(54) УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ЛИСТОВЫХ
ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для разделительных операций | 1980 |
|
SU959875A1 |
| Устройство для формования листовых термопластов | 1982 |
|
SU1115909A1 |
| Кривошипный пресс двойного действия | 1979 |
|
SU956298A1 |
| СПОСОБ ПЕРФОРИРОВАНИЯ ГЛАДКИХ ЗАКРЫТЫХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЯ ИЗ ОТКРЫТОПОРИСТЫХ ПЕНОПЛАСТОВЫХ ЛИСТОВ | 1995 |
|
RU2106958C1 |
| УСТРОЙСТВО для СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 1967 |
|
SU202858A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476287C2 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2010 |
|
RU2476286C2 |
| Способ изготовления коробчатых изделий и штамп для его осуществления | 1978 |
|
SU747577A1 |
-1
Изобретение относится к машиностроению, в частности к обработке металлов давлением, и может быть использовано для сшивания герметическим швом стальных листов при изготовлении листовых покрытий.
Известно устройство для соединения листовых деталей, содержаш.ее плиты и расположенный на них механизм вытяжки и расплюш,ивания, снабженный матрицей и пуансоном 1.
Известное устройство соединяет листы за счет местной вытяжки и расплющивания пуклевок соединяемых участков листов, поэтому соединение листов не может быть герметичным.
Цель изобретения - герметизация шва.
Это достигается тем, что в устройство для соединения листовых деталей, .содержащем плиты и расположенный на них механизм вытяжки и расплющивания, снабженный матрицей и пуансоном, матрица выпол-. нена составной из трех частей, одна из которых закреплена неподвижно, другая установлена подвижно в горизонтальном направлении, а третья смонтирована ниже уровня первых двух и установлена между ними с возможностью перемещения в вертикальной плоскости, при этом пуансон и матрица выполнены длиной, равной длине плиты.
