Изобретение относится к области станкостроения и может быть использовано при заточке резцов круговых протяжек.
Известен станок для непрерывной заточки резцов круговых протяжек, включающий шлифовальные бабки для обработки вершины резцов и их бокового профиля, несуший обрабатываемую протяжку Шпиндель, кинематически связанный с узлами подачи шлифовальных бабок, содержащих кулачково-рычажные механизмы Щ.
Из рестный станок не обеспечивает получения стабильной формы резцов круговой протяжки, так как изготовление с необходимой точностью кулачков механизмов подачи, обеспечивающих получение профиля резца, вызывает большие труднбсти.
Цель изобретения - повышение качества обработки.
Цель достигается тем, что в предлагаемом станке в узлы подачи введены дополнительные кинематические цепи согласования поворота шпинделя и зделня икулачка подачи шлифовальных бабок, выполненные с возможностью коррекции перемейения шлифоваг1ьных бабок при каждом повороте несущего протяжку шпинделя на шаг.
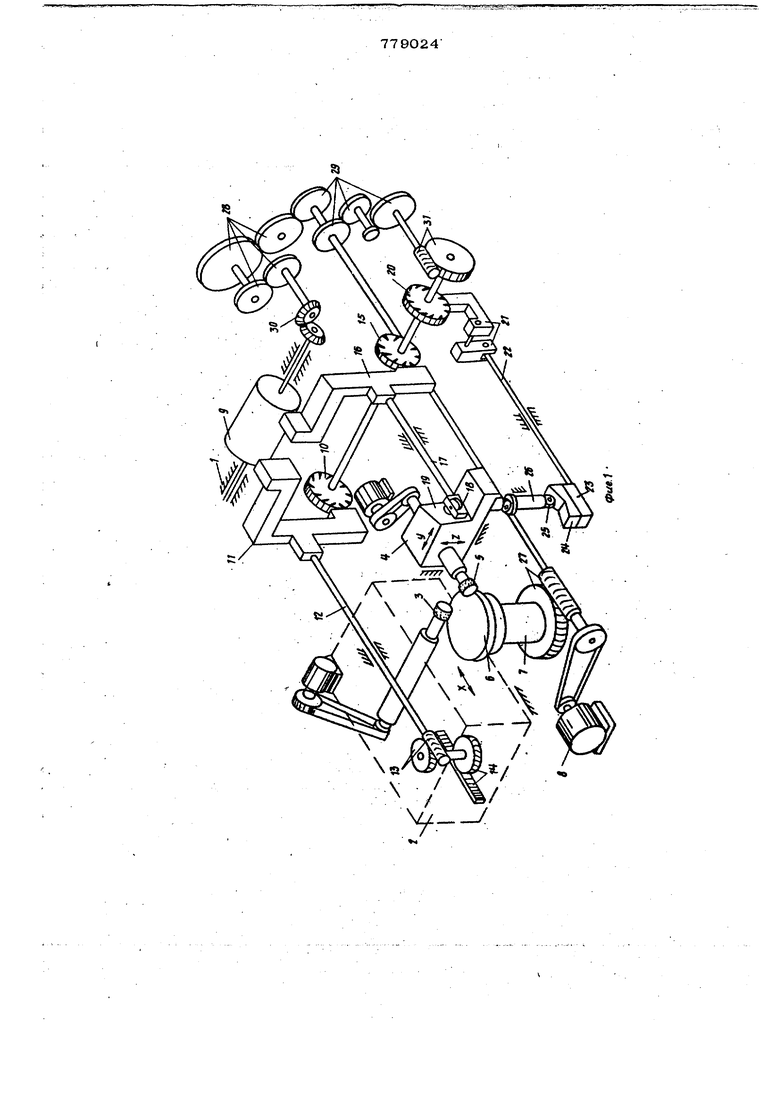
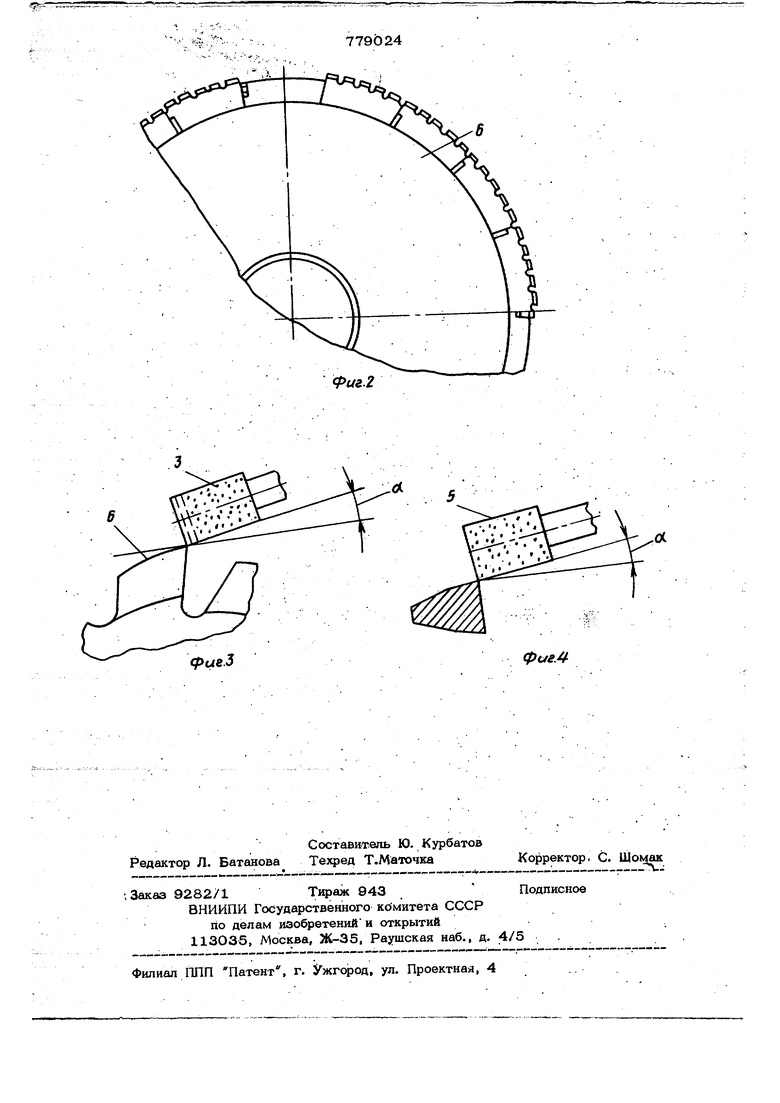
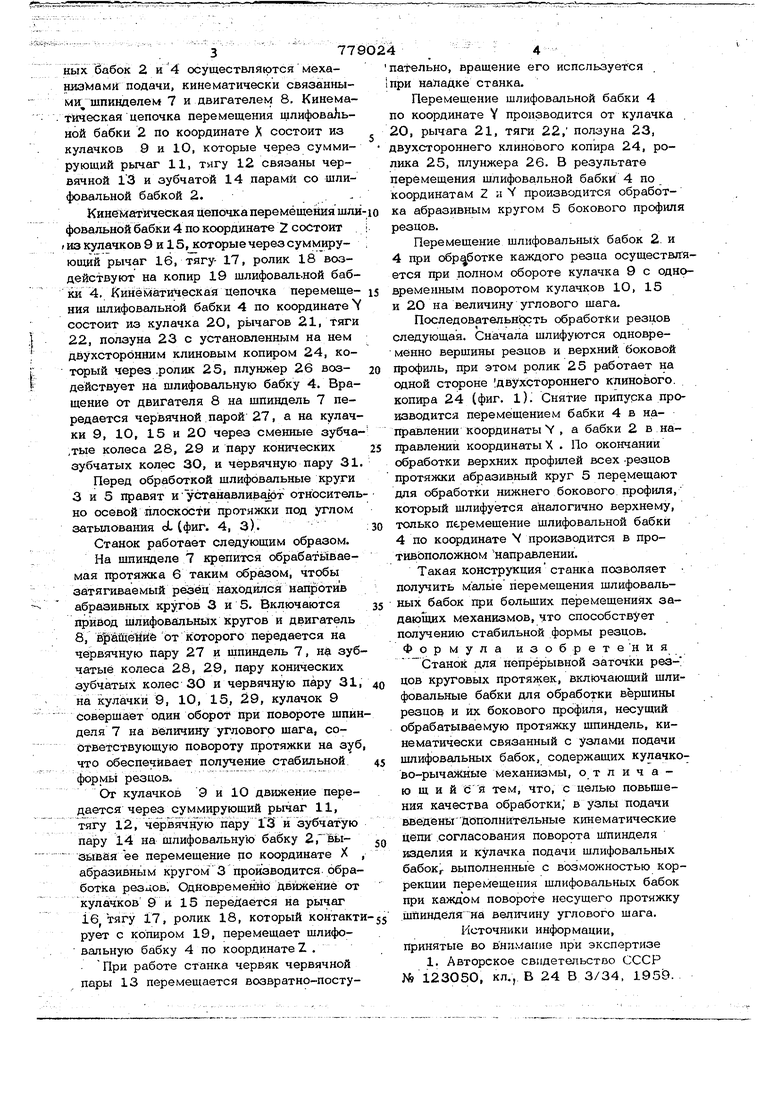
На фиг. 1 Изображена кинематическая схема станка на фиг. 2 - круговая протяжка с одной группой, резцов; на фиг. 3 положение шл ш|ювального круга относительно вершин резцов; на фиг. 4 - поло10жение шлифовального круга относительно бокового профиля резца.
