(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ИЗДЕЛИЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
1
Изобретение относится к листовой штамповке.
Известен способ изготовления коробчатых изделий путем вырезки листовой заготовки и вытяжки. Штамп для осущес твления способа содержит размещенные в верхней плите пуансон и установленный концентрично ему кольцевой прижим, а также закрепленную на нижней плите матрицу, внутри которой установлен подвижный в вертикальном направлении донный щ)тккм i}.
К недостаткам известного способа следует Отнести невысокое качество получаемых изделий обусловленное образованием гофра в месте правки углов, а также значительное время, требуемое для изготовления одной детали, поскольку вытяжка осушествляется в несколько стадий.
С целью повышения качества готового изделия и повышения производительности в предложенном способе перед вытяжкой на листовой заготовке в зонах углов го-
тового изделия формуют трехгранные выступы, ребра которых направлены в ту же сторону, что и ребра готового изделия.
В штампе для осушествления способа кольцевой прижим подпружинен относительно верхней плиты и закреплен на ней посредством тяг, шартифно связанных с верхней п,га-1гой и отклоняемых от вертикальной оси упорами, разк1ещенными по периферии матрицы, а донный прижим выполнен составным из нижней части, имеющей в углах треугольные выступы, и верхней части, подпружиненной относительно нижней и размещенной между ее выступами.
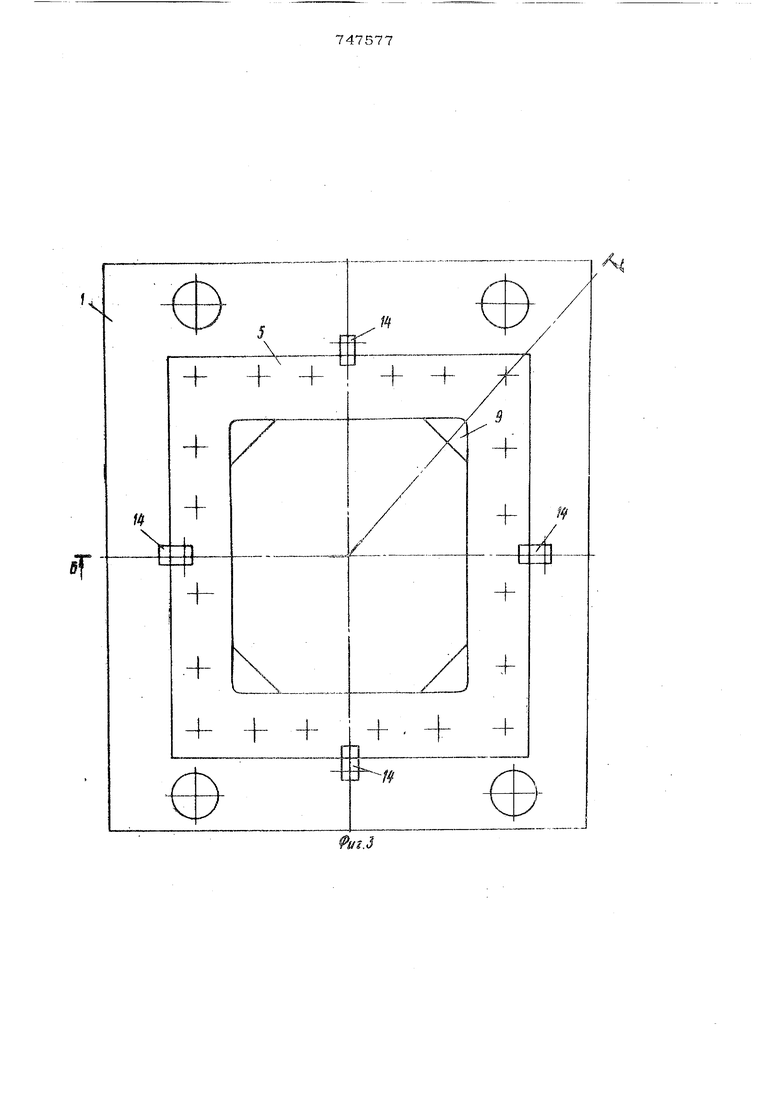
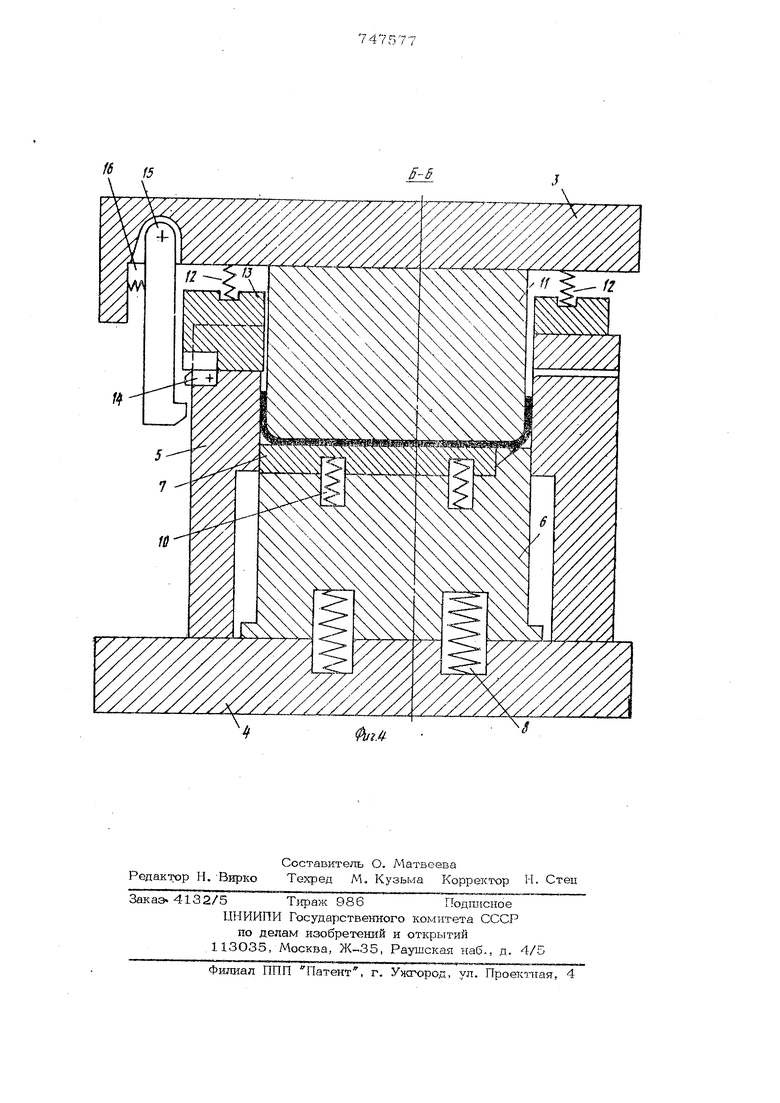
На фиг. 1 изображена четырехугольная заготовка перед вытяжкой в mTaN-ine, вид сверху; на фиг. 2 - разрез А-А фиг.1; на фиг. 3 - нижняя плита штампа, вид сверху; на фиг. 4 разрез Б-Б фиг. 3.
Штамп для вытяжки предлагаемым способом заготов1ш 1 с предварительно образованными в ней п}фамидальными выступами 2 COCTOICT из подвижной верхней ппить 3 и неподвижной нижней плиты 4, взаимосвязанных между собой. На илите 4 установлена матрица 5 с рабощал отверстием, конфигуращш которого соответствует конфигурации штампуемой детали, В отверстии матрицы 5, соосно ему, размещен донный iipmK/nvi, состоящий из двух частей 6 и 7, причем нижняя часть 6 прижима подпружи1-.