трубопровод и способ его изготовления | 1980 |
|
SU949060A1 |
| Станок для изготовления арматурных каркасов и железобетонных труб | 1976 |
|
SU613060A1 |
| Стенд для изготовления арматурного каркаса для бетонных труб | 1984 |
|
SU1236085A2 |
| Арматурно-навивочная машина | 1966 |
|
SU1305280A1 |
.1
Фиг.г
