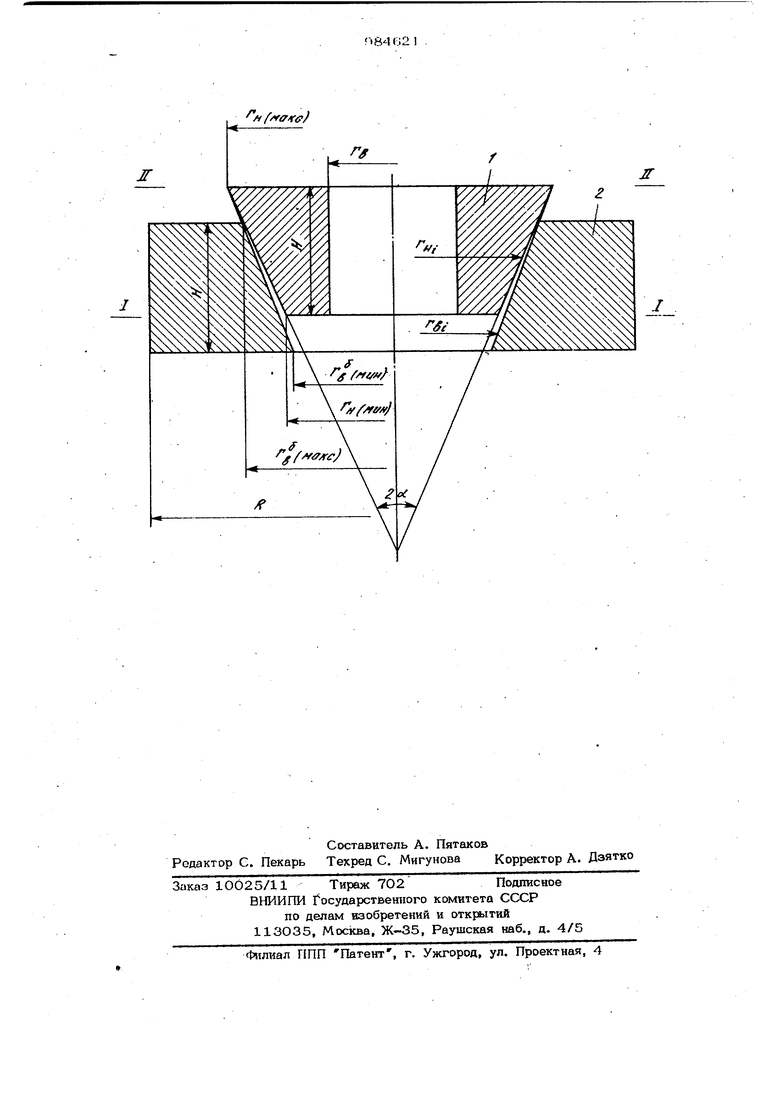
(54) .ИНСТРУМЕНТ ДЛЯ ШТАМПОВКИ . . - 1 - .. :, Изобретение относится к обработке металлов давлением и может быть иопольэОвано в металлообрабатывающей промышленности, а именно при изготовлении изделий методами точной обработки металлов дaвлeни« l. Известен инструмент для обработки металлов давлеШ1ем, содержащий рабочую часть, и бандажное кольцо, собранные с постоянными натягом Cl Однако известное. устройство харак теризуется недостаточной надежностью соединения рабочей части и бандажного кольца. Наиболее близким по технической cym ности к предлагаемому является йнстру мент для обработки, металлов давлением в котором рабочая часть и инструмент собраны по коническим сопрягаемым по верхностям с одинаковым натягом по об1}азующей 23. Недостатком известного устройства является искажение профиля графюры рабочей части инструмента после запреосовкн ввиду разлшной ne $opMairaH по CCN чениям сопряженных деталей. Цепь взобретешш - улучшение качества делЕй пра увелкчевия стбйхоо ти инструмента.. Поставленная цепь досгигаетсв тем, что в ивструменте, содержащем рабочую вставку с ocesJM отвёрствам(. в охватывающее ее &таажщ е кольцо, совряжеввыё поверхвоств которых выполнены кошк ческвмн, поверхность вставкв выпопювв с углом полезности, превышающем, угол конусности сопрягаемой поверхвоств бандажного копыш. Размеры сопряг80 1х поверивостев вставкв в бандажного кольца выбравы кэ соотвошевва; ) где г. - переменный внутревввй ixwnqrc бандажного кольца; 3 98 - переменный наружный радиус вставки; R - наружный радиус бандажного кольиа; К - коэффициент, зависящий от ра меров бандажного копыш и вставки. На чертеже изображен инструмент, общий вид. Инструмент содержит рабочую вставку 1 и бандажное копьцо 2. Инструмент .-подготавливают к работе следующим образом. Рабочую вставку 1 изготавливают с конусностью, больщей чем конусность сопрягаемого отверстия в бандажном кольце 2. Затем производят напрессовку бандажного кольца 2 на рабочую вставку 1. Использование предлагаемого инструмента по сравнению с существующим иоключает неравномерную упругую деформацию внутренней полости инструмента, что позволяет повысить качество изделий, получаемых в этом инструменте. Разн11ца в радиальных перемещениях в прототипе в сечениях 1-1 и II-О соотавляет 0,015 мм, ,В предлагаемом инструменте радиальные перемещения в любом сечении одинаковы. Кроме того, изобретение повышает стоимость инструмента за счет улучщения геометрии бандажируемого инструмента, а распределение окружных (сжимающих) напряжений вдоль образующей внутренней поверхности инструмента становится более равномерным. 4 Формула изобретения 1.Инструмент для штамповки, содержащий рабочую вставку с осевым отверотием и охватывающее ее бандажное коль.цо, сопряженные поверхности которых : выполнены ионическими, отличающийся тем, что, с цепью повышения качества получаемых изделий и стойкости инструмента, поверхность вставки выполнена с углом полезности, превышающим угол конусности сопрягаемой поверхности бандажного кольца. 2.Инструмент по п. 1, о т л и ч а ю щ и и. с я тем, что размеры сопрягаемых поверхностей вставки и бандажного кольца выбраны из соотношения где г- . - переменный внутренний радиус бандажного кольца; г - переменный наружный радиус вставки; R - наружный радиус бандажного кольца; К - коэффициент, зависящий от, размеров бандажного кольца вставки. Источники информации, принятые во внимание при экспертизе 1.Проворов Л, В. Прессование стали и тугоплавких сплавов. М., Машиностроение, 1969, с. 178. 2.Романовский В. П. Справочник по холодной штамповке. М.-Л., Машиностроение,1965, с. 641 (прототип).
fffff e)
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2553736C1 |
| Матрица для холодной высадки деталей сложного профиля | 2023 |
|
RU2817098C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2017 |
|
RU2647434C1 |
| Способ изготовления сборного инструмента | 1983 |
|
SU1181766A1 |
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| СОСТАВНАЯ МАТРИЦА | 2000 |
|
RU2198761C2 |
| Сборный формообразующий инструмент с овалообразной формой гравюры | 1979 |
|
SU897358A1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПА НАПРЯЖЕННОЙ КОНСТРУКЦИИ | 1991 |
|
RU2025251C1 |