€;на относительно плиты 4 пружинами 8 и снабжена по периметру угловыми тре толывьтми выступ ми 9 по числу углов днища штампуемой дет ли, а верхняя часть 7 прижима подпр жи нена пружинами 1О относительно нижней его части 6 и разметена в промежутке между выступами 9. Верхняя плита 3 штампа содержит вытяжной пуансон 11 закрепленный соосно отверстие матрицы и част5Пх 6 и 7 прижима. Концентрично пуансону 11 на плите 3 размещен подпружиненный пружинами 12 7сольиевой прижим 13, снабженный рычажными упорами 14, .закрепленными на матрице 5. Плита 3 содержит также тяги 1Б,.шарнирно за фепленные в ней и отклоняемые от вертикальной оси jiiopaMH 14 матрицы 5. Тяги 15 снабжены пружинами 16 для возврата в исходное положение. Способ изготовления коробчатых изделий осуществляется следующим образом. Из листа вырезают карту буду1дей заготов7 и 1, например четырехугольную, и производят обрезку контура углов коробчатого изделия с днищем с учетом возможной их утяжки. Затем в заготовке 1формутот nj-фамидальные выступы 2 с тремя гранями по числу углов щтампуемого изделия таким образом, что каждого выступа 2 опре деляет вершину угла дншаа изделия, а ребра каждо1Х) выступа 2 направление ребер издешш. При этом угол f между плоскостью грани выступа 2, обращенно к центру за1Х)Товки 1, и плоскостью заготовки 1 выбирают в зависимости от пласт1гческих свойств материала, а угол. между плоскостью той же грани выступа 2и его ребром, не лежащ ск-г в этой плоскости, в зависимости от высоты боковой стенки изделия, причем этот уг должен быть больше или равным 9О . Подготовленную такт- образом заготовку 1 подвергают вытяжке в штампе. В исходном положении, штампа плита 3 находится в крайнем верхнем положеьши При этом часть 6 нижнего прижима по действием пружин 8 приподнята над пло ОСТЬЮ плиты 4, а часть 7 нижнего приима под действием нрумш) 10 выступает ад плоскостью части 6 таким образом, то рабочая