Предл-агаемая установка позвОоТяет осуществлять расфасовку сыпучих веществ в бумажную двойную обертку с большей производительностью, чем иЗВестные автоматы.
Установка выполнен а в виде непрерывно движущегося комплектовочного KOHBeftcpia, соединенного с дозаторами (весовыми или объемными) и расфасовочным автоматом.
Весовые дозаторы размещены по ходу непрерывно движущегося комплектовочного KOHBeiiepia, состоящего мз укрепленных на цепи стаканов с ОТКИДНЫМ дном, в которые засыпаются дозы от весов-автоматов через воронки, перемещающиеся вместе со стаканами по мере и.х наполнения и возвращающиеся в исходное положение к весам-автоматам по заполнении стаканов.
Объемный дозатор выполнен з виде вращающегося вокруг вертиК1альной оси кольца с мерными камерами, заполняемыми из бункера дозируемым веществом, подаваемым на ходу в стаканы конвейера через окно неподвижного поддона кольца на участке пересыпания продукта.
Расфасовочный ;автомат выполнен в виде двух конвейеров, расположенных ЮДИН над другим- Верхний конвейер служит для изготовления пакетов, а нижний-для их з аполнения и запечатыван 1я. Загибка бумаги вокруг форм, расположенных на вepxнe конвейере, производится гибочными неподвижными щинами и струями воздуха.
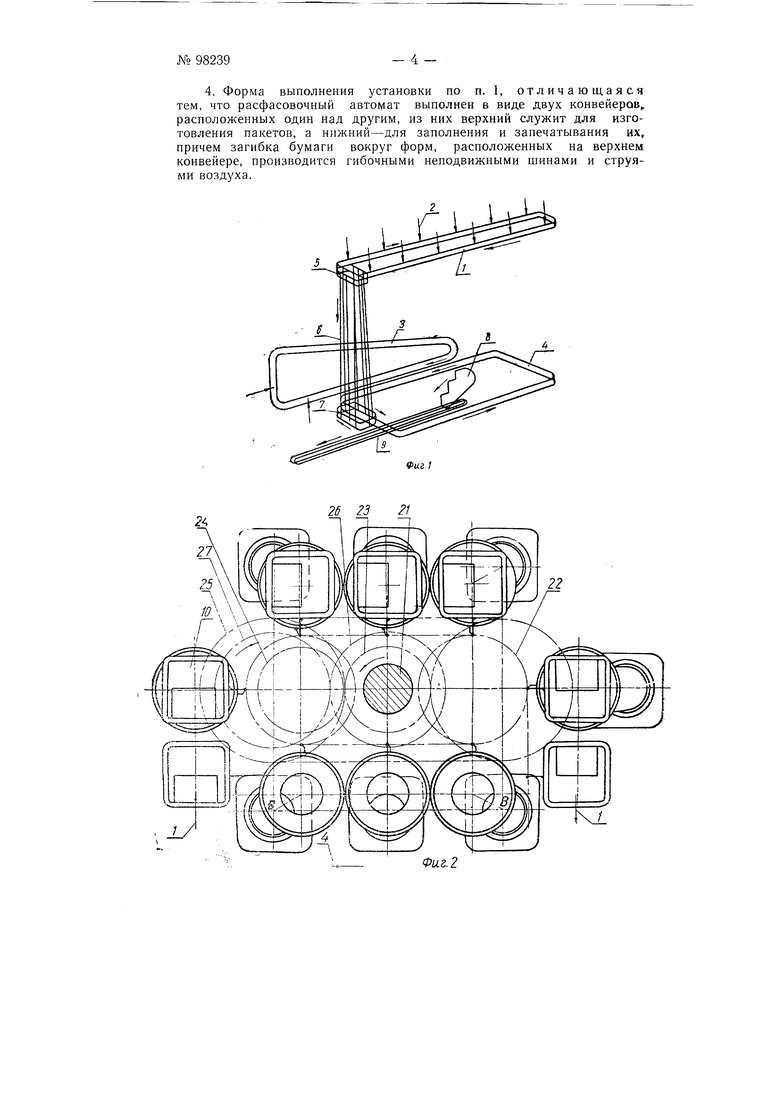
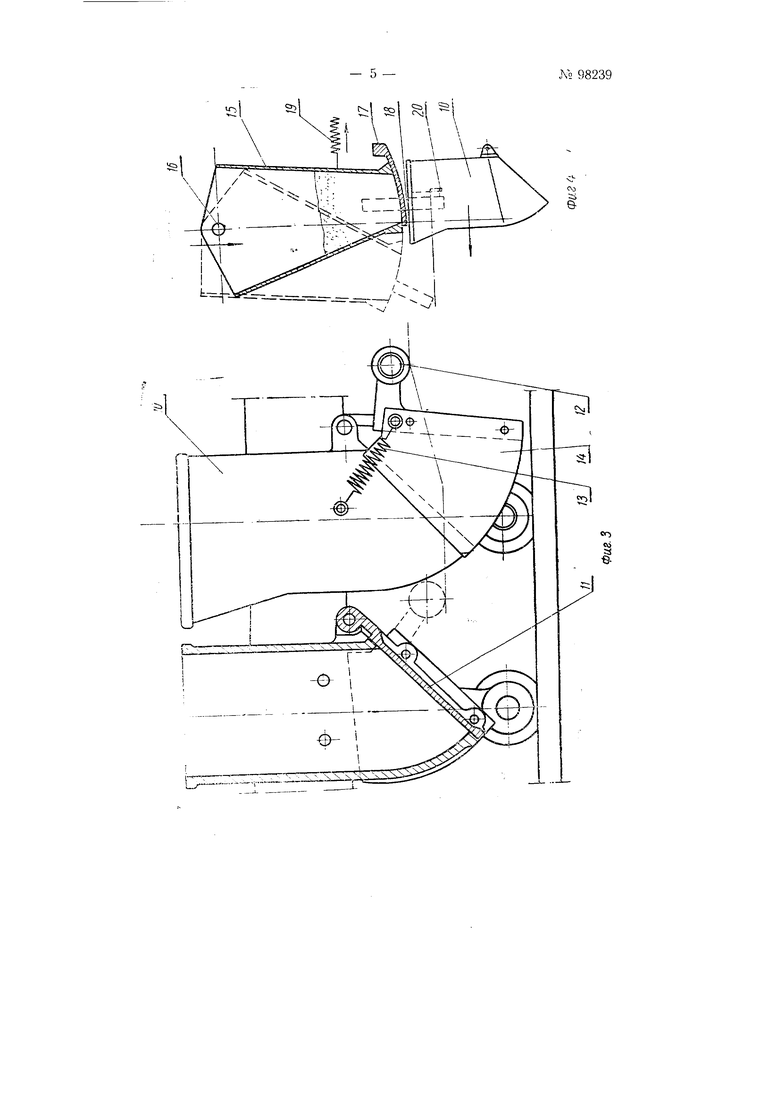
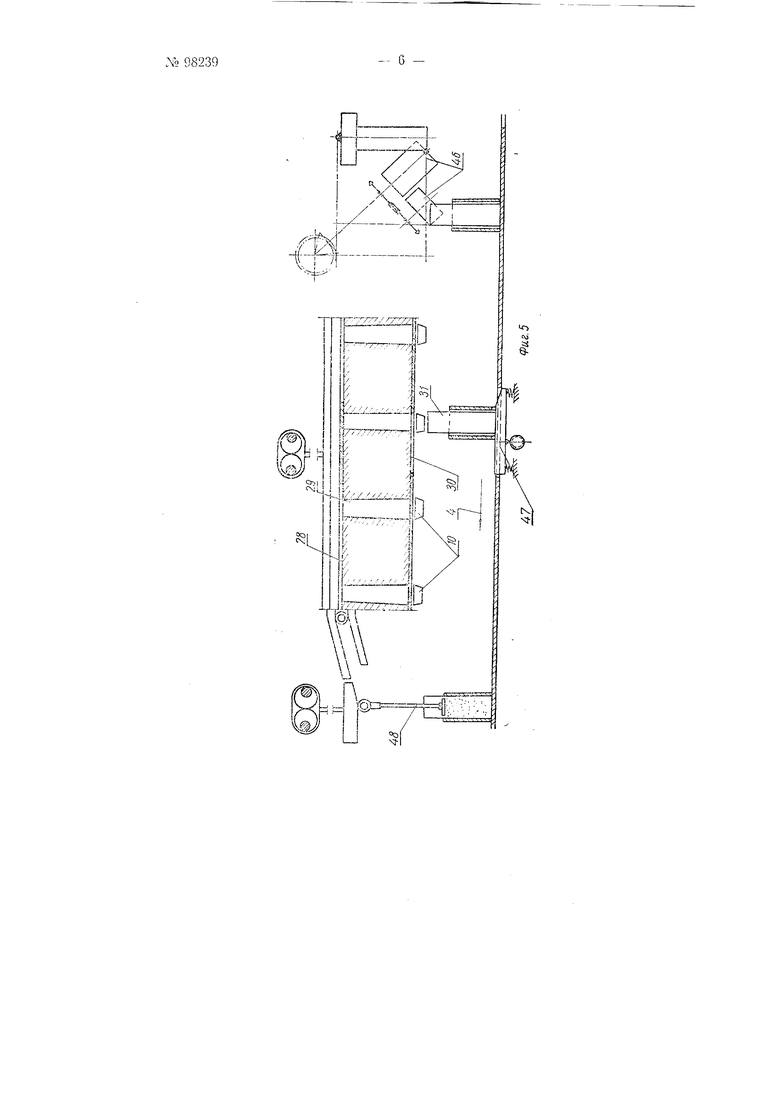
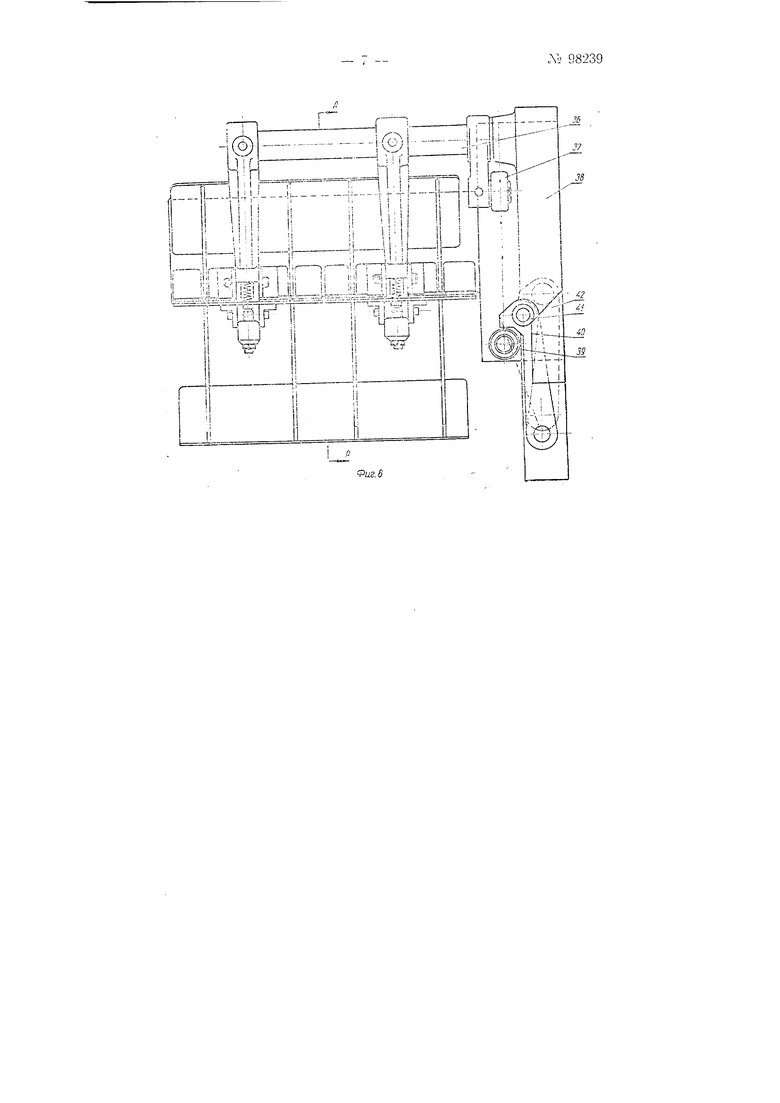
На фиг. 1 изображена схема установки; па фиг. 2-комплектовочный конвейер (вид в плане); на фиг. 3-стакан комплектовочного конвейера; на фиг. 4-стакан и воронка комплектовочного конвейера; на фиг. 5-объемный дозатор; на фиг. б и 7-гибочный лгеханизм в двух проекциях.
Установка включiasт в себя непрерывно движущийся комплектовочиый конвейер /, вдоль которого расположены весовые или объем№ 98239
ные дозаторы 2 и расфасовочный автомат, имеющий два коивейера 3 и 4, расположенные один над другим. Верхний конвейер -3 служит для изготовления пакетов, а нижний конвейер, 4-для заполнения их продукцией и занечатывания.
При размещении комплектовочного конвейера / и конвейера 4 на разных уровнях между ними устанавлива(ется п ередаточное 1устройство, состоящее из приемных воронок 5, труб 6 и коиильников 7Наполненные продукцией и запечатанные пакеты поступают на ступенчатый конвейер 5 и транспортером 9 выводятся из установки.
Hia цепи движущегося непрерывно, с постоянной скоростью комплектовочного конвейера / укренлены стаканы W, в которые засыпаются дозы продукта из дозаторов 2. Стаканы 10 выполнены с откидным дном 11, открываемым при встрече ролика 12 с путевым шаблоном (на чертеже не Обозн-ачены) и закрываемым пружиной 13. Опорожнение стаканов 10 происходит на участках разворота конвейера 1, поэтому ;во из бежание относа частиц продукта центробежной силой на наружной стороне дна // имеется щиток 14.
Дозы продукта из весовых дозаторов 2 засынаются через воронки 15 при повороте последних вокруг осей 16, на которых они подвешены.
Воронки 15 имеют перекрываемое неподвижным поддоном 17 окно, расположенное в нижней части корпуса, снабженного рычагом 18 и пружиной 19, оттягивающей воронку 15 до упора пошдона.
При движении комплектовочного конвейера упор 20 стакана 10, встречая на своем пути рычаг 18 ворон1ки 15, отклоняет последнюю, причем нижний срез воронки приобретает скорость движения комплектовочного конвейера /.
Воронка 15 движется со стаюаном 10 во время его наполнения и по заполнении его продуктом под действием пружины/Р перемещается в исходное положение к дозаторам.
Для 0|беспечения определенного порядка заполнения дозами продукта стаканов 10 воронки 15 имеют различную в горизонтальной плоскости расстановку 18, а стаканы 10-различную расстановку упоров 20.
Комплектовочный конвейер / и передаточное устройство получают движение от вертикального вала 21. Цепи, несущие воронки 15, приводятся звездочма:ми 22, получающими через щестерни 23 и 24 движение от Вала 21. Цепи, несущие копильники 7 передаточного устройства, приводятся звоздочками 25, получающими движение от вала 21 через шестерни 26 и 27Для продуктов, требующих большой точности дозировки в установке применены объемные дозаторы, выполненные В вщде вращающегося вокруг оси кольца 28 с мерными камерами 29, заполняемыми из бункера дозируемым продуктом, подаваемым на ходу в стаканы 10 комплектовочного конвейера / через окно неподвижного поддона 30 на участке пересыпания продукта.
Дозированный продукт поступает в оакеты 31, изготавливаемые на конвейере 3 расф-асовочного автомата.
Бумажная заготовка для изготовления пакетов подается на форму 3f и зяиемляется на ней прижимами.
: |;;гкбка бумаги вокруг формы 32 производится неподвижными щинами 33 н струями воздуха.
