10
15
20
11344585
Изобретение относится к станкостроению, касается изготовления металлорежущего инструмента и может быть ncrioj b3OBaHo для заточки протяжек .
Целью изобретения является повышение качества заточки протяжек.
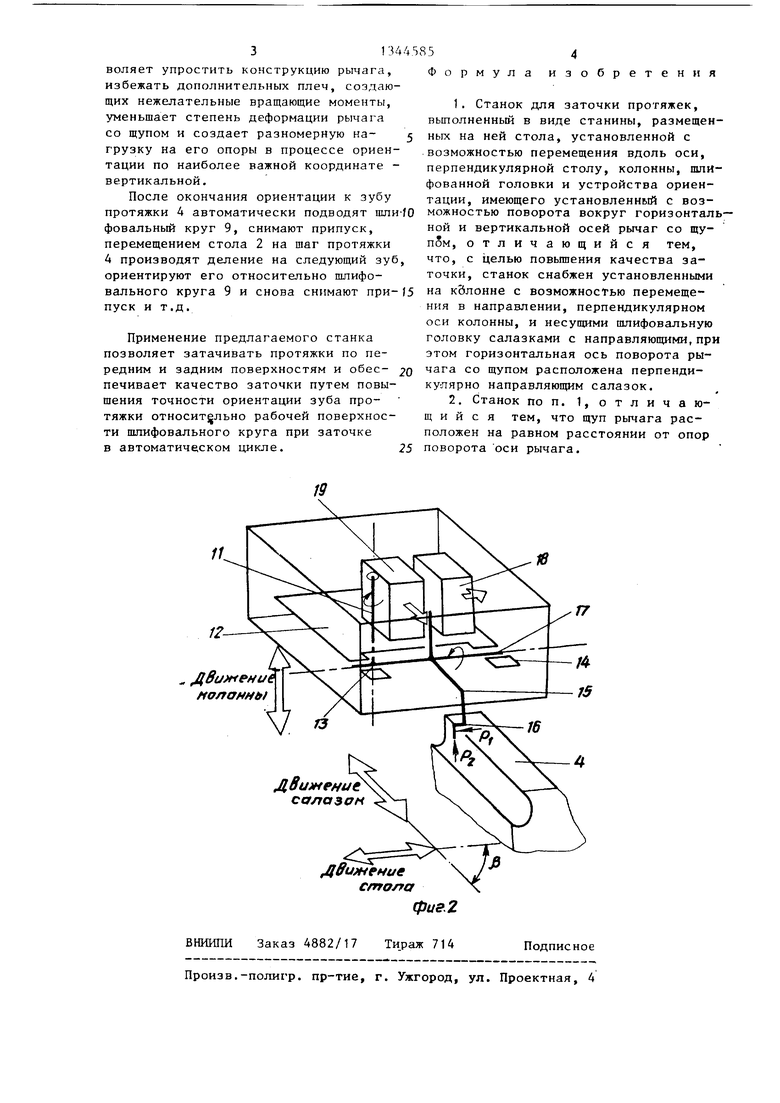
На фиг. 1 изображен станок, общий ВИД; па фиг. 2 - устройство ориентации .
Станок для заточки протяжек содержит станину 1, несущую подвижной стол 2 с приводом перемещения (не показан) и с укрепленной на столе 2 MarHiiTHofi плитой 3 и протяжкой 4. На задней стопке станины имеется специальны прилив, на верхнем торце KOTopoi o установлена колонна 5 с приводом перемещения (не показан). Колонна 5 может перемещаться вдоль оси (не показана), перпендикулярной столу 2. ( 5 снабжена поворотным кopпyco 6, имеющим возможность разворота в горизонтальной плоскости iiii угол наклона зубьев протяжки и несущим салазки 7 с направляющими (не показаны). На салазках 7 установлена ппифовальная головка 8 со шлифовальным кругом 9 и устройство 10 орие1{тации зубьев протяжки. Устройство 10 ориептации состоит из корпуса (не показан), в котором на вертикальной оси 11, параллельной паправлению п( р С м1 ч1 е1:1 я ко.лонны 5 станка, уста- ио;...1и:нл 1||)р1оротная платформа 12, на KOTcipni i и опорах 13 н 14 установлен ii,4ar 15 СС1 шупом 16, расположенным посеред1П1е рычага 15, Рычаг 15 имеет нозможиость поворота вокруг горизонтально; ocii 17. Эта ось поворота расположена 1ерпендикулярно направляющим салазок 7 или направлению перемещения са.лазок 7. Платформа 12 и рычаг 15 поджа сы пружинами к неподвижв(М) зуба протяжки 4 - путем наладочных перемещений устройства 10 ориентации относительно шлифовального круга 9 вращением специальных махо вичков (не показаны) вводят в контакт щуп 16, Момент окончания ориентации определяют по срабатыванию электроконтактных датчиков 18 и 19, о чем сигнализируют сигнальные лампочки на пульте управления оператора (не показаны) .
Автоматическая ориентация зуба протяжки 4 на станке происходит в следующем порядке. Шаговый привод (не показан) сообщает движение столу 2 с установленной на нем протяжкой 4, Щуп 16 (фиг. 2) входит в контакт с зу бом протяжки 4, при этом поворотная платформа 12 поворачивается вокруг вертикальной оси 11, Поворот происходит до момента срабатывания электроконтактного датчика 18, который выдает команду на останов привода, Воз25 никающая в месте контакта щупа 16 и зуба протяжки 4 сила позиционирования Р, перпендикулярна режущей кромке зуба, а следовательно, параллельна горизонтальной оси 17 в силу ее исходной перпендикулярности режущей кромке. Перпендикулярность горизонтальной оси 17 режущей кромке обуслов лена ее перпендикулярностью направлению перемещения салазок 7, которые в свою очередь разворачиваются в го35 ризонтальной плоскости на угол В наклона зубьев протяжки 4, поэтому сила Р, не создает вращающего момента вокруг горизонтальной оси 17 поворота рычага 15 и не оказывает влияния на работу электроконтактного датчика 19, Далее осуществляют ориентацию в вертикальном направлении, для чего от шагового двигателя опускают колонну 5 вместе с устройством 10 ори30
40
упорам (не доказаны). Кроме того, ентации, при этом рычаг 15 поворачиным
на латформе 12 размещены два элект- роконтакт П1К датчика 18 и 19, управ- (угющих работой приводов перемещения
fcojToiiHhi 5 и стола 2.
Ci aHoK работает сд едующим образом, В таладке производят взаимную ориентацию щупа 16 и шлифовального круга 9. Для этого первоначально осу- 1цеств; яют касание до искры круга 9 с обрабат 1ваемой поверхностью зуба протяжкн 4, после чего автоматически 1.ПВОДЯТ круг 9 от зуба протяжки 4 на некоторую постоянную величину, а с
вается вокруг горизонтальной оси 17 и входит в контакт с электроконтактным датчиком 19, Перемещение происходит до момента срабатывания. Действую- 50 щая при этом- на щуп 16 сила Р парал- лельна вертикальной оси поворота плат формы и поэтому не оказывает влияния на работу электрокоцтактного датчика 18, Отход щупа 16 от зуба цротяж- 55 4 не происходит, так как поворот рычага 15 происходит в плоскости, параллельной режущей кромке.
Размещение щупа 16 на равном расстоянии от опор 13 и 14 рычага 15 поз
в(М) зуба протяжки 4 - путем наладочных перемещений устройства 10 ориентации относительно шлифовального круга 9 вращением специальных маховичков (не показаны) вводят в контакт щуп 16, Момент окончания ориентации определяют по срабатыванию электроконтактных датчиков 18 и 19, о чем сигнализируют сигнальные лампочки на пульте управления оператора (не показаны) .
Автоматическая ориентация зуба протяжки 4 на станке происходит в следующем порядке. Шаговый привод (не показан) сообщает движение столу 2 с установленной на нем протяжкой 4, Щуп 16 (фиг. 2) входит в контакт с зубом протяжки 4, при этом поворотная платформа 12 поворачивается вокруг вертикальной оси 11, Поворот происходит до момента срабатывания электроконтактного датчика 18, который выдает команду на останов привода, Возникающая в месте контакта щупа 16 и зуба протяжки 4 сила позиционирования Р, перпендикулярна режущей кромке зуба, а следовательно, параллельна горизонтальной оси 17 в силу ее исходной перпендикулярности режущей кромке. Перпендикулярность горизонтальной оси 17 режущей кромке обусловлена ее перпендикулярностью направлению перемещения салазок 7, которые в свою очередь разворачиваются в горизонтальной плоскости на угол В наклона зубьев протяжки 4, поэтому сила Р, не создает вращающего момента вокруг горизонтальной оси 17 поворота рычага 15 и не оказывает влияния на работу электроконтактного датчика 19, Далее осуществляют ориентацию в вертикальном направлении, для чего от шагового двигателя опускают колонну 5 вместе с устройством 10 ори
ентации, при этом рычаг 15 поворачивается вокруг горизонтальной оси 17 и входит в контакт с электроконтактным датчиком 19, Перемещение происходит до момента срабатывания. Действую- 50 щая при этом- на щуп 16 сила Р парал- лельна вертикальной оси поворота платформы и поэтому не оказывает влияния на работу электрокоцтактного датчика 18, Отход щупа 16 от зуба цротяж- 55 4 не происходит, так как поворот рычага 15 происходит в плоскости, параллельной режущей кромке.
