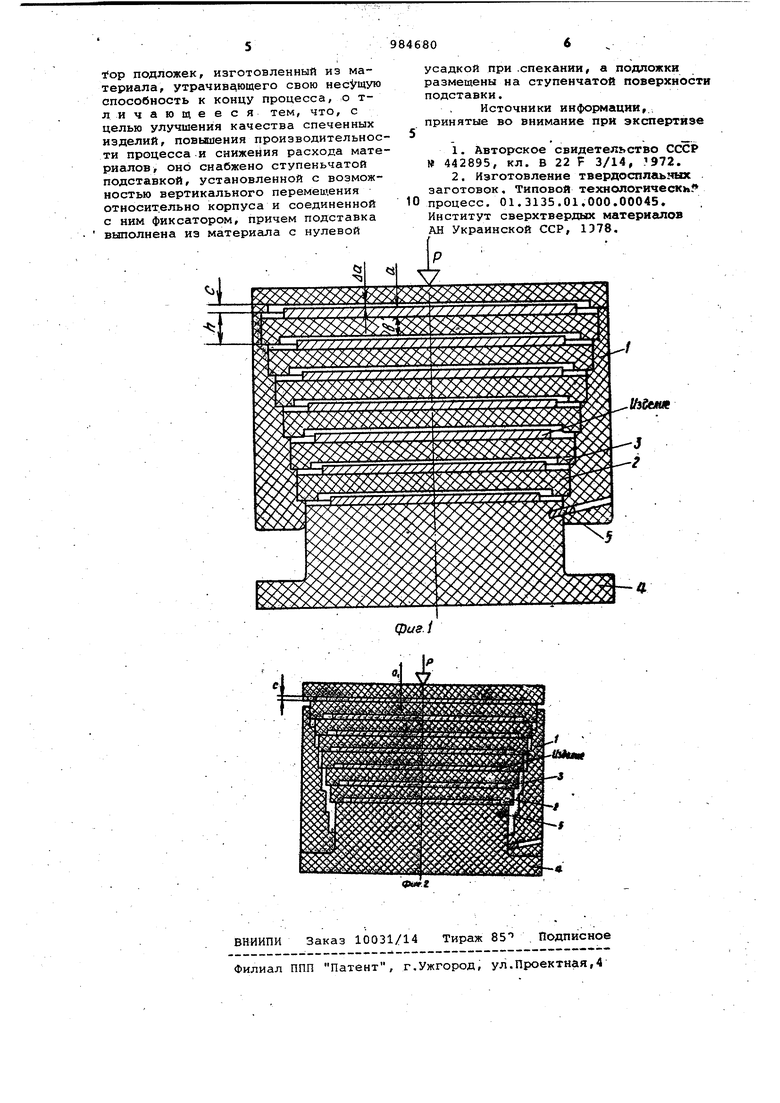
Изобретение относится к порошко.вой металлургии, в частности к устройствам для спекания порошковых из делий . Известно устройство для изготовления изделий из порошка, включающе груз, перед спеканием установленный над изделиями на подставках из мате риала, позволяющего подставкам утра чивать свою несущую способность к концу процесса спекания. Подставки выполняют перед спеканием роль фикс торов груза над изделиями l . Однако известное устройство рассчитано только для спекания или одного изделия, или стопки изделий, пересыпанных слоем засыпки. Из-за разной величины усадки по толщине каждого из изделий в стопке и невоз можности выполнить и сохранить при спекании равномерность слоев засыпк спекание стопкой с помощью упомянутого устройства приводит к большому количеству брака спеченных изделий по причине их деформации. Наиболее близким к предлагаемому .по технической сущности и достигаемому результату является устройство для спекания изделий из порошка, включающее корпус, установленный в нем пакет графитовых подложек для изделий и груза и фиксатор подложек, изготовленный из материала, утрачивающего свою несущую способность к концу процесса 2 , Для фиксации по высоте одной подложки для изделий и груза необходи-. МО перед спеканием установить подложку 3-4 фиксатора, а для фиксации, например, пакета, состоящего из подложек для изделий и груза в количестве 7-8 штук, необходимо 28-32 фиксатора (подставки). Фиксаторы из материала, утрачивающего свою несущую способность к концу процесса спекания, используемые перед спеканием как подставки под груз над металлокерамическими изде- ЛИЯМИ, например вольфрамокобальтовыми, также изготавливают из этих -смесей. Поэтому увеличение расхода упомянутых фиксаторов приводит к прямому увеличению остродефицитных металлокерамических смесей. Для того, чтобы упомянутые фиксаторы выполняли перед спеканием роль подставок, необходимо, чтобы их высота минимум на 0,2-0,5 мм превышала высоту спекаемого изделия, а для того, чтобы эти подставки потеряли СВОЮ несущую способность в конце спекания, необходимо, чтобы их высо та в конце спекания-минимум на 0,20,5 мм была меньше высоты спеченного иаяелия. Обеспечение перед спеканием указанного зазора (0,2-0,5 мм) техноло гически трудноосуществимо и это при I водит к тому,что около 50% брака (трещины, несоответствие размеров, коробление и т.п.) получается по указанной причине. Увеличение указанных зазоров при водит к увеличению высоты фиксаторо а следовательно, и увеличению расхо да металлокерамических смесей на их изготовление. Целью изобретения является улучшение качества спеченных изделий, повышение производительности процес са и снижение расхода материала. Поставленная цель достигается тем, что устройство для спекания из делий из порошка, включающее kopnyc установленный в нем пакет графитовых подложек для изделий и груза и фиксатор подложек, изготовленный из материала, позволяющего ему терять свою несущую способность к концу процесса спекания, снабжено ступенчатой подставкой, установленной с возможностью вертикального перемеще ния относительно корпуса и соединен ной с ним фиксатором, причем подста ка выполнена из материала с нулевой усадкой при спекании, а подложки размещены на ступенчатой поверхности подставки. На фиг.1 изображено устройство для спекания металлокерамических изделий, общий вид, перед спеканием на фиг.2 -. то же, в конце спекания Устройство состоит из ступенчато подставки 1 из материала с.нулевой усадкой при спекании графита, подложек 2 с выступами 3, корпуса 4 и фиксатора 5 из материала, позволяющего ему утрачивать свою несущую способность к концу спекания. Устройство работает следующим образом. На ступенчатой поверхности подставки 1 расположен пакет подложек 2 для изделий и груза Р (фиг.1). Груз Р размещён на самой верхней подложке пакета, которая в положени до спекания опирается на самую верх нюю ступеньку подставки 1, Высота h ступеньки подставки 1 рассчитывается по формуле h Ь + а + , гдеЬ - высота (толщина) подложки 2 а - высота (толщина) сырого изделия;да - зазор между подложкой 2 и изделием, который позволяет изделию свободно усаживатьс при спекании. Высота с выступов подложек определяется по формуле .+йа, где а - высота спеченного изделия; да- зазор между изделием и подложкой 2 с грузом в конце спекания, В конце спекания (фиг,2) при достижении заданных температур и времени выдержки фиксатор 5, имеююлй. вид стопора, под действием груза Р срезается подставкой 1, которая при этом перемещается вниз до упора с корпусом 4. Графитовые подложки 2 с изделиями под действием груза Р перемещаются вниз и своими выступами 3 ложатся одна на другую и на корпус 4. Если выполнить подставку 1 из материала не с нулевой усадкой при спекании, то она будет иметь те же недостатки, что и в известном устройстве, т.е. необходимо .будет строго обеспечивать величину зазора между грузом (подложкой) и изделием во избежание брака, и она не будет пригодной для многократного использования. Подставка 1 в предлагаемом устройстве выполнена из.графита и поэтому пригодна для многократного использования., Использование устройство позволяет сократить расход смеси ВК4 на фиксаторы приблизительно в 30 раз, делает возможным в качестве фиксаторов использовать безвольфрамовые материалы на основе глинозема и другие более дешевые и недефицитные материалы. Кроме того, повыяается производительность процесса прессования благодаря упрощению спекания (исключение ряда операций из техпроцесса, в том числе и трудновыполнимых). Таким образом, использование предлагаемого устройства позволит широко наладить производство твердосплавных заготовок толщиной 0,5-3,0 мм типа тонких пластин для резцов, дисковых фрез и ножей улучшенного качества, полностью исключить их брак при спекании, уменьшить припуски на обработку, значительно уменьшить расход металлокерамических материалов на изготовление фиксаторов, упростить процесс спекания изделий, что даст экономический, эффект при внедрении на предприятиях Министерства химического и нефтяного машиностроения более 150 тыс,руб. в год. Формула изобретения Устройство для спекания изделий из порошка, включающее корпус, установл15нный в нем пакет графитовых подложек для изделий и груза и фикса
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления металлокерамических изделий | 1972 |
|
SU442895A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2336973C2 |
| Приспособление для спекания изделий из порошковых материалов | 1988 |
|
SU1555056A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| Приспособление для спекания длинномерных тонкостенных изделий из порошковых материалов | 1985 |
|
SU1271656A1 |
| ЭКОНОМИЧНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ МЕТОДОМ ПОРОШКОВОЙ МЕТАЛЛУРГИИ | 2017 |
|
RU2695586C1 |
| Устройство для спекания плоских изделий из порошка | 1981 |
|
SU1014658A1 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ КЕРАМИЧЕСКИХ ПЛАСТИН | 1991 |
|
RU2021231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВ | 1995 |
|
RU2072457C1 |