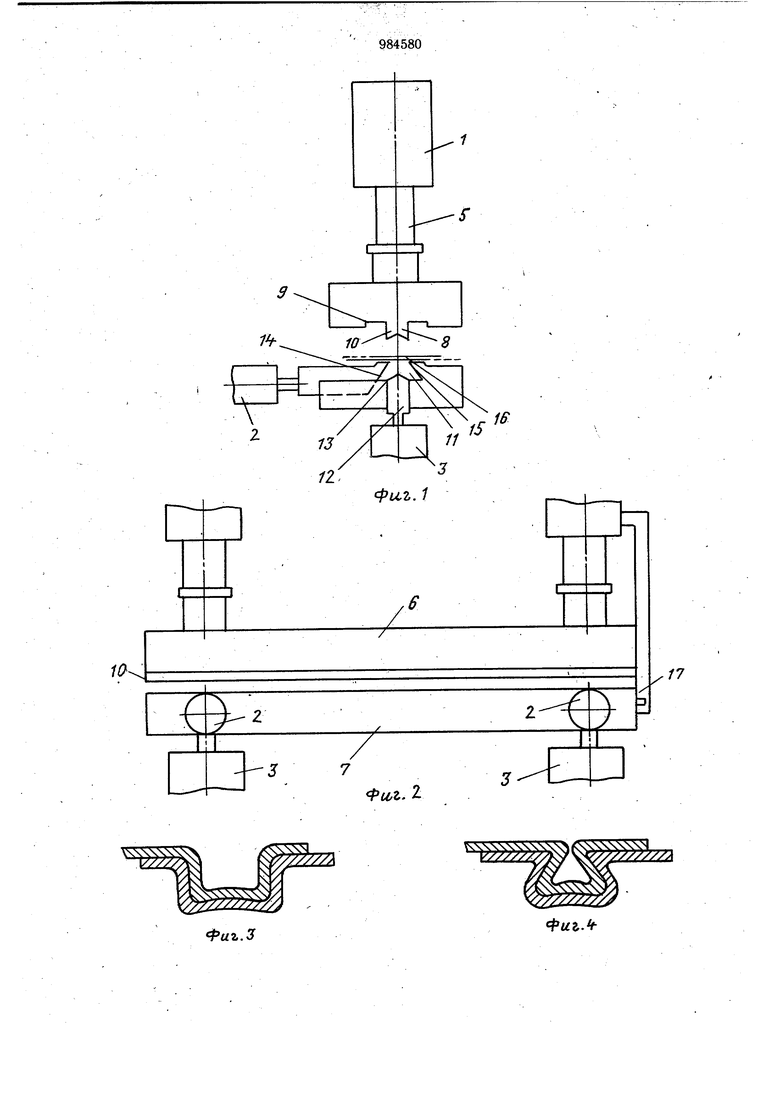
На фиг. 1 представлено устройство, вид сбоку; на фиг. 2 - вид по ходу сшиваемых
5 листов (перпендикулярно линии шва); на фиг. 3 - канавка шва (пуклевка) в момент после первого такта работы устройства, поперечный разрез; на фиг. 4 - шов в момент после сминания пуклевки с боков (после второго такта работы устройства),
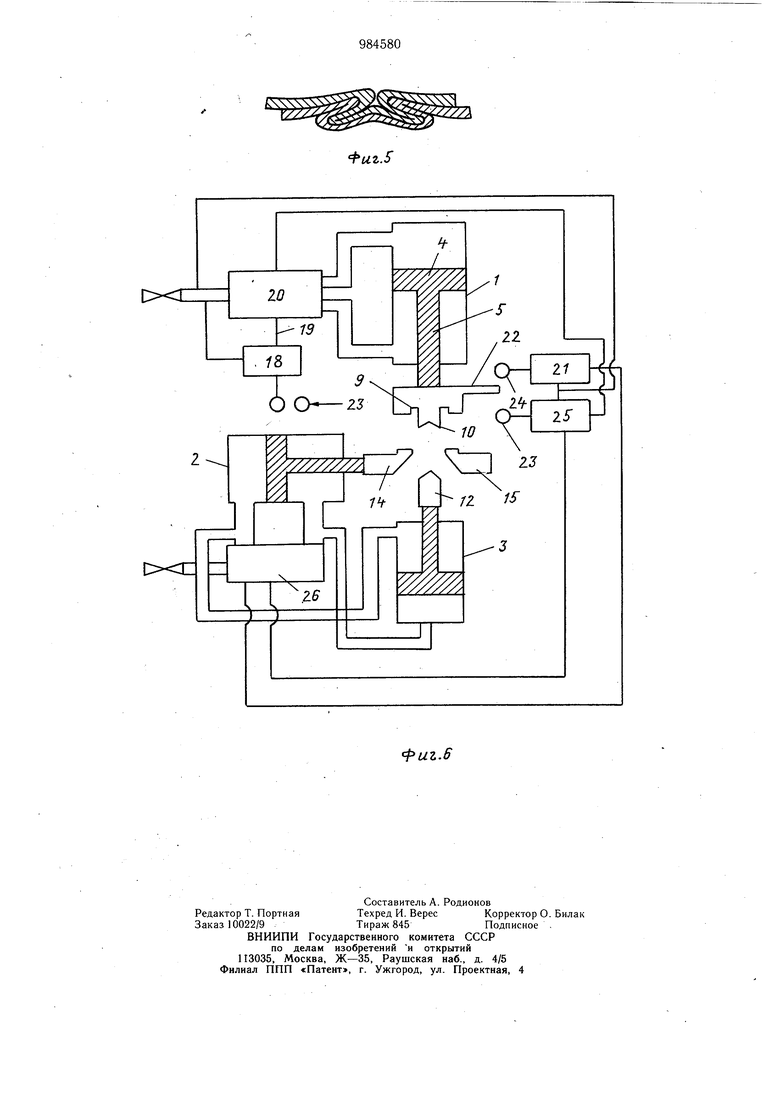
О поперечный разрез; на фиг. 5 - шов в готовом виде после третьего такта работы устройства, поперечный разрез; на фиг.6 - пневматическая схема согласования действия приводов устройства.
Тонкими линиями на схеме показаны воздушные сигнальные трубки для подачи команд от концевых клапанов с регулировочным по открытию для воздуха тех или иных каналов с силовым поступлением его.
Устройство состоит из главных пнбвмо20 приводов I, боковых пневмоприводов 2 и нижних приводов 3. Во избежание перекосов каждого из этих видов приводов должно быть не менее двух, действующих синхронно. Каждый из приводов имеет поршень 4 и шток 5. К штокам верхних (главных)
пневмоприводов прикреплена -плита 6, находящаяся над неподвижной плитой 7. В верхней плите на всю ее длину размещен неподвижный по отношению к ней пуансон 8 с выемками 9 у основания и симметричными покатостями 10, которые совместно с другими элементами, несмотря на свою кажущуюся незначительность, обеспечивают выполнение пуклевки и шва.
В нижней неподвижной плите имеется матрица 11 с подвижным дном 12 и подвижной стенкой на всю длину матрицы соответственно пуансону. У подвижного дна имеются симметричные покатости 13, боковые стенки 14 и 15 матрицы выполнены с наклоном - 45°, а у верхнего края сделаны небольшие приливы, соответствующие выемкам 9. На нижней плите расположены листовые детали 16. Кронштейн, на котором расположены главные пневмоприводы, соединяется с нижней плитой откидной перемычкой 17, которая служит опорой и необходима для смешивания обечаек большого диаметра, надеваемых на кронштейн (стойка кронштейна не показана).
На фиг. 6 показан концевой клапан 16 с ручной педалью (помечена кружком), который, питаясь от подводящей воздух магистрали, подает команду на открытие по сигнальной трубке 19 регулирующему клапану 20. Воздух по этой команде пропускается регулирующим клапаном 20 по сливной трубке в верхнюю камеру главного привода 1. Подобный 18 установлен концевой клапан 21 с взаимодействием с пальцем 22 на верхней плите. Палец 22 механически взаимодействует с педалями или рычажками 23 и 24, которые включают концевые клапаны 21 и 25.
Необходимо отметить, что педаль 23, поднимающая верхнюю плиту с пуансоном через концевой клапан 25, сигнальную трубку и регулировочный клапан 20 путем перепускания воздуха в нижнюю камеру главных приводов, имеет дублерную педаль 23, расположенную рядом с педалью клапана 18. Этими педалями осуществляется управление устройством в процессе соединения листовых деталей. Концевой клапан 25 соединен сигнальной трубкой с регулировочным клапаном 26. Последний по соответствующим сигналам (командам) перепускает из магистрали воздух одновременно в два вида приводов (боковые и нижние). При этом, когда воздух пропускается в левые (по рисунку) камеры боковых, что он одновременно проходит (по труб/ ам вдвое меньшего диаметра) и в верхние камеры нижних приводов. Когда же воздух подается в правые (боковые), тО он поступает (по трубкам вдвое меньшего диаметра) одновременно в нижние камеры нижних приводов.
Устройство работает следующим образом.
Листовые детали 16 подаются под пуансон с некоторым напуском от середины большим, чем высота и плюс полутолщина пуансона. Далее, рабочий нажимает на педаль при клапане 18. Пуансон приходит в движение и продавливает пуклевку.
В конце этого первого такта палец 22 включит через рычажок 23 клапан 25, который подаст два сигнала: один на регулировочный клапан 20 для перепуска воздуха в нижнюю камеру главного привода (приводов), а другой - на регулировочный клапан 26 для подачи воздуха в левую камеру бокового привода и в верхнюю - нижнего привода. Главный привод имеет силовые трубки большего диаметра, поэтому пуансон успевает выйти из пуклевки, когда подвижная стенка 14 матрицы начнет сжимать пуклевку с боков совместно со стенкой 15, стоящей неподвижно. Так происходит второй такт работы, в конце которого палец 22 нажмет рычажок 22 и включит работу концевого клапана 21. Клапан 21 даст команду на регулировочный клапан 26, который перепустит воздух в правую камеру бокового привода и нижнюю - нижнего. Стенка 14 матрицы пойдет влево (фиг. 5), а подвижное дно 12 вверх. Сжатая- пуклевка (фиг. 4) передвинется вверх на уровень приливов матрицы. Далее устройство остановится. Рабочий снова нажимает на педаль у клапана 18, и поршень 4 снова идет вниз, пуансон 8 встречается со смятой с боков пуклевкой и обжимает шов. Если это необходимо, то обжим повторяется несколько раз короткими рывками с помощью выведенной дублерной педали 23 у тоQ го же концевого клапана 18. Резко нажав на педаль-дублер 23 и затем педаль клапана 18, создают ударное действие пуансона, при этом палец 22 еще не дойдет до рычажка 23.
Эффективность изобретения сравнительно с прототипом сводится к герметичности шва.
Формула изобретения
Устройство для соединения листовых деталей, .содержащее плиты и расположенный на них механизм вытяжки и расплющивания, снабженный матрицей и пуансоном, отличающееся тем, что, с целью герметизации шва, матрица выполнена составной из трех
частей, одна из которых закреплена неподвижно, другая установлена подвижно в горизонтальном направлении, а третья смонтирована ниже уровня первых двух и установлена между ними с воз.можностью перемещения в вертикальной плоскости, при
этом пуансон и матрица выполнены длиной, равной длине плиты.
Источники информации, принятые во внимание при экспертизе
фиг. 1
6
10
/7
/г
. 2
УУ//ХХ/Я
Фиг.З
РиьЛ ix tx
PUZ.& a c