Размещение щупа 16 на равном расстоянии от опор 13 и 14 рычага 15 позволяет упростить конструкцию рычага, избежать дополнительных плеч, создающих нежелательные вращающие моменты, уменьшает степень деформации рычага со щупом и создает разномерную на- грузку на его опоры в процессе ориентации по наиболее важной координате - вертикальной.
После окончания ориентации к зубу протяжки 4 автоматически подводят шли фовальный круг 9, снимают припуск, перемещением стола 2 на шаг протяжки 4 производят деление на следующий зуб ориентируют его относительно шлифовального круга 9 и снова снимают при- пуск и т.д.
Применение предлагаемого станка позволяет затачивать протяжки по передним и задним поверхностям и обес- печивает качество заточки путем повышения точности ориентации зуба протяжки относительно рабочей поверхности шлифовального круга при заточке
в автоматическом цикле.
Формула изобретения
1. Станок для заточки протяжек, выполненный в виде станины, размещенных на ней стола, установленной с возможностью перемещения вдоль оси, перпендикулярной столу, колонны, шлифованной головки и устройства ориентации, имеющего установленный с возможностью поворота вокруг горизонтальной и вертикальной осей рычаг со щупом, отличающийся тем, что, с целью повьштения качества заточки, станок снабжен установленными на кЗлонне с возможностью перемещения в направлении, перпендикулярном оси колонны, и несущими шлифовальную головку салазками с направляющими, при этом горизонтальная ось поворота рычага со щупом расположена перпендикулярно направляющим салазок.
2. Станок по п. 1, отличающийся тем, что щуп рычага расположен на равном расстоянии от опор
25 поворота оси рычага.
//.
Движение но/тонны
BuiHfHUt
сала зон
Ви нение c/rrorfa
фиг.2
Заказ 4882/17 Тираж 714 Подписное полигр. пр-тие, г. Ужгород, ул. Проектная, 4
18
J7
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| Станок для заточки протяжек | 1981 |
|
SU982873A1 |
| Устройство для заточки протяжек | 1983 |
|
SU1133071A1 |
| Заточной станок | 1961 |
|
SU147931A1 |
| Станок для заточки дисковых пил | 1988 |
|
SU1782699A1 |
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Станок для заточки инструментов с замкнутой криволинейной режущей кромкой | 1986 |
|
SU1450980A1 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| Протяжной станок | 1980 |
|
SU1004025A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
Изобретение относится к области станкостроения, касается изготовления металлорежущего инструмента и может быть использовано для заточки протяжек. Целью изобретения является повышение качества заточки. На поворотном столе 2 установлена плоская протяжка 4. На салазках 7 установлены шлифовальная головка 8 со шлифовальным кругом 9 и устройство ориентации 10, имеющее корпус, в котором на вертикальной оси 11 установлена поворотная платформа 12. На поворотной платформе 12 установлен рычаг 15 с расположенным посередине щупом. Рычаг 15 установлен с возможностью поворота вокруг горизонтальной оси 17, расположенной перпендикулярно направлению перемещения салазок 7. Такое расположение рычага 15 не создает при автоматической ориентации зуба протяжки 4 вращающихся моментов, влияющих на точность ориентации и ухудша- j ющих качество заточки. Салазки 7 перемещают шлифовальный круг вдоль затачиваемой поверхности. 1 з.п. ф-лы, 2 ил. (/ С ) co/fa3o/ Bufff NUf ftff/f&ft M СП 00 ел фие} Мау lefuf f/TTg/yq
| Станок для заточки протяжек | 1981 |
|
SU982873A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
