Известен епособ изготовления заготовок валяной обув путем навивания ватки, схол.я1цеГ1 со съемного барабана чесальной машины на (Ьигуриый вал. Однако этот способ является малопроизводительным и, кроме того, после навивания заготовок требуется дополнительное наложение волокна на носочную и пяточную части заготовки.
Описываемый способ значительпо производительность , улучп1ает распределепие волокна но форме заготовки и устраняет операцию но дополнительному наложению волокна на носочную и пяточную части заго1овки.
Особенность 01п-1сываемого способа заключается в том, что ватку наматывают крестообразными слоями на фигурный вал с образовапием утолщеи1 0|-о слоя на средней части вала, после чего ватку разрезают по середине утолгпеиного слоя на две заготовки валяной обуви.
Для осуществленпя изложенного способа предлагается устройство с. применением фигурного вала, состоящего из соедипенных вершинами усечепных конусов,один из которых образован из шарнирно укрепленных нлапок, соединенных с центральным стержнем но тину складывающегося зонта.
Устройство выполнено из двух установленных параллельно один другому фигурных валов, состоящих из иоследователыю соединенных своими основаниями четырех усеченных конусов, монтированных с возможностью одновременного принудительного враи1ения и перемещения их вдоль оси, и одного свободно лежащего на нпх. вращаюи1егося от действия сил трения и иаматывающего ватку фигурного вала, иеремещаюншгося вместе с нижиими валами вдоль оси и состояп1его также из четырех усеченных конусов, крайние из которых образованы из шарнирно укрепленных на нейтральном стержне планок.
Для сообщения нижним фигурным валам продольного перемещения вдоль свопх осей в -стройство прилгеиеи двухзаходный червячный вал.
№ 98330
снабженный перемещающейся на нем гайкой, имеющей две вилки, охватывающие втулки, укрепленные на торцах нижних фигурных валов, монтированных на снабженных нродольными щпотн ами нрнводных валиках.
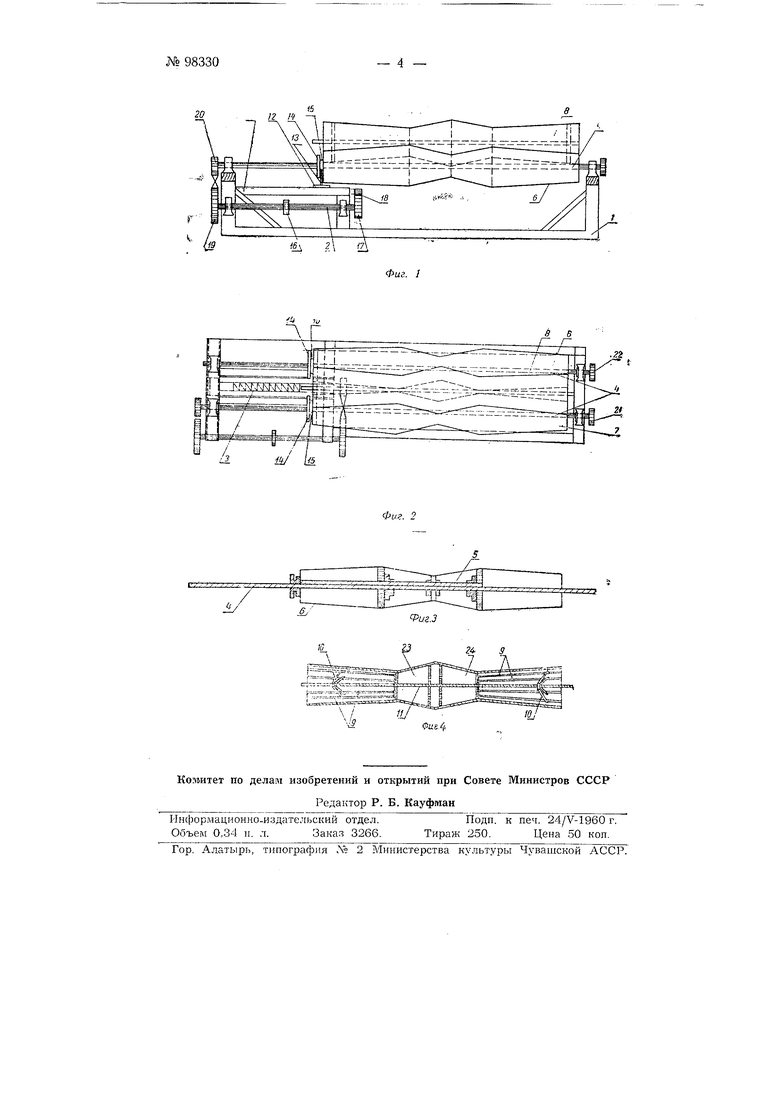
Ма фмг. 1 изображен обн1ий вид устройства; на фиг. 2-внд устройства в нлане; па фиг. 3-вид одного нз нижних фигурных валов, уста ювленного на нрнводном валике, снабженном продольной щнонкой; на фиг. 4-схема конструкции верхнего фнгурного вала.