ее поверхность находится выше верхнего торца матрицы 5. Кольцевой 13 подвешен на тягах 15 к плите 3 таким образом, что рабочий торец пуансона 11 выступает относительно прижима 13 на величину, несколько большую высоты боковой стенки штампуемого изделия. Заготовка 1 с предварительно образованными в ней трехгранными выступами 2 укладывается на поверхность части 7 нижнего прижима, гфи этом выступы 2 располагаются в промежутках, образованных между частью 7 нижнего прижиь а и матрицей 5. При движении плиты 3 вниз пуансон 11 взаимодействует с заготовкой 1, размещенной на части 7 нижнего прижима. Под воздействием возрастающего давления пуансона 11 на заготовку 1 часть 7 нижнего прижима, преодолевая сопротивление пружин 1О, перемещается вниз до соприкосновения выступов 2 заготовки 1 с соответствующи:у И треугольными выступами 9 на части 6 нижнего прижима. В результате взаимодействия выступов 2 в заготовке 1 и выстуттов 9 части 6 нижнего прижима происходит разгибка углов, образованных плоскостями каждой 3,-рани выступов 2 и плоскостью заготовки 1, и тем самым правка днища изделия. При дашэнейшем движении плиты 3 вьшз тяги 15 рычажными упорами 14 отводятся от верхнего прижима 13. Последний прижимает заготовку 1, после чего она втягивается пуансоном 11 в отверстие матрицы 5. Рабочие контуры матрицы 5 и прижима 13 соответствуют контуру заготовки 1 в момент правки дншла штампуемого изделия. В тот момент, когда под воздействием пуансона 11 часть 6 нижнего прижил-га, преодолевая сопротивление пружин 8, коснется плоскости плиты 4, щгюисходит окончательная формовка угла штампуемого изделия на выступах 9. При обратном ходе верхней плиты 3 пружины 16 возвращают тяги 15 в исходное положеьше. При этом тяги, приподняв рычажнг те упоры 14, зацепляют прижит 13, При обратном движении плиты 3 нижний прижш гюд действием сжатых пружин 8 и 10 выталкивают готовое изделие из отверстия матрицы 5. Предлагаемый способ изготовления коробчатых изделий обеспечивает умень шение количества переходов в процессе вьгтя« ки коробчатых изделий до двух {без учета стадии предварительной подготовки заготовки) и значительное повышение качества готовых коробчатых изделий за счет равномерного распределения деформации материала по обеим сторонам ребер боковых стенок изделия. Формула изобретени 1. Способ изготовления коробчатых изделий путем вырезки листовой загото ки и вытяжки, отличающийся тем, что, с целью повышения производительности, перед вытяжкой на листово заготовке в зонах углов готового изделия формуют 3-х гранные выступы, ребра кот рых направлены в ту же сторону, что и ребра готового изделия. 2. Штамп для осуществления способа по п. 1, содержащий размещенные в верхней плите пуансон и установленный концентрично ему кольцевой прижим, а также закрепленную на нижней плите матрицу, внутри которой установлен подвижный в вертикальном направлении донный прижим, отличающийся тем, что кольцевой прижим подпружинен относительно верхней плиты и закреплен на ней посредством тяг, шарнирно связанных с верхней плитой и отклоняемых от вертикальной оси упорами, размещенными по периферии матрицы, а донный прижим вьгаолнен составным из нижней части, имеющей в углах треугольные выступы, и верхней части, подпружиненной относительно нижней и размещенной между ее выступами. Источнгаси информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 2O43G3, кл. В 21D 51/5:2, 1966. -А noeepNf//7JO f6 f5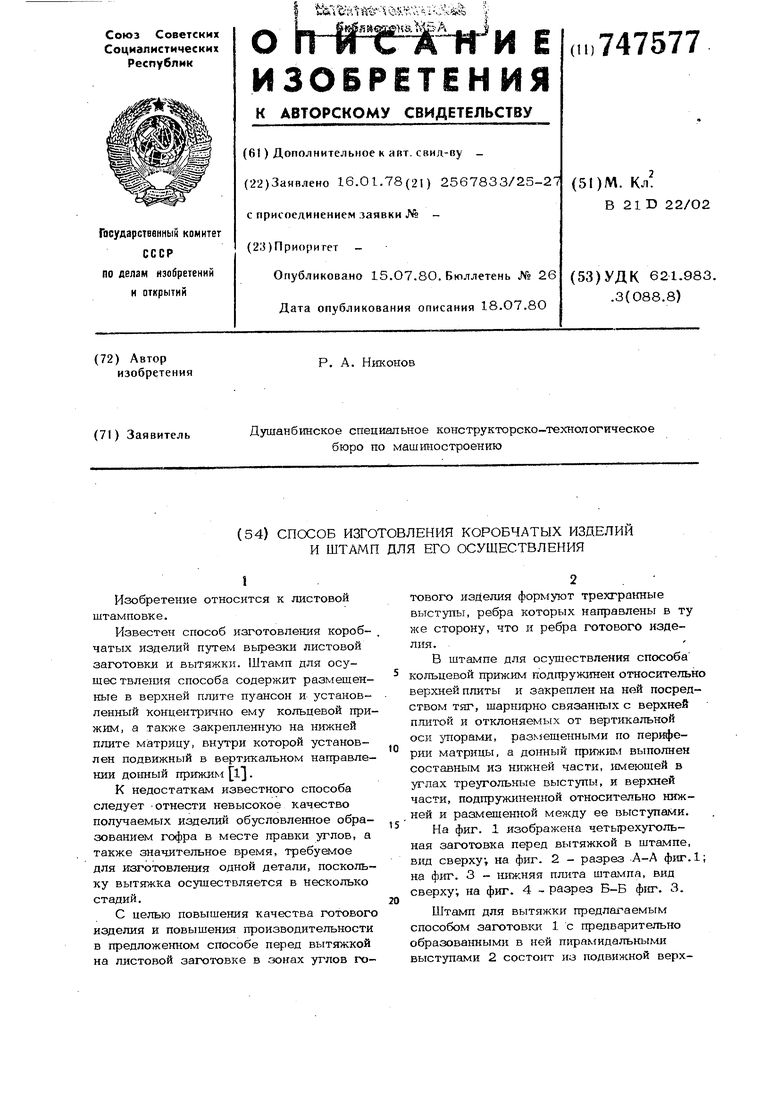

| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ОДНОУГЛОВОЙ ГИБКЕ (ВАРИАНТЫ) | 2007 |
|
RU2359243C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| Штамп для вытяжки | 1981 |
|
SU1018752A1 |
| Штамп для листовой штамповки | 1977 |
|
SU633644A1 |
| Штамп для глубокой вытяжки | 1981 |
|
SU995990A1 |
| Штамп для вытяжки | 1978 |
|
SU741995A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ВЫТЯЖКИ КОРОБЧАТОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2013 |
|
RU2545863C2 |
| Штамп для поэлементной штамповки | 1979 |
|
SU804088A1 |
| Штамп для поэлементной вытяжки | 1979 |
|
SU863077A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |