ifsoepexeHHe относится к алмазноабразивным инструментам и может быть применено для разрезки различных неметаллических материалов, преимущест.венно монокристаллов полупроводникЬ.вых и диэлектрических материалов.
По основному авт. св. № 856780 известна абразивная ,пила, выполненная в виде основы с закрепленными на ней элементами, причем основа выполнена в виде витков проволоки, расположенных параллельно друг ДРУгу и соединенных между собой с помощью скрепляющего элемента 1 .
Цель изобретения - повьгшение работоспособности пилы путем подачи СОЖ в зону резания, а также облегчение удаления шлйма из рабочей зоны. .
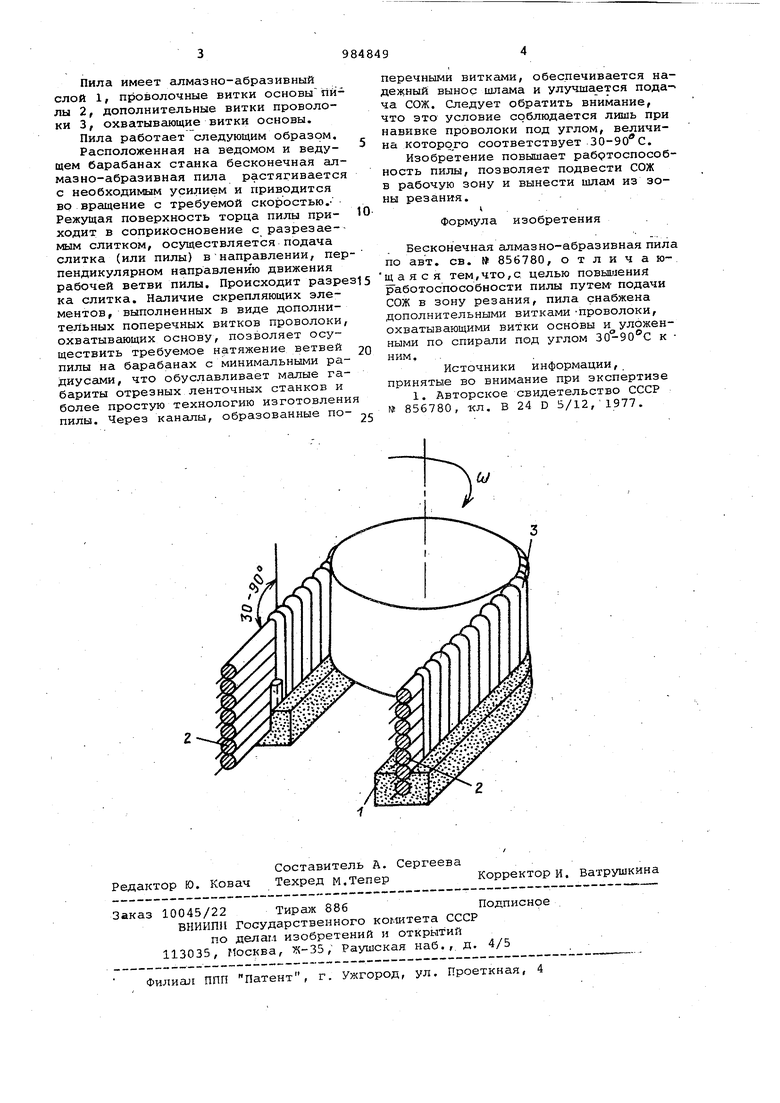
ПocтaвJ Ieннaя цель достигается тем, что пила снабжена дополнительньзми витками проволоки, охватывающими витки основы и уложенными по спирали под углом ЗО-ЭО С к ним.
Предлагаемое решение значительно упрощает технологию изготовления пилы, так как поперечные элементы, скрепляющие витки основы, могут быть выполнены путем намотки проволоки значительно меньшей толщины, чем проволока основы. Кроме того, применение скрепляющих элементов в виде дополнительных .виткoв проволоки, у которых ширина и толщина равны диаметру проволоки, приводит к уменьшению изгибающего момента, что позволяет расширить области применения пил на станках, имеющих барабаны с большой кривизной.
Расположение поперечных витков под
10 углом к основе улучшает условия работы пилы, так как повышает эффективность подачи смазочно-охлаждаиощей жидкости в зону резания, а также улучшает условия выноса шлгила через кана15лы, образуемые поверхностью дополнительных витков проволоки обрабатываем мым материалом. Эксперименты показывают, что уменьшение угла наклона поперечных витков ниже 30. С не дает
20 улучшения качества обработки и приводит к усложнению технологии изготовления, а увеличение угла более чем на приводит к ухудшению Попадания СОЖ в зону резания, что так25же снижает качество обработки, так. как быстро заполняются шламом и плохо промываются межвитковые промежутки-полости.
На чертеже изображена предлагаемая
30 пила.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИМЕЮЩЕЙ КАНАВКУ РЕЖУЩЕЙ КРОМКОЙ | 2003 |
|
RU2319607C2 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2004 |
|
RU2270093C2 |
| СВАРОЧНЫЙ ЭЛЕКТРОД И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2318643C2 |
| СВЕРЛО ОДНОСТОРОННЕГО РЕЗАНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2068321C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2356652C1 |
| КОМБИНИРОВАННЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2006 |
|
RU2313440C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2313439C1 |
| Способ изготовления абразивного инструмента | 1983 |
|
SU1076274A2 |
