Заявляемое изобретение относится к области порошковой металлургии, в частности к способам изготовления изделий из тяжелых сплавов на основе вольфрама.
Известен способ изготовления металлокерамических изделий из твердых сплавов, включающий спекание под давлением груза, устанавливаемого над изделиями на подставках из материала, позволяющего подставкам утрачивать свою несущую способность к концу спекания (А.С. 442895 СССР «Способ изготовления металлокерамических изделий» Кармазин П.Н. и Калия М.А. - Опубл. в Б.И., 1974, №34).
Недостаток этого способа заключается в трудности устранения коробления сложнофигурного изделия.
Наиболее близким по технической сущности является способ изготовления деталей из сплава вольфрам - никель - железо, включающий приготовление смеси порошков, которая содержит 85-96 вес.% вольфрама. Остальную часть смеси составляет никель и железо в весовом соотношении 5:5-8:2. Затем получают прессовку, спекают в восстановительной атмосфере при температуре 1200°С для получения заготовки с плотностью 95% от теоретической, дальше нагревают заготовку до температуры, которая на 0,1-20°С выше температуры образования жидкой фазы. Время нагрева достаточно, чтобы образовалась жидкая фаза, но недостаточно, чтобы вызвать осадку детали. (Патент №3979234 (США). Способ изготовления деталей из сплава вольфрам - никель - железо. Опубликовано в 1976 г. МКИ B22F 3/16, 3/24, НКИ 148-126).
Недостаток второго способа заключается в трудности устранения коробления сложнофигурного тонкостенного крупногабаритного изделия из сплава вольфрам - никель - железо из-за наличия градиента температур, превышающего 20°С внутри нагревательной камеры большого размера. Также к недостатку этого способа относится и то, что заготовки из тяжелых сплавов с содержанием вольфрама менее 92% по массе, остальное - никель и железо, даже при твердофазном спекании подвержены значительному короблению.
Последний способ выбран в качестве прототипа, как наиболее близкий по технической сущности.
Задачей изобретения является повышение качества заготовки за счет уменьшения коробления тонкостенных полых крупногабаритных изделий.
Технический результат, достигаемый при использовании предлагаемого изобретения, следующий:
- значительное снижение коробления спеченных тонкостенных крупногабаритных заготовок;
- уменьшение припусков на механическую обработку.
Технический результат достигается тем, что в способе изготовления крупногабаритных тонкостенных полых изделий на основе вольфрама, включающем приготовление однородной смеси порошков, содержащей не более 92% по массе вольфрама, остальное - никель и железо, прессование заготовки, спекание в твердой фазе, внутреннюю поверхность заготовки оформляют прессованной подложкой с содержанием вольфрама 94-98% по массе, остальное - никель и железо или медь, при этом спекание заготовки производят на подложке. При этом либо подложку напрессовывают на подложку либо сначала прессуют подложку, а на нее снаружи напрессовывают заготовку. Последовательность может меняться в зависимости от конструкции пресс-формы.
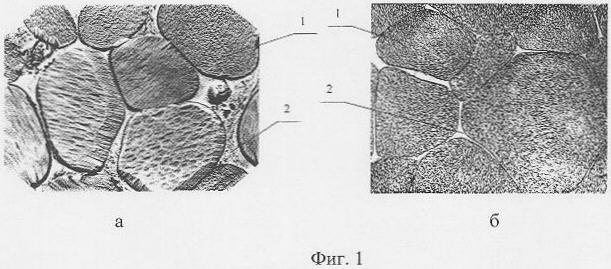
Для сплавов состава вольфрам - никель - железо (вольфрам - никель - медь) содержание связующей фазы (твердый раствор вольфрама в никель - железе (никель - меди), равное 6-8% по массе, является граничным (Конюхова Л.А., Эйдук Ю.А., Водопьянова Л.С. Прочность и деформация сплавов W-Ni-Fe и W-Ni-Cu при повышенных температурах. - Цветные металлы, 1974, №10, с.57-59). При содержании связующей фазы более 8% по массе зерна вольфрама (1) в основном не контактируют друг с другом и окружены связующей фазой (2) (фиг.1,а). При уменьшении содержания связующей фазы с 6% по массе и ниже, в частности для сплавов ВНМ-3-2, ВНЖ-3,5-1,5, ВНЖ-1,75-0,75, площадь контакта вольфрамовых зерен начинает все более увеличиваться, т.е. образуется единый по объему изделия каркас из вольфрамовых зерен (1) с включениями связующей фазы (2) (фиг.17,б). Нижний предел содержания связующей фазы в спекаемых до компактного состояния вольфрамовых сплавах определен экспериментально и составляет 2% по массе.