1ибочные механизмы смонтированы по обеим сторонам пути формы 32; по своему устройству они одинаковы и состоят из упруго-качающихся губок ЗЗа, производящих загибку бумаги с одновременной ее затяжкой, прижимов 34, несущего рычага 35, смонтированного жестко па колонке 36, и ролика 37 для поворота колонки. Колонка 36
- 3 -АО 98239
смонтирована с воаможностью поворота вокруг своей оси на салаз.ках .5, которые могут скользить вдоль трассы конвейера 3.
Гибочные механизмы приводятся в действие от ролика 39, фор,мы 32.
Ролик 39 встречает на своем пути рычаг 40 и нач П4ает совместное, движение с салазками 38 и с колонкой 36. При перемещении рычага 40 его ролик 41, встречая на своем пути уклон путевого шаблона 42, выжимается роликом 39 в положение, показанное пунктиром, и, пропустив над собой ролик 39, даст возможность всей системе возвратиться в исходное положение под действием пружины или силы тяжести.
Загибка бумаги производится в следующей последовательности.
Ролик 39 через контакт с рычагом 40 приводит в поступательное движение салазки левого гибочного механизма. Одновременно с началом перемеи1,ения этого механизма ролик 37, перекатываясь по участку подъема шаблона 43, приводит во вран1ение рычаг 44 с гибочными органами, участок бумаги с клеевой дорожкой загибается по стрелке Г и плотно прихватывается присосами канала 45, благодаря чему отход рычага--т не вызывает обратного отхода бумаги.
К моменту окончания работы рычага 44 в действие вступает рычаг 35 с гибочиыми - органами, которые загибают затянутой щиной участок бумажной заготовки по стрелке Д. Для разглаживания бумаги применена воздущная струя.
Пакеты, изготовленные на верхнем конвейере 3. с помощью косо поставленных приводных валиков 46 поступают на нижний конвейер 4. На участке БВ этого конвейера происходит наполнение пакетов продуктом, подаваемым стаканами 10 комплектовочного конвейера /.
После осаживания продукта на устройстве 47 и утрамбовки его с помощью трамбуюидего механизма 48 иакет запечатывается, а на верхний его торец наклеивается этикетка.
Удаление готового пакета из устройства осуществляется ступенчатым конвейером 8.
Во избежание засорения рабочих органов устройства клеем, просыпания продукта и запечатывания порожних пакетов в устройстве осуи1ествлена электроблокировка.
Предмет изобретения
1. Установка для скоростной расфасовки сыпучих вепхеств в бумажную двойную обертку, отличающаяся тем, что она, с целью механизации процесса расфасовки, выполнена в виде непрерывно движупдегося комплектовочного конвейера в соединении с весовым или объе.мным дозаторами и расфасовочным автоматом.
2.Форма выполнения установки по п. 1, о т л и ч а ю ид а я с я тем, что весовые дозаторы размеидены по ходу непрерывно движущегося комплектовочного конвейера, состоящего из укрепленных ia цепи стаканов с откидным дном, в которые засыпаются дозы от весов-автоматов через воронки, перемещающиеся вместе со стаканами в течение их наполнения и возвращающиеся в исходное положение к весам-автоматам но заполнении стаканов.
3.Форма выполнения установки по п. 1, о т л и ч а ю щ а я с .ч тем, что объемный дозатор выиолнен в виде вращ.ающегося вокруг вертикальной оси кольца с мерными камерами, заполняемыми из бункера дозируемым вен еством, подаваемым на ходу в стаканы конвейера через окно неподвижного поддона кольца па участке пересыпания продукта.
4. Форма выполнения установки по п. 1, отличающаяся тем, что расфасовочный автомат выполнен в виде двух конвейеров, расположенных один над другим, из них верхний служит для изготовления пакетов, а нижний-для заполнения и запечатывания их причем загибка бумаги вокруг форм, расположенных на верхнем конвейере, производится гибочными неподвижными шипами и струями воздуха. 26 23
Фиг} 21
ч
t-Jul -1-.i LiiWiiiLiU,r-r i
Ш i
- ,- I -.
Li j p Ч H
.6
Разрез по fia