На станяве 1 смонтированы с возмож. ностью совершать возврагео-поступатепь.ш ные перемещевня .по координатам
ts шлифовальная бабка 2 с абразивным кругом 3, предназначенным дня обработки вершин рвзиов, и шлифовальная бабка 4 с абразивным кругом 5 для поочередной заточки верхнего в нижнего боковых профи30лей резцов.
Кроме того, на станине 1 акже установлен несуший обрабатываемую протяжку 6 шпиндель 7. Все пэремещения шлифовальных бабок 2 и 4 осуществляются меха1ВщзК1амй подачи, кинематически связанными шпинделем 7 и двигателем 8, Кинематйческая цепочка перемещения щлифоваКьной бабки 2 по координате X состоит из кулачков 9 и 10, которые через суммирующий рычаг 11, тягу 12 связаны червячной ГЗ и зубчатой 14 парами со шлифовальной бабкой 2....
Кинематическая цепочка перемещения шли-ю фовальной бабки 4 по координате 2 состоит i из кулачков 9 и 15, которые через суммиру- ющий рычаг 16, тягу- 17, ролик 18 воздействуют на копир 19 шлифовальной бабки 4. Кинематическая цепочка перемеще- 15 ния шлифовальной бабки 4 по координате Y состоит из кулачка 20, рычагов 21, тяги 22, ползуна 23 с установленным на нем двухсторонним клиновым копиром 24, который через .ролик 25, плунжер 26 воз- 20 действует на шлифовальную бабку 4. Вращение от двигателя 8 на шпиндель 7 передается червячной парой 27, а на кулачки 9, 1О, 15 и 2О через сменные зубча,тые колеса 28, 29 и пару конических 25 зубчатых колес ЗО, и червячную пару 31.
Перед обработкой шлифовальные круги 3 и 5 правят и ycтaнaвливajpт относительно осевой плоскости протяжки под углом затьшования dL (фиг. 4, З).:30
Станок работает следующим образом. На шпинделе 7 крепится обрабатываемая протяжка 6 таким образом, чтобы за;тягиваемый резец находилсй напротив абразивных кругов 3 и 5. Включаются 35 привод шлифовальных Кругов и двигатель 8, Ефёщбййё от которого передается на червячную пару 27 и шпиндель 7, на зубчатые колеса 28, 29, пару конических зубчатых колес 30 и червячную пару 31, 40 на кулачки 9, 10, 15, 29, кулачок 9 совершает один оборот при повороте шпинделя 7 на величину углового шага, соответствующую повороту протяжки на зуб, что обеспечивает получение стабильной 45 формы резцов.
От кулачков 9 и 10 движение передается через суммирующий рычаг 11, тягу 12, червячную пару 13 и зубчатую пару 14 на шлифовальную бабку 2,вы- ,„ зьгвая ее перемещение по координате X , абразивным кругом 3 производится, обработка резцов. Одновременно Движение от кулачков 9 н 15 передается на рычаг i6, тягу 17, ролик 18, который контакти-55 рует с копиром 19, перемешает щлифовальную бабку 4 по координате Z .
При работе станка червяк червячной пары 13 перемещается возвратно-поступательно, вращение его используется 1при наладке станка.
Перемещение шлифовальной бабки 4 по координате Y производится от кулачка 20, рычага 21, тяги 22, ползуна 23, двухстороннего клинового копира 24, ролика 25, плунжера 26. В результате перемещения шлифовальной бабки 4 по координатам 2 и V производится обработка абразивным кругом 5 бокового профил резцов.
Перемещение шлифовальных бабок 2. и 4 при обработке каждого резца осуществлется при полном обороте кулачка 9 с однвременным поворотом кулачков 1О, 15 и 20 на величину углового шага.
Последовательн эсть обработки резцов следующая. Сначала шлифуются одновременно вершины резцов и верхний боковой профиль, при этом ролик 25 работает на одной стороне двухстороннего клинового. копира 24 (фиг. 1). Снятие припуска производится перемещением бабки 4 в направлении координаты V , а бабки 2 в направлении координаты X . По окончании обработки верхних профилей всех -резцов протяжки абразивный круг 5 перемещают для обработки нижнего бокового профиля, который шлифуется аналогично верхнему, только перемещение шлифовальной бабки 4 по координате производится в противоположном направлении.
Такая конструкциястанка позволяет получить малые перемещения шлифовальных бабок при больших перемещениях задающих механизмов, что способствует получению стабильной формы резцов. Формула изобретения
Станок для непрерывной заточки резцов круговых протяжек, включающий шлифовальные бабки для обработки вершины резцов и их бокового профиля, несущий обрабатываемую протяжку шпиндель, кинематически связанный с узлами подачи шлифовальных бабок, содержащих кулачково-рычажные механизмы, отличающий С я тем, что, с целью повьпления качества обработки; в узлы подачи введены Дополнительные кинематические цепи .согласования поворота шпинделя изделия и кулачка подачи шлифовальных бабокг выполненные с возможностью коррекции перемещения шлифовальных бабок при каждом повороте несущего протяжку шпинделя на величину углового шага.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 123050, к л., В 24 В 3/34, 1959.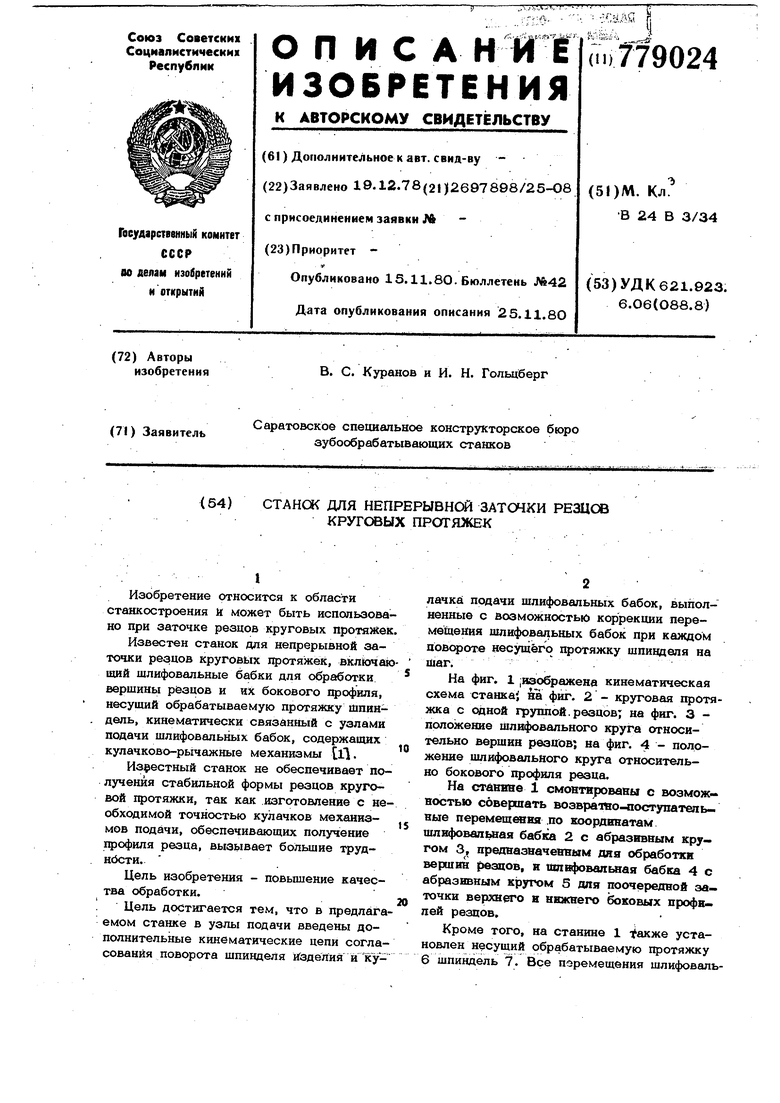
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для непрерывной заточки резцов круговых протяжек одновременно по всем трем режущим поверхностям | 1959 |
|
SU123050A1 |
| Станок для заточки резцов круговыхпРОТяжЕК ОдНОВРЕМЕННО пО BCEM ТРЕМРЕжущиМ пОВЕРХНОСТяМ | 1978 |
|
SU810444A1 |
| Станок для заточки резцов | 1980 |
|
SU1085769A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Автомат для шлифования перьев и заточки углов перового сверла часового производства | 1960 |
|
SU145146A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Полуавтомат для заточки червячных фрез | 1988 |
|
SU1565655A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Устройство для обработки кольцевого желоба переменного профиля | 1973 |
|
SU515628A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДЕТАЛЕЙ | 1971 |
|
SU311725A1 |