(54) ФУТЕРОВКА КОВША ДЛЯ ЖИДКОГО МЕТАЛЛА
1
Изобретение относится к металлургии, а именно к сталеплавильному и доменному участкам производства для изготовления футеровки ковшей.
Известна футеровка ковшей из огнеупорных изделий, состоящая из двух или трех рядов кирпича: защитного и рабочего или из защитного, контрольного и рабочего 1.
Недостатком такой футеровки является то, что на ее изготовление и эксплуатацию идет большой расход кирпича и затрачивается ручной труд.
Известна также комбинированная футеровка, включающая два слоя: защитный, сделанный вручную из кирпичей и рабочий, выполненный набивкой, наливкой или торкретированием. В такой футеровке уменьшен расход кирпича и затраты ручного труда на ее эксплуатацию, созданы предпосылки для механизации процесса футеровки и ее выполнения безотходным способом 2.
Недостатки комбинированной футеровки состоят в том, что на защитный слой расходуются дорогостоящие кирпичи и затрачивается ручной труд; в заново отфутерованном ковше стыки между кирпичами заполнены раствором.
При многократных переворачиваниях ковща для слива шлака высохший раствор треска.ется, измельчается высыпается, раскрываются швы. Для осмотра состояния кирпичного слоя и его ремонта остаточный монолитный слой ломают и бой высыпают из ковша путем его переворачивания вверх дном.-При этом кирпичи смещаются, трескаются и увеличиваются зазоры между ними. Во время набивки,наливки и торкретирования щели между кирпичами заполняют10ся на незначительную глубину и потому че,рез них после выработки рабочего слоя аварийно уходит металл.
Чтобы через щели между кирпичами защитного слоя не ушел металл, ковш останавливают на ремонт и ломают монолитный
15 слой, выработанный, только на 55-65%.
Недостатки комбинированной футеровки особенно проявляются при обработке в ковшах синтетическими шлаками, инертными газами и вакуумированием, увеличивающими
20 время контакта футеровки с жидким металлом.
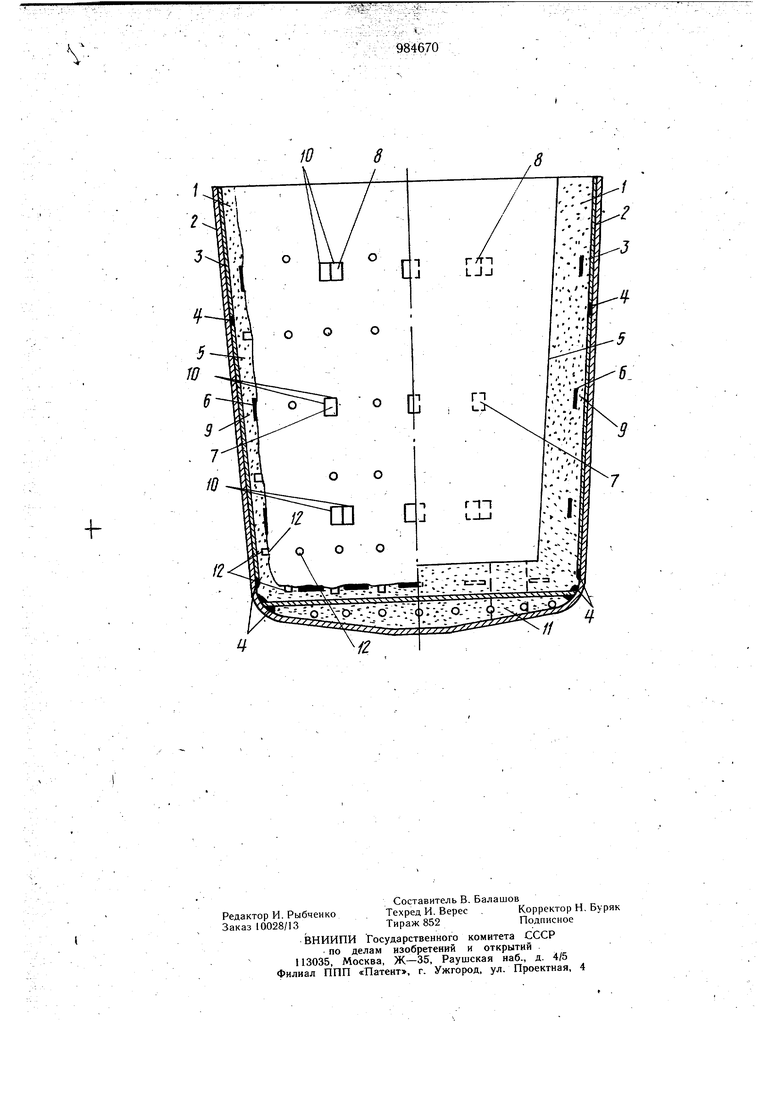
Целью изобретения является экономия трудозатрат при футеровке ковшей для жидкого металла и их эксплуатации. Поставленная цель достигается тем, что футеровка ковша для жидкого металла, состоящая из боковой и донной частей выполнена ввиде монолитного блока из.-наливной огнеупорной массы, снабженного металлическим каркасом с крепежными элементами и yкaзateлями безопасности толщины остаточного слоя, установленными в монолитном блоке. На чертеже показан ковш с новой, (справа) и изношенной слева футеровкой, разрез. Футеровка 1 корпуса ковша 2 состоит из единого монолитного блока, армированного металлическим каркасом 3, швами 4 приваренного -к корпусу ковша. Каркас удерживает монолитный блок от вертикальных перемещений при многократных переворачиваниях ковша. От контакта с жидким металлом каркас защищен слоем наливочной огнеупорной массы 5. В монолитном блоке установлены указатели 6, выполненные из одного 7 или двух рядом расположённых кирпичей 8. Пространство между указателями, каркасом и корпусом ковща заполнено слоем наливной огнеупорной массы 9. Указатели вставлены в гнезда, сделанные в моноблокепосле нескольких наливов.