На станине 1 монтированы ведуи1ий валик 2, двухзаходный червячный вал 3 н два лрнводных валнка 4, снабженных нродольнылн-i щнонкаыи 5.
На валиках 4 монтированы параллельно один другому два фигурных вала 6 и 7 с возможностью нх одновременного принудительного вращения н возвратно постунателЕлюго перемеи1,ения вдоль оси на нродольных щпонках 5. Валы 6 и 7 выполнены в виде четырех усеченных конусов, последовательно соединенных своими основаниями и образующ.их, таким образом, фигурный вал.
На валах 6 и 7 свободно лежит вал 8, который состоит также нз четырех усеченных конусов, соединенных последовательно свонми основаниями таким образом, что при установке вала 8 на валах 6 н 7 образующие боковой поверхности конусов вала 8 соответственно совмещаются с образующими боковые поверхностн валов 6 и 7.
Крайние усеченные конусы верхнего фнгурного вала 8 образованы нз щарнирно укрепленных на основаниях планок 9, шарнирно соединенных другими концами с планками 10, укрепленными также щарнирно на центральном .стержне 11 по тину складывающегося зонта.
На двухзаходном червячном валу 3 имеется гайка 12, к которой прикреплены вилки 13 ( на фиг. 1 видна только одна вилка 13), охватывающие снабженные фланцами И втулки 15.
Втулки 15 укреплеиы на торцах нижних фигурных валов 6 и 7.
От съемиого барабана чесальной машнны поередством щкнва 16 приводится во вращение валик 2, который через щестерни 17 н 18 передает вращение червячному валу 3.
ПрнБодные валикн 4 получают вращение от того же валнка 2 через щкивы 19. 20, 21 и 22 с ременной передачей.
Шерстяная ватка, сходящая с неньера чесальной мащины, заправляется сверху валов 6 и 7, после чего на нее устанавливается вал 8.
При вращении валов 6 и 7 со скоростью, равной скорости иоступлення ватки, и прн перемещении их вдоль своих осей с помощью червячного вала 3 ватка наматывается на вал 8 крестообразными слоями с образованием утолщенного слоя на средней части вала 8 в зоне конусов 23 и 24 этого вала.
Полученный на валу 8 слой ватки разрезают по середине утолщенного слоя на две заготовки валяной обуви, и, сложив нланки крайних конусов вала 8, снимают заготовки, уже имеющие утолщеиные части для носка и пятки.
Предмет изобретения
1. Способ изготовления заготовок валяной обуви путем навивания сходящей со съемного барабана чесальной машины ватки на фигурный вал, отличающийся тем, что, с целью повышения производительности, лучшего распределения волокна но форме заготовки и ликвидации операций по дополнительному наложению волокна на носочную и пяточную частн заготовки, ватку наматывают на фигурный вал крестообразными слоями с образованием утолщенного слоя на средней части вала, носле чего ее разрезают на валу по середине утолщенного слоя на две заготовки валяной обуви.
2. Устройство для осуществления снособа по п. 1, включающее наматывающий ватку фигурный вал, состоящий из соединенных верщинами усеченных конусов, один из которых образован из щарнирно укрепленных планок, соединенных с центральным стержнем но тину складывающегося зонта, отличающееся тем, что оно выполнено из двух установленных параллельно один другому фигурных валов, состоящих из последовательно соединенных своими основаниями четырех усеченных конусов, монтированных с возможностью одновременного принудительного вращения и перемещения их вдоль оси, и одного свободно лежан1его на них, вращающегося от действия сил трения и наматывающего ватку фигурного вала, состоящего также из четырех усеченных конусов, крайние из которых образованы из шарнирно укрепленных на центральном стержне планок.
3. Форма выполнения устройства по п. 2, отличающаяся тем, что, сцелью сообщения нижним фигурным валам нродольного неремещения вдоль своих осей, в нем применен двухзаходный червячный вал, снабженный неремещающейся на нем гайкой, имеющей две вилки, охватывающие втулки, укренлениые на торцах нижних фигурных валов, которые монтированы на снабженных продольными щпонками приводных валиках.
№ 98330
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ И ВАЛЯНАЯ ОБУВЬ | 2000 |
|
RU2173947C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКЛЮЧЕНИЯ БАРАБАНОВ, НАВИВАЮЩИХ ОСНОВЫ ВАЛЯНЫХ САПОГ | 1946 |
|
SU69730A1 |
| Форма для навивания основы валяного сапога | 1949 |
|
SU89404A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ | 2000 |
|
RU2170786C1 |
| Приспособление к чесальной машине для заправки чесаной ватки на конусные патроны при навивке основы валяной обуви | 1961 |
|
SU141313A1 |
| Устройство для изготовления основ валяных сапог | 1939 |
|
SU57388A1 |
| Полуавтомат для обтяжки и затяжки обуви на колодке | 1953 |
|
SU100240A1 |
| Каретка для навивки основы валяной обуви | 1987 |
|
SU1559016A1 |
| Машина для изготовления основы валенной обуви | 1936 |
|
SU49253A1 |
| Устройство для формирования заготовок основ валяной обуви | 1984 |
|
SU1214802A1 |
8 в