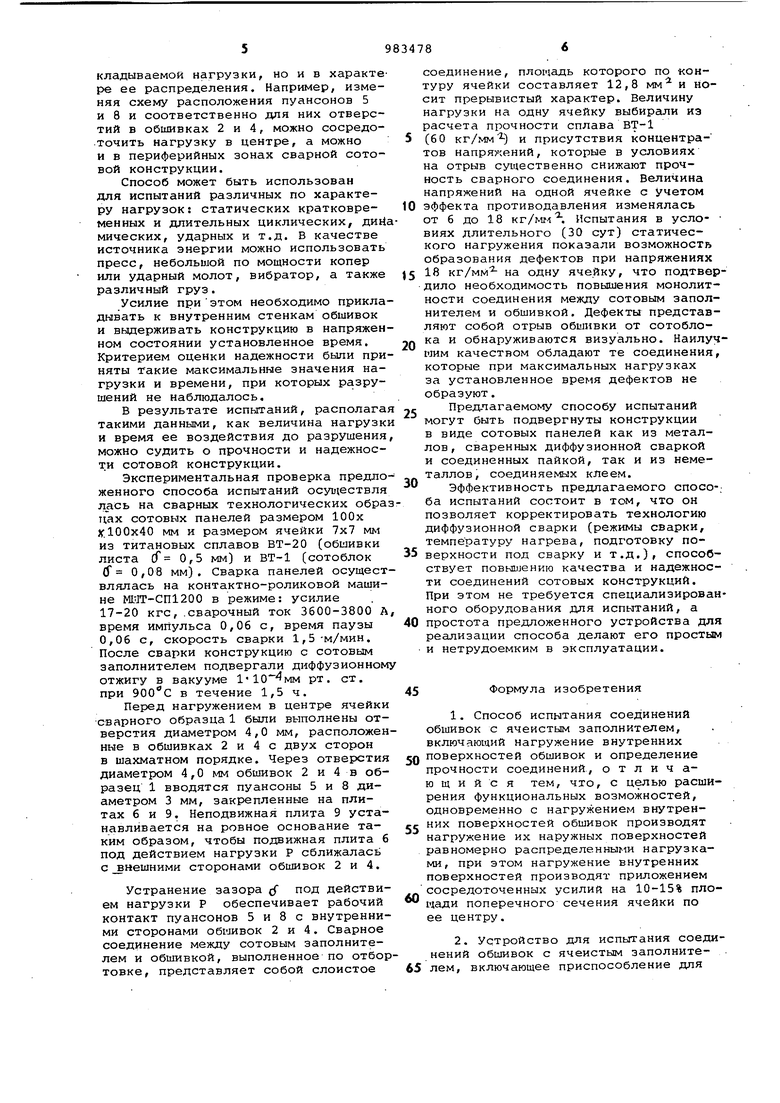
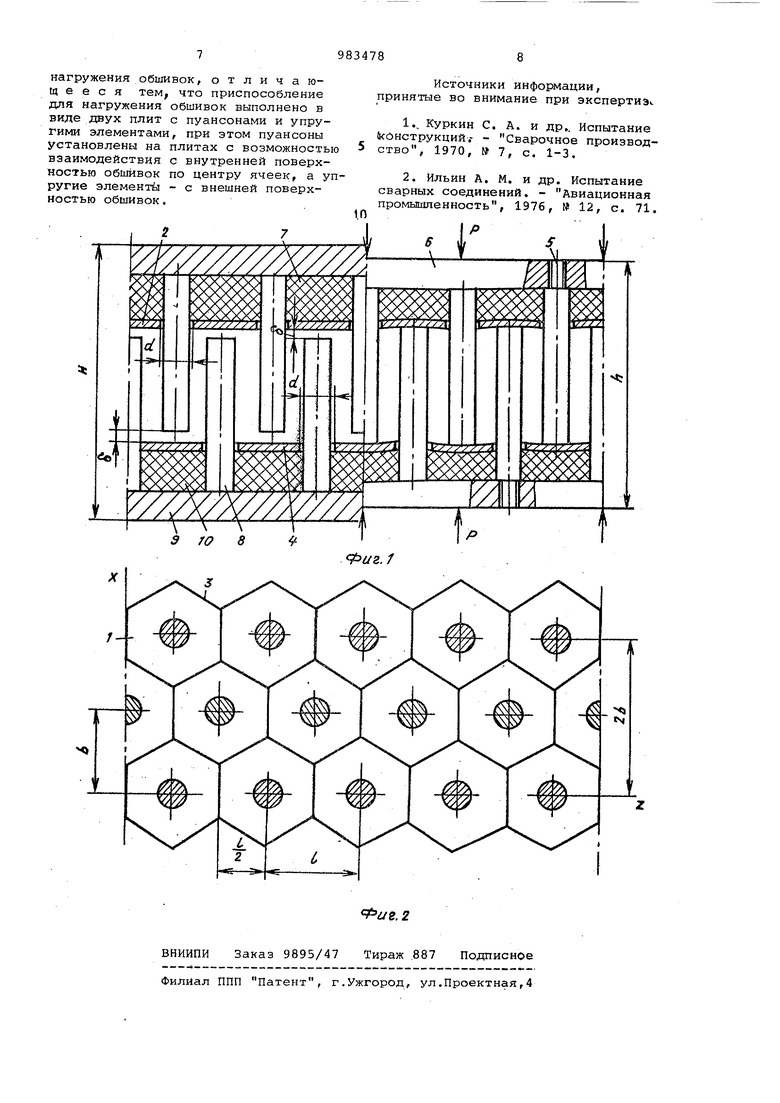
(54) СПОСОБ ИСПЫТАНИЯ СОЕДИНЕНИЙ ОБШИВОК С ЯЧЕИСТЫМ ЗАПОЛНИТЕЛЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ Изобретение относится к испытаниям конструкций, в частности конструк ций самолетов. Известен способ испытания сварных конструкций, включающий приложение нагрузки на внутреннюю поверхность детали. Известно устройство для осуществления этого способа, включающее пуансон со сферической рабочей повер ностью 1 j. Однако эти способ и устройство не могут быть использованы для испытания соединений обшивок с ячеистым заполнителем. Наиболее близким к изобретению является способ испытания соединений обшивок с ячеистым заполнителем, вкл чающий нагружение внутренних поверхностей обшивок и определение прочное ти соединений. Известно устройство для осуществления этого способа, вкл чающее приспособление для нагружения обшивок г2т. Недостаток известного способа и устройства заключается в том, что они не могут быть использованы для испытания перфорированных обшивок. Цель изобретения - расширение 2П1кциональных возможностей. Цель достигается тем, что согласно способу испытания соединений обшивок с ячеистым заполнителем, включающему нагружение внутренних поверхностей обшивок и определение прочности соединений, одновременно с нагружением внутренних поверхностей обшивок производят нагружение их наружных поверхностей равномерно распределенными нагрузками, при этом нагружение внутренних поверхностей производят приложением сосредоточенных усилий на 10-15% площади поперечного сечения ячейки по ее центру. Кроме того, в устройстве для испытания соединений обшивок с ячеистым заполнителем, включающем приспособление для нагружения обшивок, приспособление для нагружения обшивок выполнено в виде двух плит с пуансонами и упругими эле 1ентами, при этом пуансоны установлены на плитах с возможностью взаимодействия с внутренней поверхностью обшивок по центру ячеек, а упругие элементы - с внешней поверхностью обшивок. На фиг. 1 изображено устройство и схема приложения нагрузок при осуществлении способа, общий вид/ на фиг. 2 - схема размещения пунасонов устройства внутри ячеек. Устройство для испытания соедине ний обшивок с ячеистым заполнителем включает образец 1, состоящий из ве ней обшивки 2, ячеистого заполнител 3 и нижней обшивки 4. Приспособлени ДЛЯнагружения обшивок устройства цсостоит из пуансона 5, закрепленног на плите 6, и упругого элемента 7. Неподвижная нижняя часть приспособления состоит из пуансона 8, закреп ленного