металла в ковш с новой футеровкой. На поверхность указателей перед их установкой в гнезда нанесено графитовое покрытие. После износа внутреннего слоя монолитного блока на его рабочей поверхности появляются вертикальные и горизонтальные полосы 10, расположенные на стыках кирпичей между собой и с остаточным слоем моноблока, показывающие, что при Дальнейщей эксплуатации остаточрого слоя футеровки может произойти местный перегрев корпуса ковша. Расстояние между соседними указателями выбрано таким, что оно позволяет с достаточной точностью визуально определить остаточную толщину футеровки. В сталеразливочном ковше футеровка имеет отверстие. 11 для разливочного стакана или гнездовых кирпичей. В контактировавщей с металлом и щлаком стекловидной и газонепроницаемой структуре футеровки, остановленной на ремонт и очищенной от настылей щлака и металла, делаются отверстия 12, которые набиваются бетоном. Предлагаемая футеровка упрощает организацию работ и в 2-3 раза сокращает время ремонта ковша. Через 12 ,мес эксплуатации содержание SiOj в защитном слое уменьшилось на 0,26%, AlaOj - на 0,18%, СаО на 0,51% и NajO - на 0,21%, поэтому он оказывается пригодным, для использования в качестве кускового заполнителя свежего бетона, идущего на восстановление футеровки, и позволяет снизить расход последнего до 2-2,5 кг/т стали. По сравнению с рабочим слоем из огнеупорного кирпича скорость нагрева и охлаждения защитного слоя предлагаемой футе.ровки в 10 раз ниже и потому термические трещины в нем не образуются, что обеспечивает более высокую степень его надежносв тоннельных печах на обжиг 1 т щамотного кирпича расходуется в среднем 130 кг условного топлива. С учетом этого на термообработку 1 т кирпичной, комбинированной и предлагаемой футеровок соответственно расходуется 547, 508 и 342 кг условного топлива после капитального ремонта; 395, 280 и-190 кг после среднего и 262, 210 и 152 кг после текущего ремонта. Таким образом, предлагаемая футеровка сокращает затраты труда, материалов и топлива. Формула изобретения . Футеровка ковща дли жидкого металла, состоящая из боковой и донной частей. отличающаяся тем, что, с целью экономии трудозатрат, она выполнена в виде монолитного блока. 2.Футеровка по п. 1, отличающаяся тем, что монолитный блок выполнен из наливной огнеупорной массы. 3.Футеровка по п. 1, отличающаяся тем, что ее монолитный блок снабжен металлическим каркасом с крепежными элементами. 4.Футеровка по п. 1, отличающаяся тем, что, с целью определения времени ее остановки на ремонт, она снабжена указабезопасной толщины остаточного телями слоя, установленными в монолитном блоке. Источники информации, принятые во внимание при экспертизе 1.Левин Я. М. Сталеразливочные ковши. М., 1968. 2..«Металлург, 1977, №,1, с. 23.
-ь
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ КОВША, ОГНЕУПОРНАЯ МАССА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ И КОВШ ДЛЯ ПЕРЕВОЗКИ ЖИДКОГО МЕТАЛЛА | 1999 |
|
RU2147485C1 |
| Установка для ремонта футеровок металлургических емкостей | 1980 |
|
SU1056524A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2735014C1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ | 2020 |
|
RU2811006C1 |
| Огнеупорная бетонная смесь | 1981 |
|
SU977429A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛОБА ДЛЯ ТРАНСПОРТИРОВКИ ЖИДКОГО МЕТАЛЛА | 2003 |
|
RU2284243C2 |
| Футеровка ковшей емкостью 300 - 400 т для разливки стали | 1989 |
|
SU1747242A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ОБРАБОТКИ АДДИТИВНОЙ ФУТЕРОВКИ | 2020 |
|
RU2755325C1 |
| СПОСОБ ТОРКРЕТИРОВАНИЯ СТАЛЕВЫПУСКНОГО ОТВЕРСТИЯ МЕТАЛЛУРГИЧЕСКОГО АГРЕГАТА | 2002 |
|
RU2214459C1 |