Известна установка для вулканизации формовых резиновых изделий по авт. св. № 188653, включающая смонтированный на снорах иериодически вращаемый от силового цилиндра посредством храповой передачи кольцевой барабан с днищем, разделенный радиально установленными перегородками jia равные термоизолированные вулканнзационные камеры, снабженные нагревательными плитами, и устройство для перезарядки камер нрессформами, не получившие в авт. св. N° 188653 своего конструктивного оформления. Каждая из термоизолированных вулканизационных камер барабана имеет крышку, на которой смонтированы стопка иагревательных плит, соединенных подвесками, выполненными с прорезями, увеличивающими зазоры между плитами при загрузке и выгрузке замковых прессформ, а также опорные ролики, взаимодействующие с захватами, жестко закрепленными на траверсе, установленной на направляющих рамы и получающей цдаговый подъем и возвратно-поступательное перемещение по вертикали от силовых цилиндров при помощи храповых и реечно-зубчатых передач.
ной тем, что устройство для перезарядки, вулканизационных камер прессформами выполнено в виде жестко прнкрепледшььк к раме цепного транспортера промежуточных столов и Г-образных стоек с силовыми цилиндрами, шарнирно соединенными приводными рычагами с каретками, несуш,нлп1 подпружиненные толкатель и захват прессформ, и перемещающимися па направляющих стержнях, закрепленных на планках рядом с планками-копирами. В нижних частях кареток, несущих толкатель и захват, посредством поворотных втулок и бобышек смонтированы подпружиненные ролики, взаимодействующие с планкамикопирами, и шарнирно соединенные с захватом и толкателем вставки, одна из которых для поворота захвата на 90° выполнена с косым пазом, взаимодействующим со щтырем, закрепленным на оси, жестко связанной с Г-образной стойкой. Захват каретки снабжен подпружиненными кулачками со штырями, перемещающимися в корпусе пружин, отжимающих кулачки без проворота. Благодаря таким конструктивным отличиям устройства для перезарядки вулканизационных камер прессформами повышается производительность установки на единицу производственной площади.
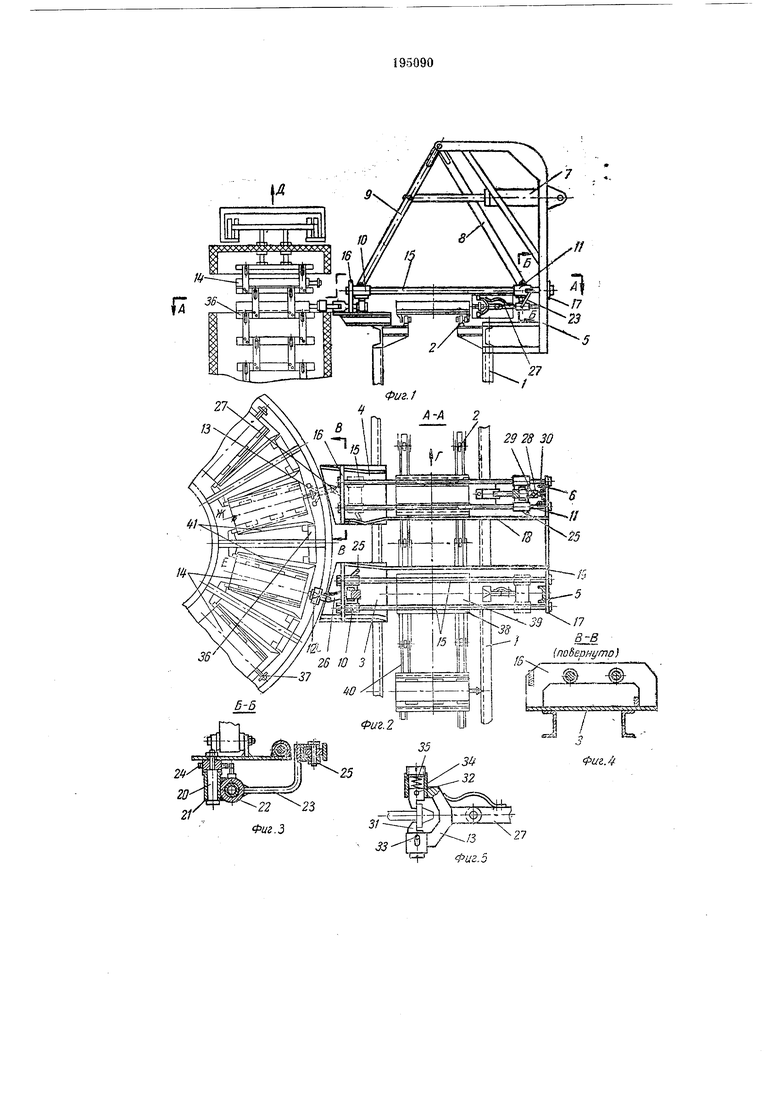
канизационной камеры установки; на qbHr. 2-вид частд-установки сверху в продольном разрезе; на фиг. 3 - разрез поворотной втулк каретки; ц-а фиг. 4 - поперечный разрез промежуточного с:гр |а1; нафиг. 5 - захват каретки с частичным разрезом.
