(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ФРЕЗЕРОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного фрезерования | 1984 |
|
SU1196164A2 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| Загрузочно-разгрузочное устройство | 1984 |
|
SU1199578A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Устройство для распаковки тары | 1990 |
|
SU1785959A1 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Загрузочно-разгрузочное устройство к горизонтальному поворотному столу | 1984 |
|
SU1180226A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| УСТРОЙСТВО для ЗАПРЕССОВКИ ПРОБОК В ГИЛЬЗЫРУЛОНОВ | 1971 |
|
SU296842A1 |
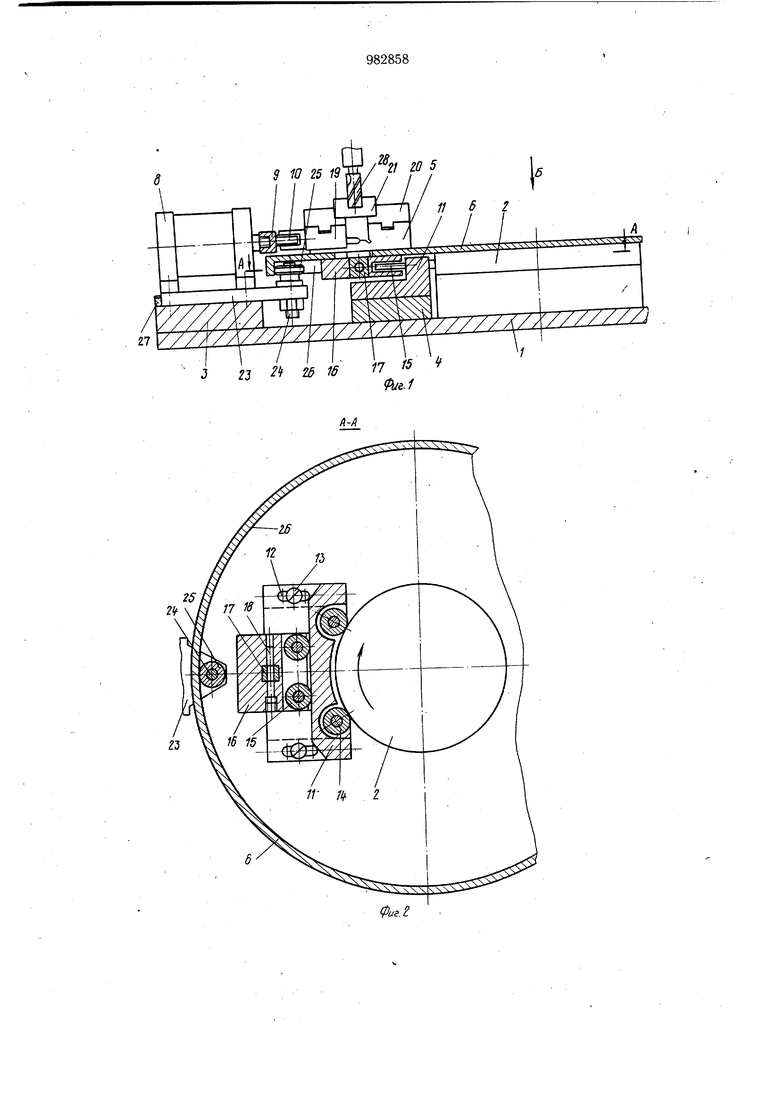
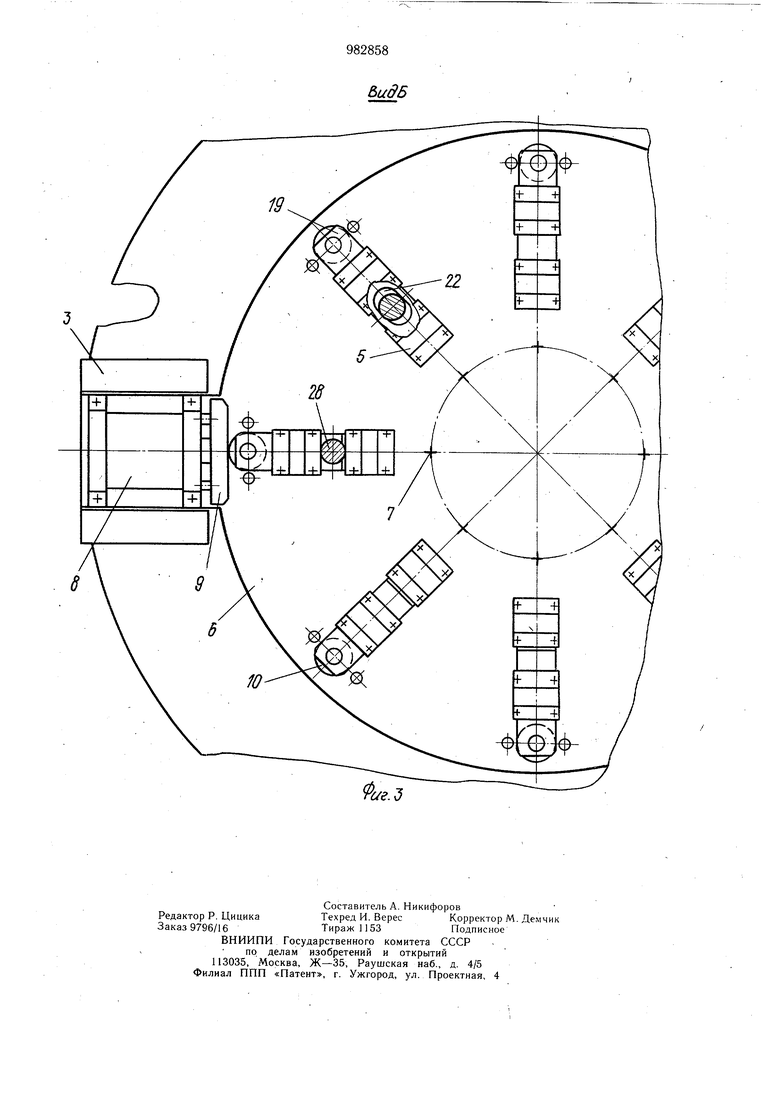
Изобретение относится к технической обработке металлов, а именно к устройствам для непрерывной обработки деталей на станках фрезерной группы. Известно устройство для непрерывного фрезерования, содержащее корпус с поворотной плитой, на которой закреплены зажимные механизмы с приводом, выполненные в виде кареток с роликами, контактирующими с копиром закрепления 1. Недостатками указанного устройства являются возможность выполнения фрезерования только по круговой траектории и невысокая точность обработки, обусловленная передачей усилия закрепления деталей на подщипники поворотной плиты, что приводит к их быстрому износу и, следовательно, снижению точности фрезерования. изобретения является расширение технологических возможностей устройства путем обработки поверхностей различной конфигурации и повышения точности фрезерования . Указанная цель достигается тем, что устройство снабжено закрепленным на корпусе сменным копиром и дополнительными роликами, размещенными на каретках и предназначенными для взаимодействия со сменным копиром, а .привод зажимных механизмов выполнен в виде, плавающего силового цилиндра, подвижно установленного н1а корпусе и снабженного стяжкой с роликом, предназначенным для взаимодействия с цилиндрической поверхностью кольцевой выточки, выполненной в плите, при этом копир закрепления жестко связан со щтоком силового цилиндра. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. Устройство для непрерывного фрезерования содержит корпус 1, на котором смонтирован поворотный стол 2 и жестко закреплены подставки 3 и 4, зажимные механизмы 5, равномерно установленные на плите 6, жестко закрепленной к поворотному столу 2 винтами 7, привод зажимных механизмов 5, выполненный в виде плавающего силового пневмоцилиндра 8, на щтоке которого крепится копир закреплеПИЯ - нажимная планка 9, контактирующая с роликом 10 зажимного механизма 5. Кроме того, устройство содержит сменный копир 11, например, с прямолинейной рабочей поверхностью, копир 11 установлен с возможностью перемещения на подставке 4. Возможность этого перемещения обеспечена за счет выполнения в основании копира 11 сквозных продольных пазов 12, через которые проходят винты 13, ввинченные в подставку 4. Копир 11 установлен на подставке 4 с возможностью взаимодействия своим роликом 14 с поворотным столом 2. Кроме того, своей рабочей поверхностью копир 11 контактирует с дополнительными роликами 15 каретки 16. Каждая каретка 16 жестко соединена с соответствующим зажимным механизмом и служит для закрепления зажимного механизма 5 на плите 6 и для передачи зажимному механизму 5 информации о профиле обрабатываемой поверхности. Число кареток 16 соответствует числу зажимных механизмов 5. Ролики 15 взаимодействуют с рабочей поверхностью копира 11. В корпусе каретки 16 выполнено квадратное отверстие, которым каретка 16 устанавливается на квадратный хвостовик 17 зажимного механизма 5 и закрепляется осью 18. Зажимной механизм 5 выполнен в виде с подвижной передней губкой 19, в пазу которой установлен на оси ролик 10, взаимодействующий с планкой 9 пневмоцилиндра 8, и сменных кулачков 20 для зажима обрабатываемой детали 21. Зажимной механизм 5 установлен на плите 6 с возможностью перемещения в продольных пазах 22, выполненных в плите 6. Число пазов 22 в плите 6 соответствует числу зажимных механизмов 5. К корпусу пневмоцилиндра 8 закреплена стяжка 23, на которой смонтирован на оси 24 ролик 25, взаимодействующий с выточкой 26 поворотной плиты 6. В подставке 3 выполнен паз 27, вдоль которого может перемещаться пневмоцилиндр 8. Деталь 21 обрабатывается фрезой 28. Устройство для непрерывного фрезерования работает следующим образом. От привода фрезерного станка (не показан) передается вращение поворотному столу 2. Закрепленная на поворотном столе 2 плита б соверщает круговую подачу. Зажимной механизм 5 набегает своим роликом 10 на нажимную планку 9, связанную со щтоком пневмоцилиндра 8, и перемещает губку 19 с закрепленным на ней кулачком 20, вследствие чего обрабатываемая деталь 21 зажимается. Каретка 16, расположенная под плитой 6 и жестко связанная через квадратный хвостовик 17 с зажимным механизмом 5, упирается роликами 15 в рабочую поверхность копира 11. Ввиду того, что усилие зажима от пневмоцилинДра 8 замыкается на рабочей поверхности копира 11, зажимной механизм 5 с кареткой 16 соверщает прямолинейное движение в соответствии с профилем рабочей поверхности копира И. В результате этого имеет место прямолинейное фрезерование детали 21 фрезой 28. Плавающий пневмоцилиндр 8 через нажимную планку 9. ролики 10 зажимного механизма 5, ролики 15 каретки 16, ролики 14 копира 11 упирается в поворотный стол 2 и одновременно через ролик 25 удержи- Бается за кольцевую выточку 26 поворотной плиты 6. За счет этого усилие зажи.ма пневмоцилиндра 8 замыкается на плите 6 и не передается па ось стола 2. Когда .аеталь 21 вследствие поворота стола 2 и плиты с зажимными механизмами 5 выходит из зоны фрезерования, ролик 10 сходит с нажимной планки 9. Губка 19 с закрепленны.м на ней кулачком 20 ослаб .ляется и освобождает деталь 21. Меняя кулачки 20, можно зажимать детали различной конфигурации. Благодаря такому выполнению устройства расширяются его технологические возможности и повыщается точность обработки. Формула изобретения Устройство для непрерывного фрезерования, содержапаее корпус с поворотной плитой, па которой закреплены зажимные механ 1змы с приводом, выполненные в виде кареток с роликами, контактирующими с копиром закрепления, отличающееся тем, что, с целью расширения технологических возможностей путем обработки поверхностей различной конфигурации и повыщения точности фрезерования, оно снабжено закрепленным на корпусе сменным копиро м и дополнительными роликами, размещенны.ми на карет1 ах и предназначенными для взаимодействия со сменны.м копиром, а привод зажимных механизмов выполнен в виде плавающего силового цилиндра, подвижно установленного- на корпусе и снабженного стяжкой с роликом, предназначенным для взаимодействия с цилиндрической оверхностью кольцевой выточки, выполненной в плите, при этом копир закрепления жестко связан со штоком силового цилиндра. Источники инфор.мации, принятые во внимание при экспертизе 1. Ансеров М. А. Приспособления для металлорежущих станков. Л., «Машиностроение, 975, с. 585, рис. VIП. 60.
&идБ
