4
Од
сл
00
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования порошков | 1979 |
|
SU831363A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ДЕТАЛЕЙ | 2013 |
|
RU2560456C2 |
| Устройство для спекания изделий из металлических порошков | 1983 |
|
SU1148709A1 |
| Индукционная герметичная печь для спекания керамики | 1989 |
|
SU1716293A1 |
| Способ изготовления изделий из порошковых материалов и устройство для его осуществления | 1986 |
|
SU1407680A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СЕЙСМИЧЕСКИХ КОЛЕБАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2381528C2 |
| Индукционная индукторная тигельная печь с проволочным индуктором | 2016 |
|
RU2669030C2 |
| Линия для автоматической индукционной наплавки | 1987 |
|
SU1555088A1 |
| МЕТАЛЛИЧЕСКАЯ ЛОДОЧКА ДЛЯ ПЕЧЕЙ СПЕКАНИЯ | 1997 |
|
RU2133425C1 |
1. УСТРОЙСТВО ДЛЯ СПЕКАНИЯ. ПЛОСКИХ ИЗДЕЛИЙ ИЗ ПОРОШКА, содержащее электропечь с зоной спекания и лодочки с размещенными в них основа.;ниями для установки изделий и. плитами пригруза, о т л и ч а ю щ е е с я .тем, что, с целью повьлления качества изделий, оно снабжено плоским индуктором, расположенным в зоне спекания в сводовой части последней, а плиты пригруза выполнены .из неэлектропроводного материала и снабжены замкнутыми витками из электропроводного материала. . 2. Устройство по п. 1, о т л и ч а ю щ е ее я тем, что витки подключены к источнику тока. О) С
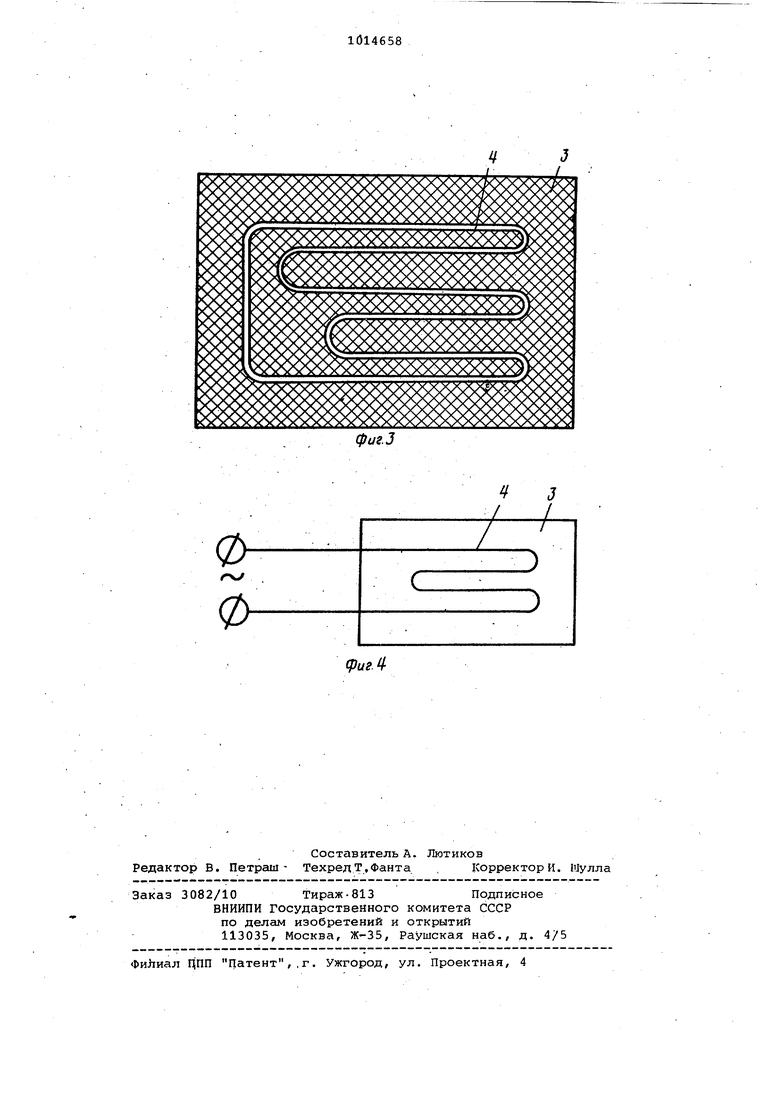
///////////////////// ///////// фиг. 1 Изобретение относится к порошково металлургии, в частности к устройст вам, предназначенным для спекания плоских изделий из порошка. Известно устройство для спекания плоских изделий, содержащее электро печь, лодочки для размещения издели подставки из материала с усадкой большей, чем у изделий и плиты приг руза. Изделия укладывают на дно лодочки, вокруг них на расстоянии 1-2 SM устанавливают подставки, на которые, в свою очередь, устанавливают плиту пригруза, в процессе спекания усадка подставок происходи быстрее, чем изделия, поэтому плита пригруза начинает оказывать давление на изделия. Дальнейшее спекание и остывание происходит под грузом l Недостатком данного устройства является низкий выход годных изделий и повышенный расход дефицитного твер дого сплава (в случае спекания твердосплавнЕлх изделий). Это вызвано тем что в результате охлаждения изделий под постоянной нагрузкой)в них возникают остаточные напряжения, вызывающие разрушение изделий при их пос ледующей механической обработке. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство, для спекания плоских изделий из по- рошка, содержащее электропечь.езоной спекания и лодочки с paзмeIчeнны 1и в них основаниями для установки изделий и плитами пригруза. Устройство снабжено средствами для приложения давления на установленные на основании стопкой изделия .через плиту пригруза и технологические прокладки, причем охлаждение спеченных изделий может быть осуществлено без давления 2. Недостатком известного устройства является невозможность приложения импульсных нагрузок к спекаемым изде лиям, что снижает качество получаемы изделий. Цель изобретения - повышение качества изделий. Поставленная цель достигается тем что устройство для спекания плоских изделий из порошка, содержащее электропечь с зоной спекания и лодочки с размещенными в них основаниями для установки изделий и плитами прирузок, снабжено плоским индуктором, расположенным в зоне спекания в сводовой части последней, а плиты пригруза выполнены из неэлектропроводного материала и -снабжены замкнутыми витками из электропроводного материа ла. Витки могут быть подключены к источнику тока. Витки могут быть выполнены короткозамкнутымй. На фиг. 1 изображена печь, общий вид; на фиг, 2 - зона спекания, поперечный разрез; на фиг. 3 - плита пригруза с короткозамкнутым витком; на фиг. 4 - то же, с витком, подключенным к источнику тока. Устройство состоит из электропечи 1, внутри которой происходит спекание изделий, индуктора 2, расположенного над зоной спекания, пластины 3, установленной на спекаемое изделие, выполненной из материала, обладающего высоким электросопротивлением. Пластина 3 снабжена замкнутым витком 4, расположенным параллельно плоскости витков индуктора 2. В электропечь помещена лодочка 5 с графитовым основанием 6, на котором установле)а спекаемая заготовка. Устройство работает следующим образом. Спекаемую заготовку помещают на графитовое основание 6, установленное в лодочке 5. Сверху на спекаемую заготовку помещают пластину 3 с вмонтированным в нее замкнутым витком 4. Нагруженную лодочку 5 перемещают вдоль различных температурных зон. По достижении температуры спекания включается индуктор 2, который индуцирует ток в витке 4, расположенном в пластине 3. В результате этого между индуктором 2 и пластиной 3 возникают силы отталкивания, которые оказывают рихтующее действие на спекаемую заготовку. Таким образом, спекание происходит под давлением. По истечений определенного времени спекания нагруженная лодочка 5 выходит из зоны действия индуктора 2, и остывание спекаемой заготовки происходит без давления. Включение и выключение индуктора 2 может производиться как вручную так. и при помощи автоматического следящего устройства. Кроме того, виток 4, вмонтированный в. .пластину 3, может быть подключен к источнику тока,причем иодклю-чёние Производиться так, чтобы направление токов В индукторе 2 и пластине 3 способствовало возникновению электромагнитных сил отталкивания между ними. Это приводит к дополнительной нагрузке на спекаемое изделие. Проводят спекание заготовок твер-. досплавных фрез с соотношением диаметра к толщине более 100 (D 120±5 мм H i,54-0,3 мм). Спекают заготовки фрез из сплавов ВКб-ОМ, ВК8, ВК15. Прессование заготовок производят на гидравлическом прессе. Темп проталкивания в устройстве 1 ч. Заготовки укладывают в стопу по 5 шт. Результаты испытаний приведены в таблице.
к
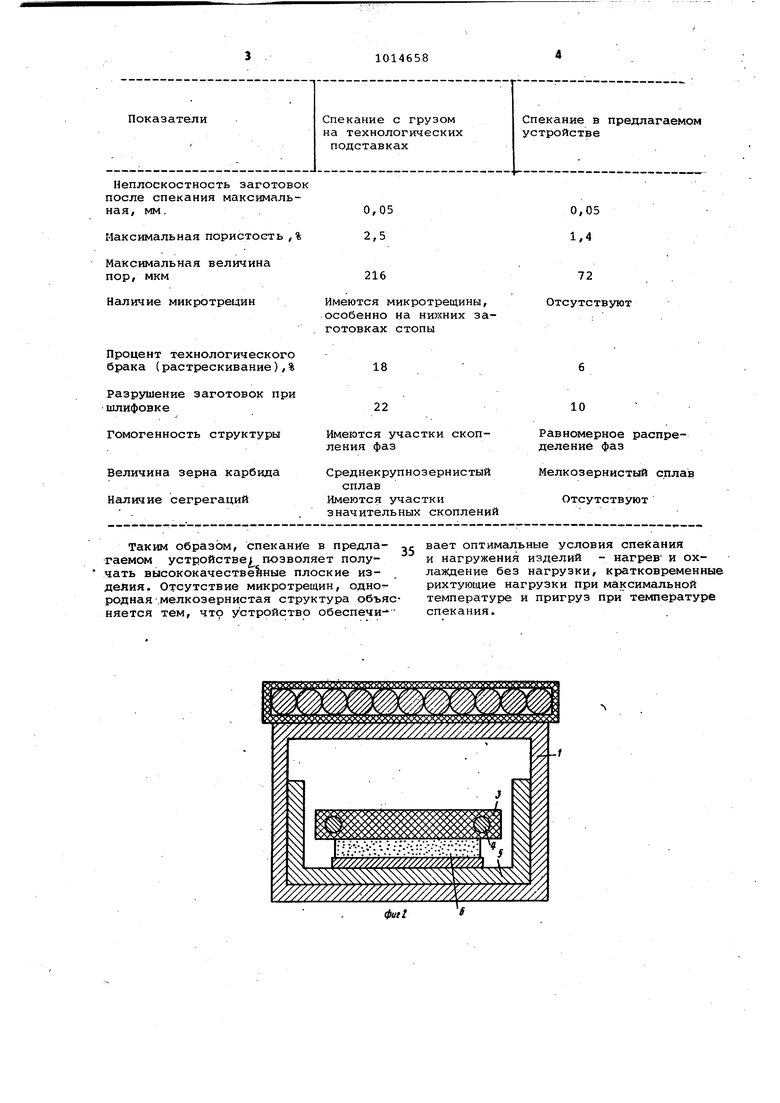
Имеются микротрещины, особенно на нижних заготовках стопы
Имеются участки скопления фаз
Среднекрупнозернистый
сплав
Имеются участки значительных скоплений Таким образом, спекание в предлагаемом устройстве позволяет получать высококачественные плоские изделия. Отсутствие микротрещин, одно родная .мелкозернистая структура объя няется тем, что устройство обеспечи0,05
0,05 2,5 1,4
72 Отсутствуют
10
Равномерное распределение фаз
Мелкозернистый сплав Отсутствуют вает оптимальные условия спекания и нагружения изделий - нагрев и охлаждение без нагрузки, кратковременные рихтующие нагрузки при максимальной температуре и пригруз при температуре спекания.
Ш ///7//////////
У//////////////////// /7/у
SN1 У/// 7//// //////////Л 7 Л. .у У/
Ш$ $ШШШШ у/.
W
фа116
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения слитка | 1974 |
|
SU492342A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