Установка к/Гя вулканизации формовых резиновых изделий включает устройство для перезарядки вулканизационных камер прессформами, выполненное в виде жестко закрепленных на раме / цепного транспортера 2 промежуточных столов 3 и 4 и Г-образных стоек 5 к 6 с силовыми цилиндрами 7, шарнирно соединенными приводными рычагамн 8 н 9 с каретками JO и 11, несущими подпружиненные толкатель 12 н захват 13 прессформ 14, и перемещающимися на направляющих стержнях /5, закрепленных на планках 16 и 17 рядом с планками-копирами 18 н 19.
На нижних частях кареток 10 и // посредством поворотных на осях 20 втулок 21, бобышек 22 с рычагами 23 и пластинчатых пружин 24 смонтированы подпружиненные ролики 25, взаимодействующие с планками-копирами 18 и 19 и шарнирно соединенные с толкателем 12 и захватом 13 вставки 26 и 27, одна из которых (27), обеспечивающая поворот захвата 13 на 90°, выполнена с косым пазом 28, взаимодействующим со штырем 29, закрепленным на оси 30, жестко связанной с Г-образной стойкой 6.
Захват 13 каретки // снабжен подпружиненными кулачками 31, выполненными со штырями 32, перемещающимися в иазах 33 корпусов 34 пружин 35, отжимающих кулачкт 31 без поворота.
После очередного перемещения транснортера 2 на один щаг в направлении стрелки Г и щагового подъема по стрелке Д стопок нагревательных плит 36 очередных камер Е н Ж вулканизационной установки каретка 10, занимавшая cxoднoe поло/кение, показанное щтрихпунктирнымн линиями на фиг. 2, и каретка // под действием силовых цилиидров 7 начинают двигаться влево. При этом толкатель 12 опирается на выступающий из замковой прессформы 14 конец винта 37 и переталкивает прессформу 14 из направляющих 38 подставки 39, прикрепленной к цепи 40 транспортера 2, на промежуточный стол 3, а затем на нагревательную нлиту 36 но нанравляющим 41 камеры Е.
По достижении кареткой // крайнего левого положения, показанного на фиг. 2 щтрихпунктирными линиями, подпружиненные кулачки 31 захвата 13 захватывают выступающий конец винта 37 нрессформы 14, расположенной в камере Ж. Затем каретки 10 и // двигаются в обратном направлении. При это.м каретка 10, перемещаясь вхолостую, занимает исходное положение, а каретка // извлекает
из камеры Ж прессформу 14, которая попадает в направляющие 38 подставки 39.
При перемещении прессформ 14 с транспортера 2 в камеру Е, а также из камеры Ж на 5 транспортер 2 направление их движения изменяется. При этом изменяется положение толкателя 12 и захвата 13, что достигается при помощи копиров 18 и 19, которые постоянно подлсатыми к ним роликами 25 задают
0 требуемое пололсение вставкам 26 и 27, а следовательно, и нодпрул иненным толкателю 12 и захвату 13.
При подходе каретки 11 в крайнее правое положение вставка 27 своим пазом 28 надвигается на штырь 29, вследствие чего в конце хода вставка 27 вместе с захватом 13 поворачивается на 90° и занимает положение, изобрал енное на фиг. 1, что дает, возмол ность нрессформе 14 автоматически освободиться
0 от захвата 13 при очередном перемещении подставок 39 транспортера 2.
После очередного подъема нагревательных плит 36 и щагового перемещения транспортера 2 цикл работы устройства по перезарядке
5 взлканизационных камер прессформами в установке для вулканизации формовых резиновых изделий повторяется.
Предмет изобретения
1.Установка для вулканизации формовых резиновых изделий по авт. св. N° 188653, отличающаяся тем, что, с целью повышения производительности установки на единицу
производственной площади, устройство для перезарядки вулканизационных камер прессформами выполнено в виде жестко прикрепленных к раме ценного транспортера промежуточных столов и Г-образных стоек с силовыми цилиндрами, шарнирно соединенными посредством приводных рычагов с каретками, несущими подпружиненные толкатель и захват прессформ, и перемещающимися на направляющих стерл нях, закрепленных на
планках рядом с планками-копирами.
2.Установка по п. 1, отличающаяся тем, что на нижних частях кареток, несущих толкатель и захват, посредством поворотных втулок и бобьпиек смонтированы подпрулсиненные ролики, взаимодействующие с планкамикопирами, и щарнирно соединенные с захватом и толкателем вставки, одна из которых для поворота захвата на 90° выполнена с косым пазом, взаимодействующим со щтырем, закрепленным на оси, л естко связанной с Г-образной стойкой.
3.Установка по пп. 1 и 2, отличающаяся тем, что захват каретки снабжен подпружиненными кулачками, выполненными со штырями, перемещающимися в пазах корпусов пружин, отжимающих кулачки без проворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ПЕРЕЗАРЯДКИ ВУЛКАНИЗАЦИОННЫХПРЕССОВ | 1970 |
|
SU266201A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| ВУЛКАНИЗАЦИОННЫЙ ПРЕСС С ПРЕССФОРМАМИ СТОПОЧНОЙ УКЛАДКИ | 1967 |
|
SU190554A1 |
| СТОПОЧНЫЙ ВУЛКАНИЗАТОР | 1967 |
|
SU203202A1 |
| Устройство для перезарядки пресс-форм вулканизационного пресса | 1970 |
|
SU332689A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ | 1973 |
|
SU366978A1 |
| Устройство для перезарядки пресс-форм к вулканизационному прессу | 1983 |
|
SU1111874A1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1966 |
|
SU188653A1 |
| Устройство для изготовления резинотехнических изделий | 1979 |
|
SU859190A1 |