на плите 9, и упругого элемента 10. Способ осуществляется следующим образом. В образце 1 сварной составной конструкции выполняют отверстия ДИ аметром d с расстоянием между осям f, центры которых лежат в центре иестигранной или четырехгранной ячейки. При этом в верхней обшивке 2, приваренной к ячеистому заполнителю 3, расстояние между отверстиями d устанавливают по оси х равное 2Ь, по оси Z - равное 6. В нижней обЕиивке 4 координаты центров отверстий d соответственно смещают : по оси X на величину Ь, а по оси z на величину т.е. располагают в шахматном, порядке относительно отве стий верхней обшивки. Через отверстия d в верхней обшивке 2 вводят цилиндрические пуансоны 5, закрепленные резьбой на вер ней плите 6 .соответственно координатами отверстий d обг-гивки 2. При этом пуансоны 5 вводят таким образом что плита б устанавливается на верх ней обшивке 2 через эластичную прокладку 7, а между рабочей поверхностью (торцом пуансона 5 и внутре ней поверхностью нижней обшивки 4 о разуют зазор сГ , равный 0,5-1 IM. .Через отверстие d нижней обшивки 4 вводят цилиндрические пуансоны 8, закрепленные на плите 9 соответстве но координатами отверстий d обшивки 4, а между плитой 9 и нижней обшивкой 4 устанавливают эластичную прокладку 10 и образуют соответствующий зазор. Подготовленный таким образом образец сварной сотовой конструкции к испытаниям имеет общую высоту К. В процессе испытания сварных соединений сотовой конструкции на отрыв через плиту б или 9 прикладывают нагрузку Р, характеристика и величина которой определяется теми требованиями которые предъявляются к сварным соединениям. В результате высота Н уменьшается до размера h, а рабочие торцы пуансонов 5 и 8 с о ределенной силой нагружают обшивки 2 и 4, ограниченные контуром ячейки и приваренные к сотоблоку 3. Важным моментом при выборе величины нагрузки является оптимальное соотношение площадей контура ячейки, в центре которой прикладывают нагрузку, и рабочего торца пуансонов 5 и 8. Экспериментальны и расчетным путем установлено, что площадь рабочего торца пуансона (S) должна составлять 10-15% от площади поверхности, огра ниченной контуром ячейки (Sj) . При выбранном соотношении каждая ячейка в процессе испытаний приближается к условиям двухосного погружения, что позволяет испытывать на прочность не только сварное соединение, но и основной металл обшивки одновременно с двух сторон сотовой конструкции. Применение пуансона с площадью рабочего торца менее 10% относительно площади Зд будет способствовать концентрации напряжений в центре контура обшивки и вызовет преждевременное ее разрушение. При S больше 15% относительно площади S, концентрация напряжений в обшивке нарушит условия сохранения двухосного напряженного состояния и вызовет преждевременное разрушение по основному металлу без учета прочности сварного соединения. Толщина обшивок сотовой панели может в зависимости от размеров ячеек и назначения конструкции изменяться в пределах от 0,2 до 0,6 мм. В целях предупреждения возможности произвольного повреждения обшивок нагружения пуансонами и повышения чувствительности к нагрузкам предусмотрены упругие элементы и эластичные прокладки (матрицы), которые в зависимости от твердости их материала обеспечивают необходимое противодавление. Течение материала эластичной прокладки в процессе нагружения создает дополнительный: подпор и обеспечивает частичное разгружение обшивки, что помогает создавать нагружение сварной зоны малыми дозами и равномерно по всему контуру ячейки. В зависимости от толщины обшивки и упругих свойств ее материала свойства эластичной прокладки ьчожно изменять с учетом повышения или понижения упругих свойств (твердости) материала прокладки, которые необходимо учитывать при подсчете действительной нагрузки на сварное соединение. Важным является и то обстоятельство, что сварное соединение в этом случае испытывается на отрыв по всему контуру ячейки одновременно, а изменением последовательности расположения п уансонов 5 и 8 можно обеспечить различные схемы нагружения верхней и нижней обшивок. Их отличие будет состоять не только в размере прикладываемой нагрузки, но и в характере ее распределения. Например, изменяя схему расположения пуансонов 5 и 8 и соответственно для них отверстий в обшивках 2 и 4, можно сосредоточить нагрузку в центре, а можно и в периферийных зонах сварной сотовой конструкции.
Способ может быть использован для испытаний различных по характеру нагрузок: статических кратковременных и длительных циклических, дийамических, ударных и т.д. В качестве источника энергии можно использовать пресс, небольшой по мощности копер или ударный молот, вибратор, а также различный груз.
Усилие приэтом необходимо прикладывать к внутренним стенкам обшивок и выдерживать конструкцию в напряженном состоянии установленное время. Критерием оценки надежности были приняты такие максимальные значения нагрузки и времени, при которых разрушений не наблюдалось,
В результате испытаний, располагая такими данными, как величина нагрузки и время ее воздействия до разрушения, можно судить о прочности и надежност.и сотовой конструкции.
Экспериментальная проверка предложенного способа испытаний осуи1ествля лась на сварных технологических образцах сотовых панелей размером 10Ох jf 100x40 мм и размером ячейки 7x7 мм из титановых сплавов ВТ-20 (обшивки листа (f 0,5 ) и ВТ-1 (сотоблок 6 0,08 мм). Сварка панелей осуществлялась на контактно-роликовой машине №ГГ-СП1200 в режиме: усилие 17-20 кгс, .сварочный ток 3600-3800 А, время импульса 0,06 с, время паузы 0,06 с, скорость сварки 1,5-м/мин. После сварки конструкцию с сотовым заполнителем подвергали диффузионному отжигу в вакууме рт. ст. при в течение 1,5 ч.
Перед нагружением в центре ячейки сварного образца 1 были выполнены отверстия диаметром 4,0 мм, расположенные в обшивках 2 и 4 с двух сторон в шахматном порядке. Через отверстия диаметром 4,0 мм обшивок 2 и 4 в образец 1 вводятся пуансоны 5 и 8 диаметром 3 мм, закрепленные на плитах 6 и 9. Неподвижная плита 9 устанавливается на ровное основание таким образом, чтобы подвижная плита 6 под действием нагрузки Р сближалась с внешними сторонами обшивок 2 и 4.
Устранение зазора {f под действием нагрузки Р обеспечивает рабочий контакт пуансонов 5 и 8 с внутренними сторонами обшивок 2 и 4. Сварное соединение между сотовым заполнителем и обшивкой, выполненное по отбортовке, представляет собой слоистое
соединение, площадь которого по контуру ячейки составляет 12,8 мм и носит прерывистый характер. Величину нагрузки на одну ячейку выбирали из расчета прочности сплава ВТ-1 (60 кг/мм) и присутствия концентратов напряжений, которые в условиях на отрыв существенно снижают прочность сварного соединения. Величина напряжений на одной ячейке с учетом
0 эффекта противодавления изменялась от 6 до 18 кг/мм . Испытания в уело- ВИЯХ длительного (30 сут) статического нагружения показали возможность образования дефектов при напряжениях
5 18 кг/мм на одну ячейку, что подтвердило необходимость повышения монолитности соединения между сотовым заполнителем и обшивкой. Дефекты представляют собой отрыв обшивки от сотоблоQ ка и обнаруживаются визуально. Наилучшим качеством обладают те соединения, которые при максимальных нагрузках за установленное время дефектов не образуют.
Предлагаемому способу испытаний
5 могут быть подвергнуты конструкции в виде сотовых панелей как из металлов, сваренных диффузионной сваркой и соединенных пайкой, так и из неметаллов, соединяемых клеем.
0
Эффективность предлагаемого спосо-, ба испытаний состоит в том, что он позволяет корректировать технологию диффузионной сварки (режимы сварки, температуру нагрева, подготовку поверхности под сварку и т.д.), способствует повышению качества и надежности соединений сотовых конструкций. При этом не требуется специализированного оборудования для испытаний, а
0 простота предложенного устройства для реализации способа делают его простым и нетрудоемким в эксплуатации.
Формула изобретения
45
1.Способ испытания соединения обшивок с ячеистым заполнителем, включающий нагружение внутренних
5Q поверхностей обшивок и определение прочности соединений, отличающийся тем, что, с целью расширения функциональных возможностей, одновременно с нагружением внутренне них поверхностей обшивок производят нагружение их наружных поверхностей равномерно распределенными нагрузками, при этом нагружение внутренних поверхностей производят приложением сосредоточенных усилий на 10-15% пло60щади поперечного сечения ячейки по ее центру.
2.Устройство для испытания соеднений обшивок с ячеистым заполнителем, включающее приспособление для

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 1992 |
|
RU2064691C1 |
| Способ изготовления оптического стола | 1983 |
|
SU1089449A1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
| ЛИЦЕВАЯ ПЛАСТИНА ГОЛОВКИ КЛЮШКИ ДЛЯ ИГРЫ В ГОЛЬФ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2233683C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СПУТНИК СВЯЗИ, ТЕЛЕВЕЩАНИЯ И РЕТРАНСЛЯЦИИ ИНФОРМАЦИИ | 2003 |
|
RU2227108C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2005 |
|
RU2287435C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ КОНСТРУКЦИЙ | 1992 |
|
RU2049628C1 |
| Слоистая панель | 1979 |
|
SU870636A1 |
| Многослойная ячеистая панель | 1978 |
|
SU734359A1 |
