(54) СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕС
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления колес | 1983 |
|
SU1140865A1 |
| Способ изготовления барабанов грузоподъемных машин | 1979 |
|
SU1011493A1 |
| Способ изготовления канатного блока | 1982 |
|
SU1133452A1 |
| Способ изготовления армированных отливок | 1982 |
|
SU1060305A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛЛОНА | 2003 |
|
RU2247621C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТОЯЩИХ ИЗ ДВУХ ЧАСТЕЙ КОМБИНИРОВАННЫХ КОЛЕС ИЗ ЛЕГКОГО СПЛАВА, В ЧАСТНОСТИ АЛЮМИНИЕВОГО СПЛАВА | 2012 |
|
RU2583236C2 |
| Способ изготовления армированных отливок типа шкивов | 1980 |
|
SU899263A1 |
| Способ производства сварных труб | 1988 |
|
SU1611486A1 |
| Способ изготовления канатных блоков | 1988 |
|
SU1586832A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
1
Изобретение относится к обработке металлов давлением, в частности к производству колес-блоков грузоподъемных машин.
Наиболее близким по технической сути и достигаемому результату к предлагаемому является способ изготовления колес, при коtopOM изготавливают обод, ступицу и спицы и приваривают спицы к ободу 1.
Недостатками такого способа являются высокая трудоемкость изготовления блоков, связанная с большим объемом сварочных работ при соединении ступицы со спицами и спиц с ободом, а также большой расход металла при изготовлении отдельных элементов блока (ступиц, спицы).
Цель изобретения - снижение трудоемкости изготовлении за счет удаления операции сварки спиц со ступицей и сокращения расхода металла.
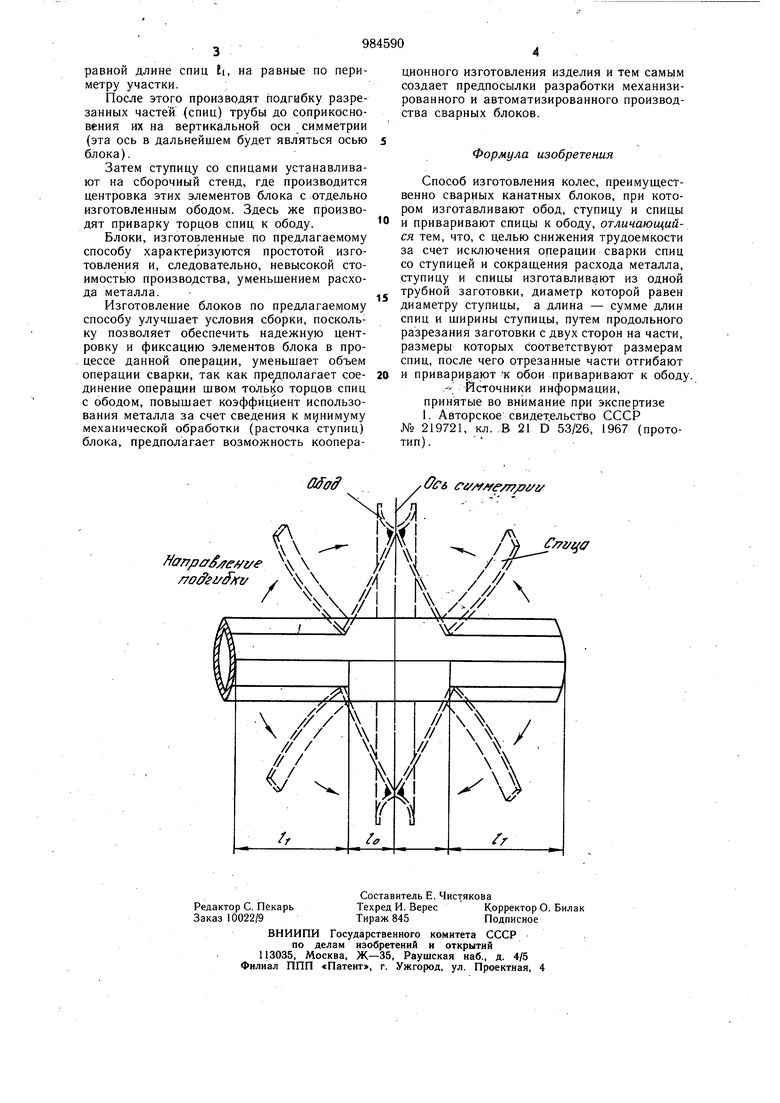
С этой целью в способе изготовления колес, преимущественно сварных канатных блоков, при котором изготавливают обод, ступицу и спицы и приваривают спицы к рбоду, ступицу и спицы изготавливают из одной трубной заготовки, диаметр которой равен диаметру ступицы, а длина - сумме длин спиц и ширины ступицы, путем продольного разрезания заготовки с двух сторон на размеры которых соответствуют размерам спиц, после чего отрезанные части отгибают и приваривают к ободу. На чертеже показана полая трубная за5 готовка для изготовления ступицы блока совместно со спицами.
Разрезаемые по торцам части трубной заготовки в результате подгибки (направление подгибки показано на чертеже) к ° вертикальной оси (ось симметрии блока) служат спицами блока, а неразрезаемая часть заготовки ЕО - служит ступицей.
Прокатанную на стене полую трубную заготовку разрезают на отдельные заготовки ЕЗЗГ, равные
Ijar. .
Параметры заготовки Ео и EI определяются конструктивно и зависят от диаметра ° канатного блока, а также геометрии профиля, используемого в качестве обода, блока. Затем в зависимости от требуемого количества и размеров спиц полую трубную заготовку разрезают с двух сторон по длине.
равной длине спиц Ei, на равные по периметру участки.
После этого производят подгибку разрезанных частей (спиц) трубы до соприкосновения их на вертикальной оси симметрии (эта ось в дальнейшем будет являться осью блока).
Затем ступицу со спицами устанавливают на сборочный стенд, где производится центровка этих элементов блока с отдельно изготовленным ободом. Здесь же производят приварку торцов спиц к ободу.
Блоки, изготовленные по предлагаемому способу характеризуются простотой изготовления и, следовательно, невысокой стоимостью производства, уменьшением расхода металла.
Изготовление блоков по предлагаемому способу улучшает условия сборки, поскольку позволяет обеспечить надежную центровку и фиксацию элементов блока в процессе данной операции, уменьшает объем операции сварки, так как предполагает соединение операции швом только торцов спиц с ободом, повышает коэффициент использования металла за счет сведения к минимуму механической обработки (расточка ступиц) блока. Предполагает возможность коопера/Яfг7гf
ционного изготовления изделия и тем самьш создает предпосылки разработки механизированного и автоматизированного производства сварных блоков.
Формула изобретения
Способ изготовления колес, преимущественно сварных канатных блоков, при котором изготавливают обод, ступицу и спицы и приваривают спицы к ободу, отличающийся тем, что, с целью снижения трудоемкости за счет исключения операции сварки спиц со ступицей и сокращения расхода металла, ступицу и спицы изготавливают из одной трубной заготовки, диаметр которой равен диаметру ступицы, а длина - сумме длин спиц и ширины ступицы, путем продольного разрезания заготовки с двух сторон на части, размеры которых соответствуют размерам спиц, после чего отрезанные части отгибают и приваривают к обои приваривают к ободу.
.-- Источники информации, во внимание при экспертизе 1. Авторское свидетельство СССР № 219721, кл. .В 21 D 53/26, 1967 (прототип).
C // /fe/77/Of/y
.V ./