В процессе спекания изделия с высоким удельным весом содержащие связующей фазы более 8% по массе более подвержены крипу (ползучести) под собственным весом и, как следствие, короблению, чем изделия с содержанием связующей фазы менее 6% по массе. Ползучесть материала на основе вольфрама с содержанием связующей фазы более 8% по массе в основном определяется ползучестью связующей фазы, т.к. зерна вольфрама вкраплены в связующую фазу и в основном не соединены друг с другом. Ползучесть материала на основе вольфрама с содержанием связующей фазы менее 6% по массе в основном определяется ползучестью вольфрамового каркаса, т.к. зерна вольфрама соединены между собой. А ползучесть тугоплавкой составляющей (вольфрама) значительно ниже ползучести относительно легкоплавкой связующей фазы при одной и той же температуре и одних и тех же гравитационных силах.
Заявляемое изобретение отличается от прототипа тем, что в качестве подложки, оформляющей одну из поверхностей заготовки, содержащей связующей фазы более 8% по массе, остальное - вольфрам, используется прессовка с содержанием связующей фазы 2-6% по массе, остальное - вольфрам, что при дальнейшем совместном спекании позволяет уменьшить коробление сложнофигурной тонкостенной крупногабаритной заготовки.
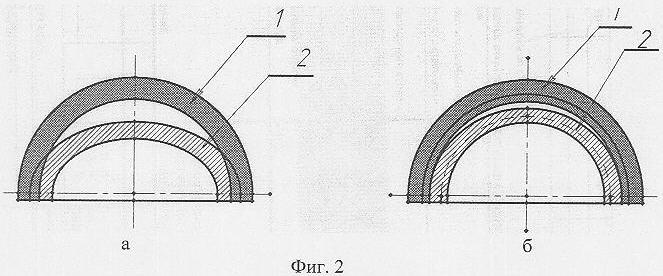
На фиг.2 приведено схематичное изображение объемной усадки изделий с напрессованной подложкой (б) и без нее (а).
Ниже приведен пример способа изготовления крупногабаритных тонкостенных полых изделий на основе вольфрама при следующей последовательности прессования заготовки и подложки: сначала прессуют заготовку, а затем на ее внутреннюю поверхность прессуют подложку.
Предварительно в гидростате давлением 100 МПа формовали полусферическую заготовку (1) с плотностью 9,5 г/см3 (фиг.2,а). Материалом заготовки служила механическая смесь порошков, % по массе: Ni - 7, Fe - 3, W - остальное. В тех же условиях прессовали полусферическую заготовку состава ВНЖ-7-3. Не извлекая заготовку из пресс-формы (не показана), на внутреннюю сферическую поверхность заготовки гидростатическим давлением 100 МПа напрессовывали подложку состава ВНМ-3-2 и получали двухслойную заготовку (1) (фиг.2,б). Материалом подложки служила прессованная механическая смесь порошков, % по массе: Ni - 3, Cu - 2, W - остальное. Твердофазное спекание заготовки из ВНЖ-7-3 и ВНЖ-7-3 с подложкой из ВНМ-3-2 проводили в среде водорода по режиму:
температура предварительного спекания 950°С;
выдержка 2 часа;
нагрев до температуры окончательного спекания 1430°С со скоростью 5°С/мин;
выдержка 1 час;
охлаждение вместе с печью.
Перед спеканием для уменьшения коробления полусферические заготовки устанавливали на подставки из прессованной давлением 100 МПа механической смеси порошков состава ВНМ-3-2. Между заготовками и подставками просыпался 2-3 мм слой предварительно прокаленного порошка корунда.
Схематичное изображение объемной усадки изделий приведено на фиг.2. В процессе спекания изделие из ВНЖ-7-3 (2) интенсивно коробилось в результате осадки полюса заготовки (фиг.2,а). Коробление изделия из ВНЖ-7-3 с подложкой из ВНМ-3-2 (2) значительно снижалось (фиг.2,б). Линейные усадки по высоте и диаметру представлены в таблице 1. Величины а и b - отношение и разница максимальной и минимальной линейных усадок соответственно позволяют сделать заключение относительно значительного снижения коробления изделия из ВНЖ-7-3 с подложкой из ВНМ-3-2.
После спекания изделие из ВНЖ-7-3 с подложкой из ВНМ-3-2 отжигали в вакууме 1×10-5 мм рт.ст. при температуре 550-600°С в течение 24 часов. Целью отжига являлось повышение механических свойств материала заготовки.
По данной технологии изготавливали образцы-свидетели, отдельно, из сплава ВНЖ-7-3 и сплава ВНМ-3-2 для исследования механических свойств (таблица 2). Высокие механические свойства сплава ВНЖ-7-3 позволяют использовать его как конструкционный материал.
Подложка из сплава ВНМ-3-2 либо удалялась механическим способом как припуск на механическую обработку, либо она оставалась и выполняла часть функций основной детали.
Использование настоящего изобретения позволило получить после спекания заготовки правильной формы, уменьшить припуски на механическую обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФИГУРНЫХ ТОНКОСТЕННЫХ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2006 |
|
RU2332279C2 |
| СПОСОБ УЛУЧШЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ ПОРОШКОВЫХ ИЗДЕЛИЙ ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА И ПОРОШКОВОЕ ИЗДЕЛИЕ С МЕХАНИЧЕСКИМИ СВОЙСТВАМИ, УЛУЧШЕННЫМИ ЭТИМ СПОСОБОМ | 2009 |
|
RU2442834C2 |
| Многослойная твердосплавная пластина и способ ее получения | 2020 |
|
RU2749734C1 |
| Способ изготовления изделий из металлических порошков | 1982 |
|
SU1007831A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2010 |
|
RU2444418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2016 |
|
RU2623566C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ЗАГОТОВОК ИЗ ТЯЖЕЛЫХ СПЛАВОВ НА ОСНОВЕ ВОЛЬФРАМА | 2015 |
|
RU2582166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПЕЧЕННЫХ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПСЕВДОСПЛАВА НА ОСНОВЕ ВОЛЬФРАМА | 2009 |
|
RU2414329C1 |
| СПЛАВ НА ОСНОВЕ ЦИРКОНИЯ | 1999 |
|
RU2141540C1 |
| Способ получения порошка тяжелых вольфрамовых псевдосплавов электроэрозионным диспергированием отходов сплава ВНЖ в керосине | 2020 |
|
RU2747205C1 |
Заявляемое изобретение относится к области порошковой металлургии, в частности к способам изготовления спеченных заготовок из тяжелых сплавов на основе вольфрама. Способ включает приготовление однородной смеси порошков, содержащей не более 92 мас.% вольфрама, остальное - никель и железо, и прессование заготовки. После прессования заготовки на ее поверхность напрессовывают подложку с содержанием вольфрама 94-98 мас.%, остальное - никель и железо или медь, а затем осуществляют спекание изделия. Технический результат - снижение коробления спеченных тонкостенных сложнофигурных крупногабаритных изделий и уменьшение припусков на механическую обработку. 2 табл., 2 ил.
Способ изготовления спеченных крупногабаритных тонкостенных полых изделий из материала на основе вольфрама, включающий приготовление однородной смеси порошков, содержащей не более 92 мас.% вольфрама, остальное - никель и железо, прессование заготовки и ее спекание в твердой фазе, отличающийся тем, что после прессования заготовки на ее поверхность напрессовывают подложку с содержанием вольфрама 94-98 мас.%, остальное никель и железо или медь, а затем осуществляют спекание изделия.
| US 3979234 А, 07.09.1976 | |||
| Способ изготовления спеченных биметаллических изделий с отверстием | 1987 |
|
SU1519848A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПИЛЬНОГО ДИСКА С КОМПОЗИТНЫМИ ПЛАСТИНАМИ НА ЗУБЬЯХ | 1999 |
|
RU2150353C1 |
| Сплав на основе вольфрама | 1988 |
|
SU1797627A3 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |

