Область техники
Настоящее изобретение относится к сварочному электроду для выполнения операций ручной дуговой сварки металлическим электродом, причем упомянутый электрод содержит область зажигания дуги, включающую в себя торцевую поверхность зажигания дуги. Площадь поперечного сечения области зажигания дуги уменьшена по сравнению с основной площадью поперечного сечения сварочного электрода. Кроме того, настоящее изобретение относится к устройству для изготовлении сварочных электродов, предназначенных для ручной дуговой сварки металлическим электродом, причем упомянутое устройство содержит блок изготовления электродных проволок сварочных электродов и блок нанесения материалов, образующих шлак и защитный газ, на упомянутые электродные проволоки и высушивания этих материалов.
Уровень техники
При выполнении операций сварки, соответствующих большинству способов сварки, требуется наличие высоких температур для обеспечения соединения двух металлических деталей. Согласно наиболее старому из существующих способов, способу ручной дуговой сварки металлическим электродом, источником нагрева является электрическая дуга, электрическая энергия которой преобразуется в процессе сварки в тепловую энергию и которая поддерживается между рабочим концом покрытого металлического сварочного электрода и деталью. Данный способ основан на том, что капли расплавленного металла из электродной проволоки, являющейся сердцевиной сварочного электрода, перемещаются в направлении свариваемой детали и в то же время защищаются веществами из материала оболочки, которой покрыт металлический электрод для дуговой сварки. На начальном этапе сварки возникает электрическая дуга, также называемая просто дугой, и важным при этом является то, чтобы она возникала на детали непосредственно в заданном месте и с заданной интенсивностью для того, чтобы результирующий сварной шов получился с заданным качеством и прочностью. Кроме того, первоначальная дуга должна обладать достаточной надежностью возбуждения и интенсивностью для гарантирования того, что она в достаточной степени нагреет ранее наложенный сварной шов/сварное соединение для обеспечения приемлемого и бездефектного возобновления сварки и продолжения прерванного сварного шва/сварного соединения с помощью свежего (нового) сварочного электрода.
Чтобы устранить эту проблему и создать дугу удовлетворительного качества даже в сложных условиях сварки, были предложены различные способы повышения напряженности электрического поля на рабочем конце сварочного электрода в момент самого начала сварки, то есть обеспечения так называемого "горячего старта". Эта цель может быть достигнута путем увеличения силы тока вручную на короткий период времени, но этот способ является неточным, и при этом существует риск того, что сварной шов/сварное соединение, изготовленное таким образом, может не отвечать предъявляемым к нему строгим требованиям качества. Современная технология позволяет контролировать силу тока при помощи микропроцессора, но, с одной стороны, эта технология очень чувствительна к условиям окружающей среды, т.е. холоду и влажности, которые могут иметь место при применении данного способа сварки, а с другой стороны, такая технология является дорогостоящей. Вместо этого предлагались специальные металлические электроды для дуговой сварки, которые имеют сердцевину в виде электродной проволоки с уменьшенным поперечным сечением в области зажигания дуги с тем, чтобы таким образом увеличить напряженность электрического поля на начальной стадии без регулирования силы тока. В этом случае может быть использовано обычное сварочное оборудование без дополнительного увеличения затрат.
Однако эти традиционные сварочные электроды, имеющие уменьшенное поперечное сечение в области зажигания дуги, являются сравнительно сложными и, следовательно, дорогими с точки зрения изготовления. Одним известным из уровня техники способом уменьшения площади поперечного сечения области зажигания дуги является придание, например, при помощи механической обработки области зажигания дуги конической формы, диаметр которой постепенно увеличивается до полной величины поперечного сечения. Придание такой формы выполняют для каждой электродной проволоки отдельно, и в последующем, при их транспортировке между различными этапами изготовления, конусообразные концы могут застревать в других электродных проволоках или в оборудовании. Кроме того, процесс нанесения покрытия на сварочный электрод этого типа становится более сложным, так как геометрия внешней поверхности электрода приводит к нанесению слишком большого количества материала оболочки для соблюдения цилиндрической наружной формы сварочного электрода, с последующим растрескиванием оболочки, возникающим в результате сушки, либо дополнительно требуются специальные технологические приемы для обеспечения одинаковой толщины слоя материала оболочки и, таким образом, его соответствия наружной форме электродной проволоки, являющейся сердцевиной сварочного электрода.
Другим известным из уровня техники способом уменьшения области зажигания дуги в сварочном электроде является высверливание в торцевой поверхности этой области зажигания дуги небольшого отверстия, проходящего вглубь в продольном направлении сварочного электрода. Этот процесс требует высокой точности, так как сердцевина сварочного электрода в виде электродной проволоки обычно имеет диаметр менее 5 мм, и поэтому центрирование отверстия часто выполняют вручную, что увеличивает стоимость. При таком типе уменьшения поперечного сечения, кроме того, возникают трудности при заполнении просверленного отверстия материалом оболочки из-за наличия в нем воздуха, и именно эта особенность на первоначальном этапе может ухудшить качество создаваемого впоследствии сварного шва/сварного соединения.
Таким образом, задачей настоящего изобретения является устранение проблем, обрисованных выше в общих чертах, и предложение менее дорогостоящего и более простого с точки зрения производства сварочного электрода, предназначенного для использования при операциях ручной дуговой сварки металлическим электродом, причем упомянутый электрод имеет уменьшенную площадь поперечного сечения в области зажигания дуги и в то же время способен поддерживать подходящие характеристики дуги в момент ее возбуждения или в процессе последующего создания сварного шва/сварного соединения.
Сущность изобретения
Следовательно, задачей настоящего изобретения является устранение проблем, в общих чертах описанных выше, и, кроме того, создание устройства для изготовления сварочных электродов, в котором эти проблемы устранены.
Эта задача решается с помощью сварочного электрода, по типу относящегося к описанному во введении, который имеет отличительные признаки, указанные в пункте 1 формулы изобретения. Предпочтительные варианты выполнения сварочного электрода приведены в пунктах формулы, зависимых от пункта 1. Упомянутая задача также решается при помощи устройства, имеющего отличительные признаки, указанные в пункте 11 формулы изобретения, в то время как предпочтительные варианты его выполнения указаны в зависимых пунктах.
Настоящее изобретение относится к сварочному электроду для использования при операциях ручной дуговой сварки, содержащему являющуюся его сердцевиной электродную проволоку, имеющую область зажигания дуги, включающую в себя торцевую поверхность зажигания дуги, причем площадь поперечного сечения упомянутой области зажигания дуги уменьшена по сравнению с основным поперечным сечением упомянутой электродной проволоки. Область зажигания дуги выполнена с по меньшей мере одним углублением, раскрыв которого выходит на продольную боковую поверхность электродной проволоки. Одним из результатов формирования сварочного электрода с таким углублением в его области зажигания дуги является то, что количество материала в упомянутой области зажигания дуги будет уменьшенным по сравнению с количеством материала, обычно имеющегося в поперечном сечении. Уменьшение количества материала в электродной проволоке приводит к увеличению силы тока в области зажигания дуги по сравнению со стандартным сварочным электродом и, следовательно, обеспечивает желаемые преимущества, а именно повышение вероятности быстрого возбуждения дуги, более стабильное и, таким образом, лучше контролируемое направление дуги и повышенное выделение теплоты в момент возбуждения дуги, гарантирующее как можно более плавное и бездефектное продолжение уже существующего сварного шва/сварного соединения. Все эти свойства являются в высшей степени желательными, например, при сварке трубопроводов, где условия сварки могут быть наиболее сложными.
Кроме того, благодаря обеспечению таким образом углубления, полученного путем удаления материала электродной проволоки и имеющего раскрыв, выходящий на образующую торцевую поверхность этой электродной проволоки, по существу сохраняется внешняя форма электродной проволоки, что может иметь большое значение при изготовлении сварочных электродов. Например, в соответствии с обычным процессом изготовления электродные проволоки и, впоследствии, сварочные электроды на некоторых этапах процесса изготовления транспортируются в их продольном направлении, в результате чего будучи выполненными с областью зажигания дуги, имеющей конусность в направлении рабочего конца, сварочные электроды могут вклиниваться между другими электродными проволоками, перемещающимися перед ними, и конвейерной лентой, либо вклиниваться между другими деталями, участвующими в процессе изготовления. В обоих случаях результатом может стать прерывание процесса изготовления и, как следствие, экономические потери. Таким образом, соответствующая настоящему изобретению отличительная особенность, заключающаяся в том, что внешняя форма электродной проволоки по существу сохраняется, частично решает такую проблему процесса изготовления.
Другим преимуществом, обеспечиваемым настоящим изобретением в момент начала сварки, является то, что окружная периферия торцевой поверхности зажигания дуги электродной проволоки остается по существу неповрежденной. Если бы эта окружная периферия была сильно уменьшена, как в случае конусообразных областей зажигания дуги согласно существующей технологии, было бы необходимым при возбуждении дуги устанавливать сварочный электрод в положение, по существу находящееся почти под прямым углом (90°) к лицевой поверхности детали. Это обусловлено тем, что материал электродной проволоки, находящийся на окружной периферии торцевой поверхности зажигания дуги, будет расположен на большем расстоянии от детали в момент, когда сварочный электрод установлен в положение под меньшим углом (<90°) к детали, в том случае, когда область зажигания дуги имеет форму конуса, по сравнению со случаем, когда ее окружная периферия является в целом неповрежденной. Это означает, что для успешного возбуждения дуга должна, с одной стороны, перекрыть большее расстояние между торцевой поверхностью зажигания дуги и деталью, а с другой стороны, должна пробить большее количество материала оболочки. Чтобы обеспечить высокую степень надежности возбуждения дуги, может оказаться необходимым пожертвовать в некоторой степени эффектом горячего старта. В данном случае сварочный электрод 1 имеет торцевую поверхность зажигания дуги, выполненную с неуменьшенным поперечным сечением, но при этом непосредственно внутрь от этой торцевой поверхности электродная проволока выполнена с уменьшением, упомянутым во введении. Однако является важным, чтобы эта первая неуменьшенная область торцевой поверхности зажигания дуги была выполнена максимально тонкой, насколько это возможно с точки зрения процесса изготовления, в результате чего достигается желаемый эффект горячего старта.
Аналогичным образом, часто является желательным, чтобы раскрыв упомянутого углубления выходил на торцевую поверхность зажигания дуги. Одним из следствий такой конструкции является то, что уменьшение площади поперечного сечения электродной проволоки происходит не только под торцевой поверхностью зажигания дуги, но и на самой этой торцевой поверхности, что дополнительно усиливает упомянутые ранее эффекты.
С точки зрения технологии изготовления дополнительное преимущество достигается, если упомянутое углубление представляет собой надрез. Его легко изготовить с использованием какой-либо из известных технологий обработки резанием.
В предпочтительном случае упомянутое углубление выходит на две расположенные с противоположных сторон области продольной боковой поверхности электродной проволоки. Испытания, проведенные с использованием сварочных электродов, имеющих уменьшенную область зажигания дуги, показали, что в случае, когда это уменьшение является по существу симметричным или распределено более широко по торцевой поверхности зажигания, дуга становится более стабильной, а ее поведение более предсказуемым. Одним из путей обеспечения такого распределения является изготовление углубления, выходящего (открывающегося) более чем на одном участке боковой поверхности.
В предпочтительном случае упомянутое углубление образует узкую прорезь (щель). Под прорезью здесь нужно понимать углубление, образующее узкий открытый канал в области зажигания дуги сварочного электрода 1.
В предпочтительном случае упомянутое углубление является прямоугольным. Такая конструкция облегчает процесс изготовления углубления и, следовательно, это является менее дорогостоящим. Аналогичным образом, наличие именно такого углубления может сделать введение в него материала оболочки более удобным.
С точки зрения технологии изготовления предпочтительно, чтобы раскрыв упомянутого углубления был вытянут, если смотреть в продольном направлении сварочного электрода.
В дополнение к этому, является предпочтительным, чтобы упомянутое углубление проходило через центр торцевой поверхности зажигания. Углубление симметричной формы обеспечивает более стабильную дугу по сравнению с несимметричным углублением, что приводит в результате к повышению качества сварки.
Электродная проволока в предпочтительном случае покрыта материалом, образующим во время операции сварки шлак и защитный газ, при этом упомянутое углубление заполняется этим образующим защитный газ материалом. С одной стороны, этот материал, образующий шлак и защитный газ, служит для защиты материала сварного шва/сварного соединения от неблагоприятных реакций с содержащимся в воздухе кислородом непосредственно во время операции сварки, а с другой стороны, использование заполнителя этого типа также обеспечивает преимущества на этапах изготовления и обработки или транспортировки электродных проволок. Материал оболочки, присутствующий в углубления, оказывает когезионный эффект в области зажигания, с являющейся следствием этого большей степенью бездефектности по сравнению с электродной проволокой, изготовленной без такого заполнителя.
В предпочтительном случае упомянутое углубление заполнено материалом, образующим шлак и защитный газ. При отсутствии захваченного в углубления воздуха электродная проволока будет вести себя более стабильным образом также и в момент зажигания дуги.
Предпочтительно, углубление должно проходить в продольном направлении сварочного электрода на 3-9 мм, более предпочтительно - на 4-8 мм, а наиболее предпочтительно - на 5-7 мм, и иметь ширину (а), которая измерена в поперек продольного направления электрода и которая соответствует уменьшению диаметра электродной проволоки на 30-40%. Углубление, более узкое по сравнению с указанным диапазоном, уменьшает эффект горячего старта до такого уровня, что он полностью исчезает. С другой стороны, углубление, более широкое по сравнению с указанным диапазоном, может привести к возникновению слишком взрывного (резкого) эффекта горячего старта, с которым, следовательно, сложнее работать, а при изготовлении сварочного электрода 1 такое углубление может иметь тенденцию к разрушению.
В настоящем изобретении также предлагается устройство для изготовления сварочного электрода 1, предназначенного для использования при операциях ручной дуговой сварки металлическим электродом, содержащее блок изготовления электродных проволок и блок нанесения на упомянутые электродные проволоки материала, образующего во время операции сварки шлак и защитный газ, при этом упомянутое устройство имеет по меньшей мере один блок придания формы, выполненный с по меньшей мере одним прорезающим средством для формирования по меньшей мере одной прорези в одной из концевых областей электродных проволок, и по меньшей мере одно удерживающее средство, которое выполнено с возможностью накапливания упомянутых электродных проволок для последовательной подачи через прорезающее средство. Преимущества, присущие сварочному электроду 1, изготовленному таким образом, не будут описываться более подробно, поскольку были указаны выше. Однако устройство, обладающее указанными выше характеристиками, имеет то преимущество, что оно позволяет изготавливать такой сварочный электрод 1 простым и, следовательно, менее дорогостоящим способом. В удерживающем средстве электродные проволоки накапливаются и затем перемещаются последовательно, одна за другой, через прорезающее средство. Технология формирования углубления в прорезающем средстве может представлять собой любую из существующих технологий, предназначенных для формирования углубления в металлическом материале. Удерживающее средство гарантирует, что будет поддерживаться очередность электродных проволок, что эти электродные проволоки будут продвигаться через прорезающее средство стабильным образом и что формирование углублений в результате может осуществляться правильным образом.
В предпочтительном случае устройство содержит конвейерное средство, выполненное с возможностью перемещения электродных проволок по существу в продольном направлении этих проволок. Для перемещения электродных проволок в их продольном направлении требуется небольшое пространство и минимум средств управления. Однако в некоторых случаях может оказаться более выгодным их перемещение в поперечном направлении, например, для адаптации к направлению движения конвейера, используемого в смежных машинах.
Кроме того, предпочтительно, чтобы конвейерное средство было выполнено с возможностью перемещения электродных проволок в их поперечном направлении на участке прорезающего средства. Такая конструкция позволяет прорезающему средству формировать углубления эффективным образом, так как область зажигания дуги электродных проволок обращена к прорезающему средству и, следовательно, становится возможным достижение высокой производительности.
Подходящим образом, конвейерное средство выполнено также с возможностью перемещения электродных проволок взаимно параллельно друг другу на участке прорезающего средства. В этом случае достигается наивысшая возможная производительность, так как прорезающее средство работает непрерывно.
Если конвейерное средство также представляет собой удерживающее средство, то для реализации функции подачи как таковой не требуется дополнительных устройств, что приводит к экономии пространства, а также денег.
С точки зрения процесса производства является выгодным, чтобы упомянутый блок придания формы был расположен после блока нарезания и перед блоком нанесения, если смотреть по последовательности производственных операций. В этом случае углубление формируется на этапе, когда уже нарезаны электродные проволоки заданной длины, но перед нанесением на них материала оболочки, т.к. обычно желательно, чтобы углубление то же заполнялась этим материалом.
В упомянутом удерживающем средстве, в зоне упомянутой одной концевой области электродных проволок, данное устройство в предпочтительном случае выполнено с отверстием для доступа прорезающего средства.
В зоне, противоположной концевой области электродных проволок, упомянутое устройство выполнено с направляющим средством для направления электродных проволок к упомянутому прорезающему средству. Направляющее средство этого типа направляет электродные проволоки к прорезающему средству простым и, следовательно, недорогим способом, при этом на этапе формирования углубления электродные проволоки прижимаются к прорезающему средству или, в любом случае, удерживаются в примыкающем к этому прорезающему средству положении.
В предпочтительном случае прорезающее средство выполнено с распиловочным инструментом. Аналогичным образом, прорезающее средство может содержать ленточную пилу. Последняя может быть непрерывной.
В предпочтительном случае удерживающее средство выполнено с возможностью перемещения электродных проволок в по существу вертикальном направлении. Такая конструкция уменьшает потребность в пространстве, например, с целью введения устройства этого типа в существующую линию по изготовлению сварочных электродов. Однако может оказаться предпочтительным организовать перемещение электродных проволок в по существу горизонтальном направлении, если в других устройствах используется такое направление подачи.
Предпочтительно выполнять удерживающее средство с возможностью перемещения электродных проволок через упомянутый прорезающий инструмент с использованием собственного веса этих электродных проволок. В результате не требуется дополнительного оборудования для перемещения электродных проволок на этом этапе производства, что также обеспечивает экономию средств.
Кроме того, выгодно, если направление перемещения режущей части прорезающего средства образует угол относительно упомянутой одной концевой области электродных проволок. В этом случае вхождение в контакт (зацепление) прорезающего средства будет происходить постепенно, увеличиваясь от нуля до полного зацепления, и будет способствовать стабильному режиму работы устройства.
В предпочтительном случае ленточная пила выполнена с возможностью перемещения вокруг отклоняющих шкивов. Такая конструкция облегчает замену ленточных пил для обслуживания и ремонта.
Кроме того, желательно выполнять удерживающее средство с возможностью поддерживания электродных проволок в по существу горизонтальном положении.
Прорезающее средство может содержать дисковую пилу. Распиловочное средство этого типа требует небольшого пространства и может быть установлено в фиксированном положении или на движущейся консоли, в зависимости от требований в каждом отдельном случае.
И, наконец, когда электродные проволоки подаются через устройство в горизонтальном положении, может оказаться желательным сконструировать удерживающее средство, которое также служит в качестве конвейерного средства, имеющим конфигурацию с гребенчатым профилем, в клиновидных пространствах которого электродные проволоки могут удерживаться во время их транспортировки и формирования углубления. Клиновидная форма позволяет круглым электродным проволокам попадать одна за одной в такое клиновидное пространство, и в этом случае проволоки будут отделены друг от друга. Такая конструкция облегчает распределение проволок в удерживающем средстве, предотвращая попадание двух проволок в одно и то же клиновидное пространство, что с одной стороны может привести к повреждению устройства, а с другой стороны, увеличивает число дефектных углублений. В дополнение к этому, одно и то же удерживающее средство может быть использовано для изготовления проволок различного размера, т.е. электродных проволок, имеющих различные диаметры. Процесс позиционирования электродных проволок относительно оборудования, предназначенного для формирования углубления, осуществляется самим прорезающим средством. В этом случае клиновидная форма предотвращает застревание электродных проволок в удерживающем средстве, и они могут сниматься с этого средства достаточно простым путем.
Краткое описание чертежей
Далее настоящее изобретение будет описано более подробно с помощью одного из вариантов его реализации со ссылкой на сопровождающие чертежи, на которых в качестве примеров изображены варианты, особенно предпочтительные в настоящее время. На этих чертежах:
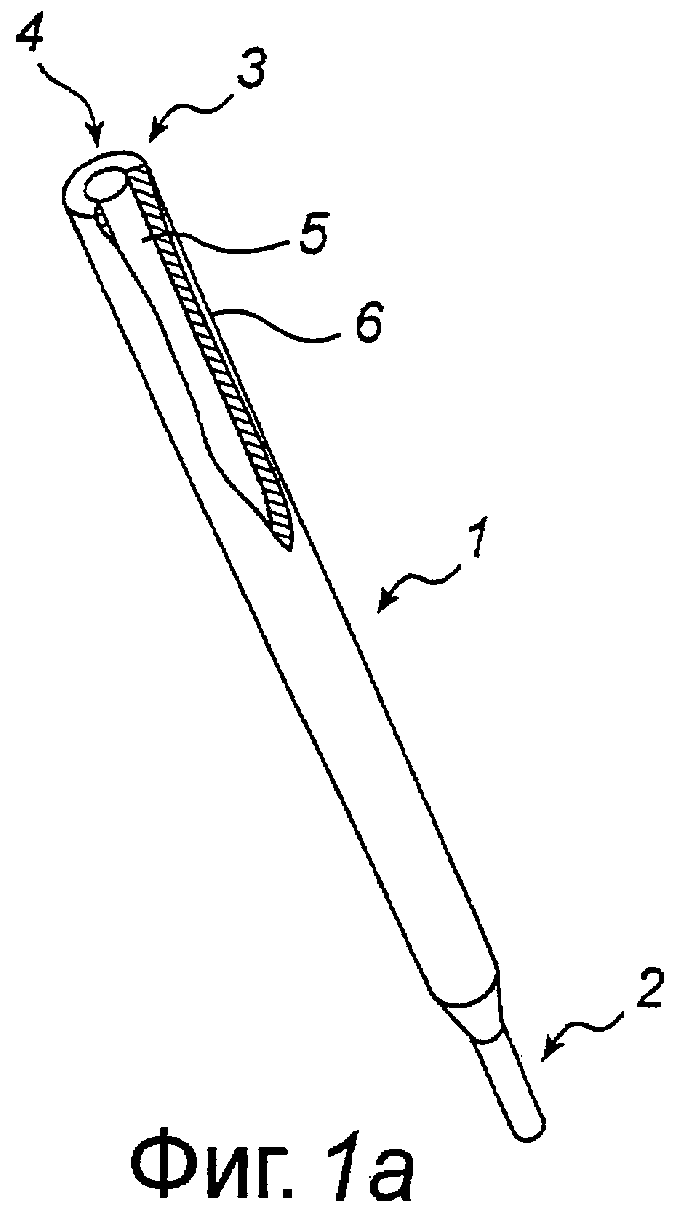
Фиг.1а представляет собой вид в перспективе стандартного сварочного электрода 1.
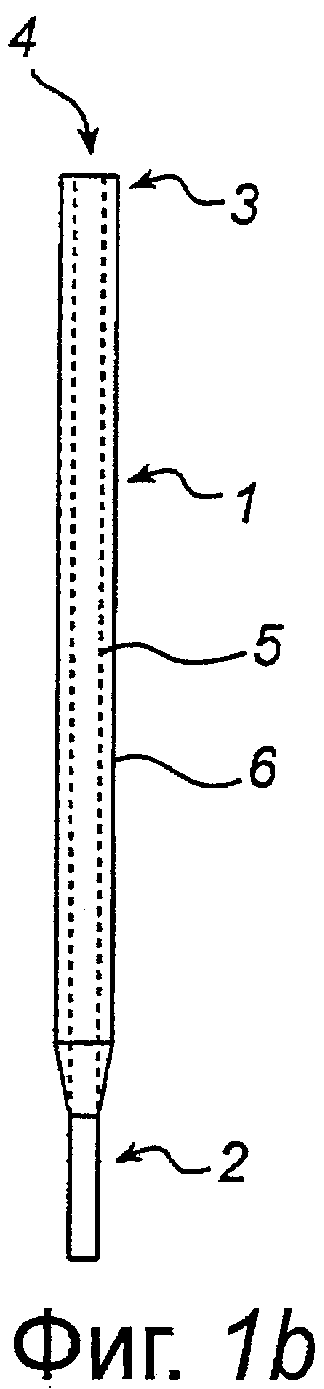
Фиг.1b представляет собой вид сбоку стандартного сварочного электрода 1.
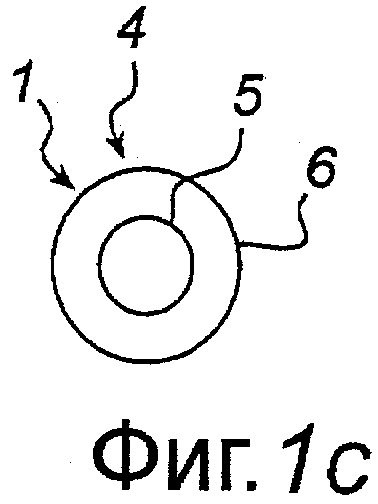
Фиг.1с представляет собой вид с торца стандартного сварочного электрода 1.
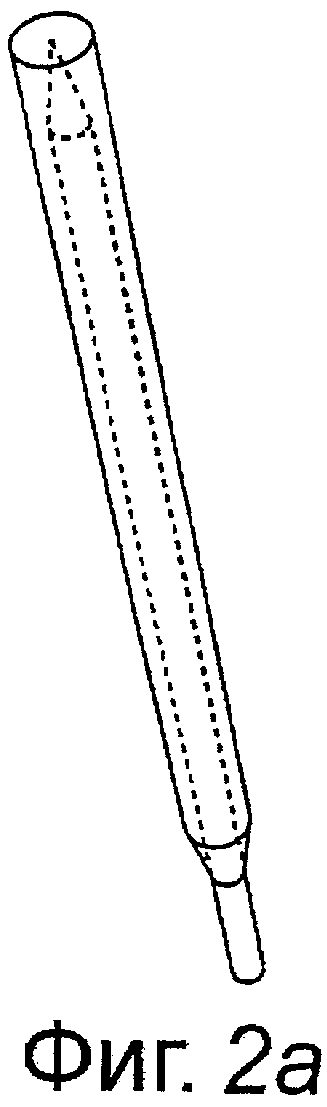
Фиг.2а представляет собой вид в перспективе сварочного электрода 1, выполненного с рабочим концом конической формы.
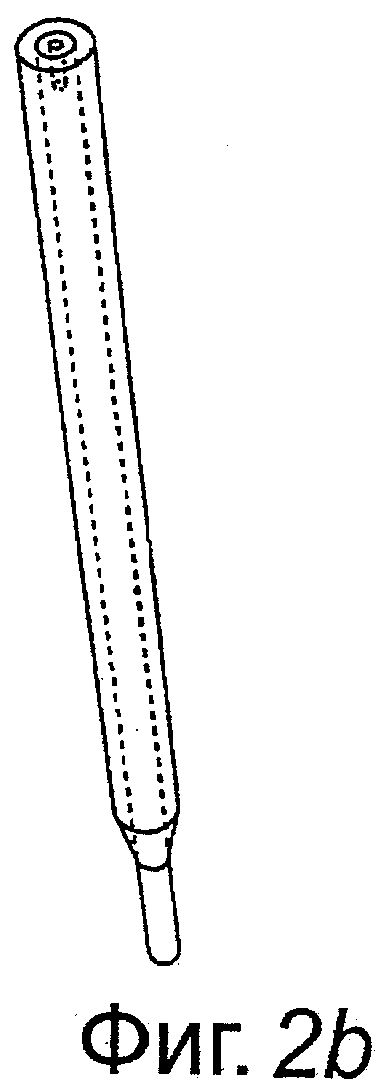
Фиг.2b представляет собой вид в перспективе сварочного электрода 1, выполненного с продольным отверстием на его рабочем конце.
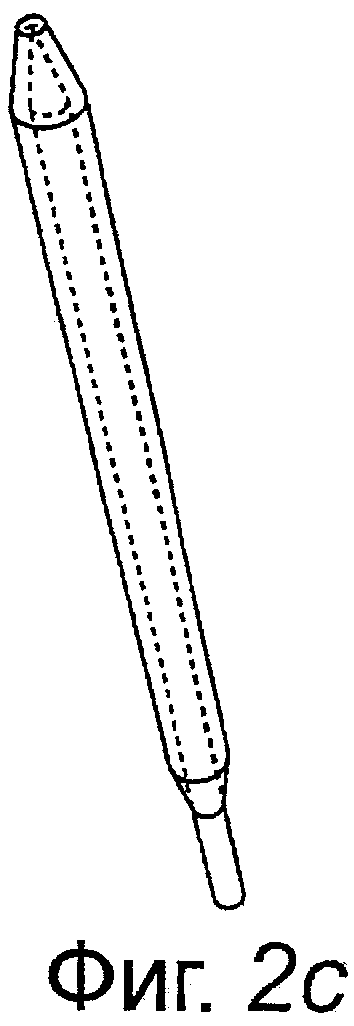
Фиг.2с представляет собой вид в перспективе сварочного электрода 1, выполненного с рабочим концом конической формы.
Фиг.3 представляет собой вид в перспективе части сварочного электрода 1 в соответствии с настоящим изобретением.
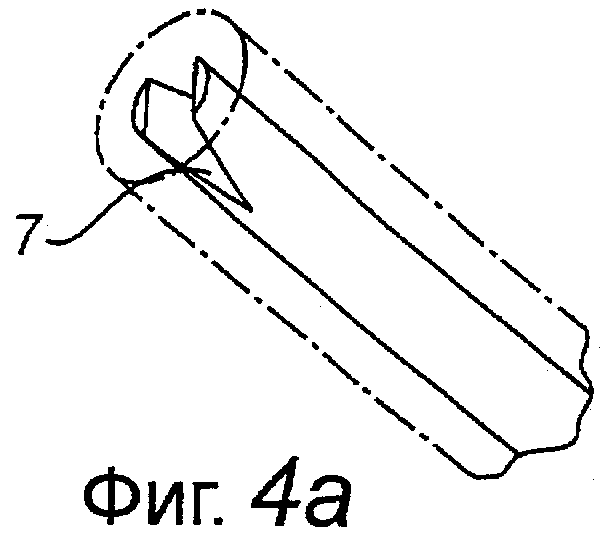
Фиг.4а представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
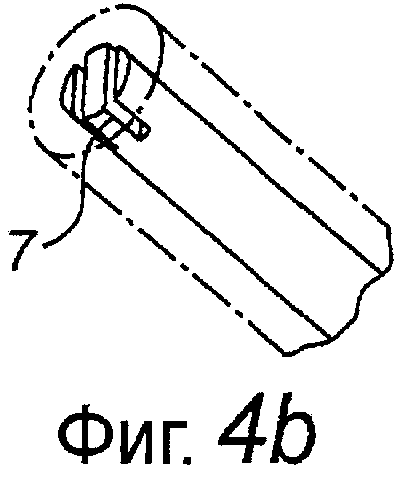
Фиг.4b представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
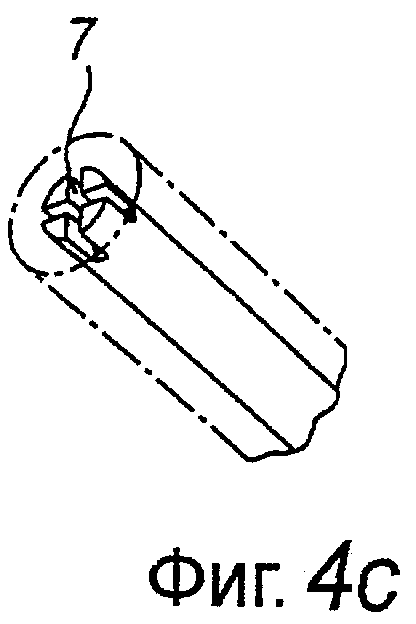
Фиг.4с представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
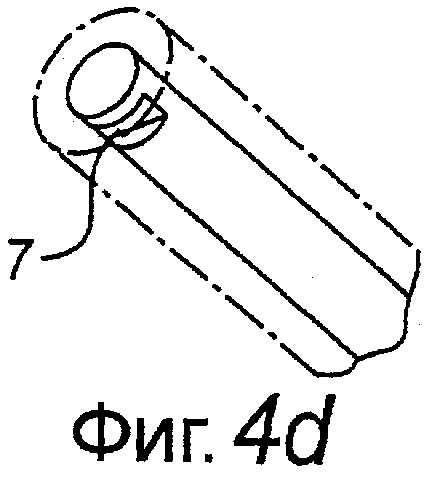
Фиг.4d представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
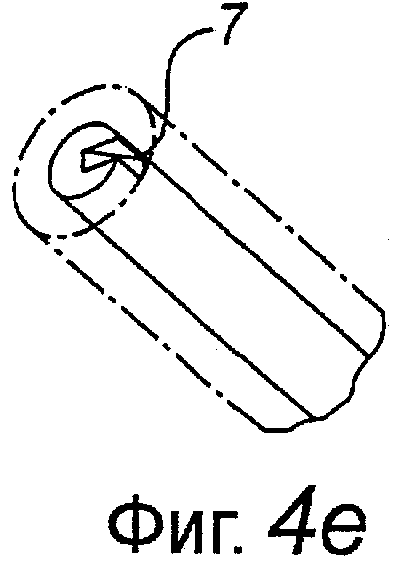
Фиг.4е представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
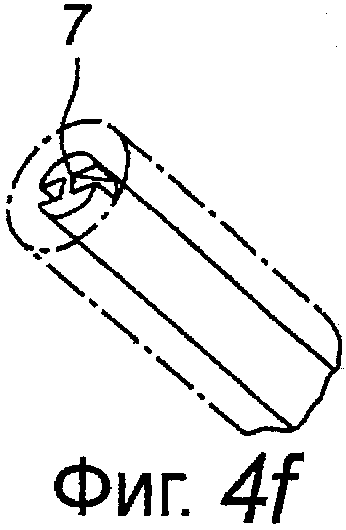
Фиг.4f представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
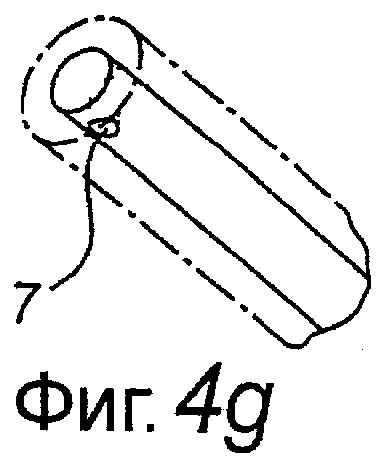
Фиг.4g представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
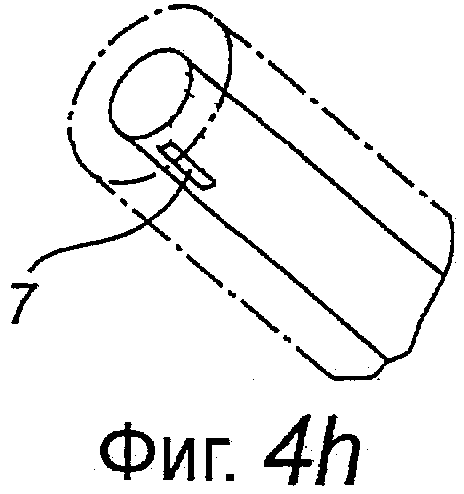
Фиг.4h представляет собой вид в перспективе части альтернативного варианта выполнения сварочного электрода 1 в соответствии с настоящим изобретением.
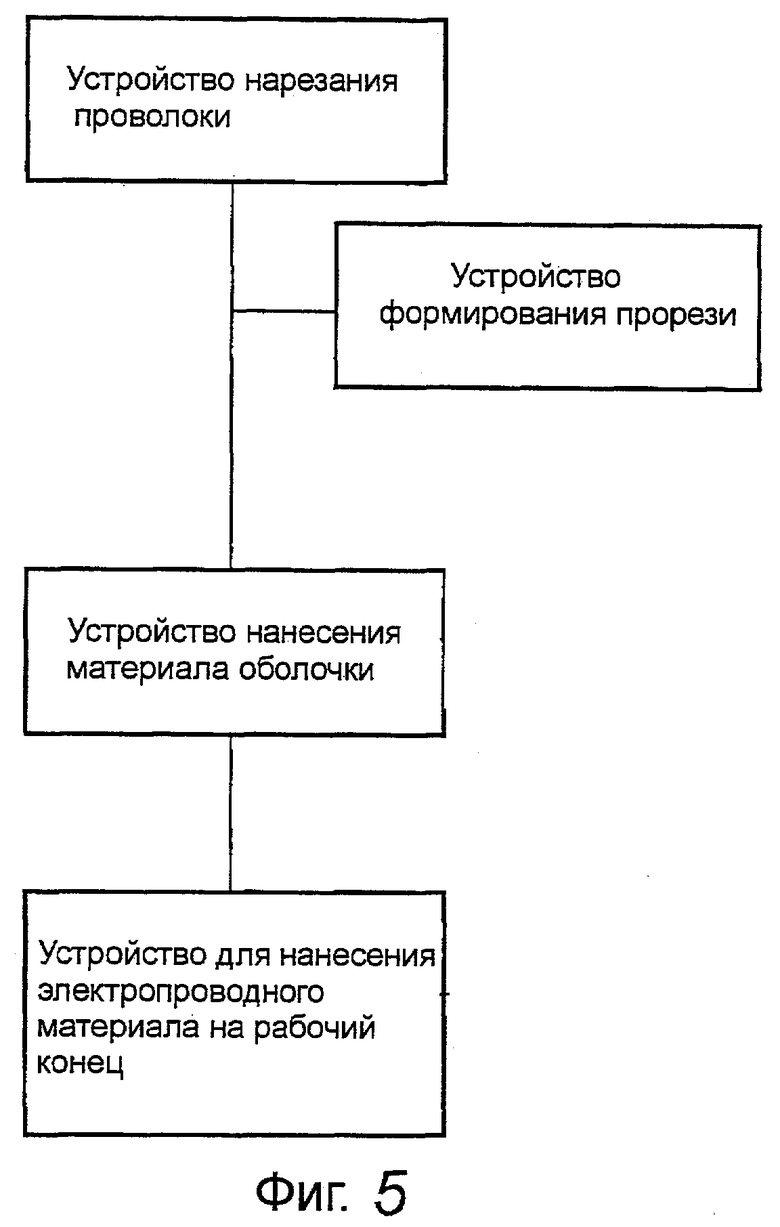
Фиг.5 представляет собой блок-схему, иллюстрирующую процесс изготовления сварочного электрода 1 в соответствии с настоящим изобретением.
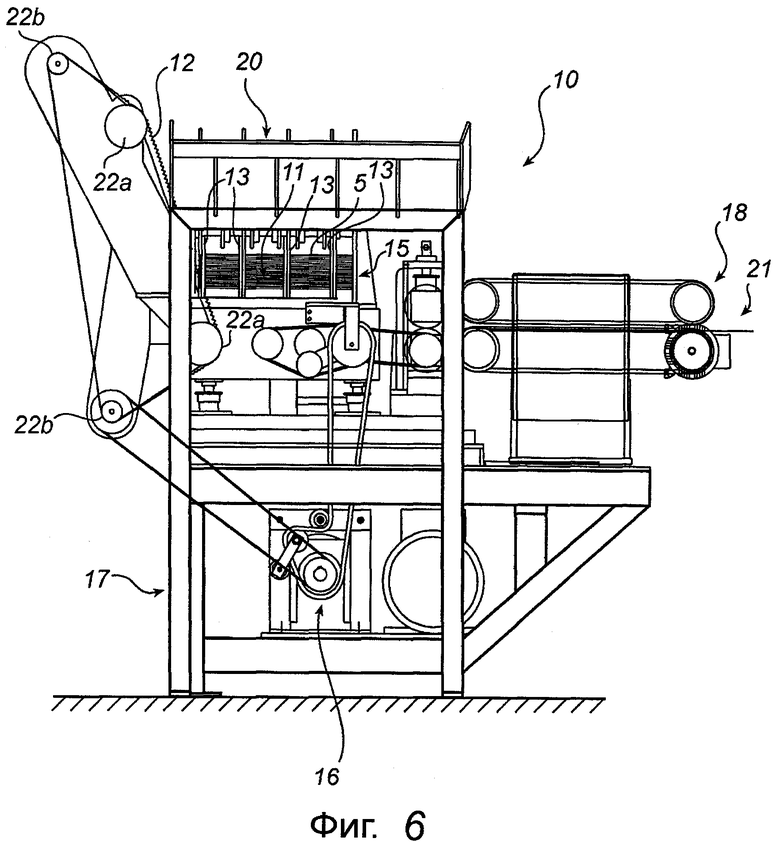
Фиг.6 представляет собой вид сбоку устройства для изготовления сварочного электрода 1, предназначенного для использования при ручной дуговой сварке металлическим электродом.
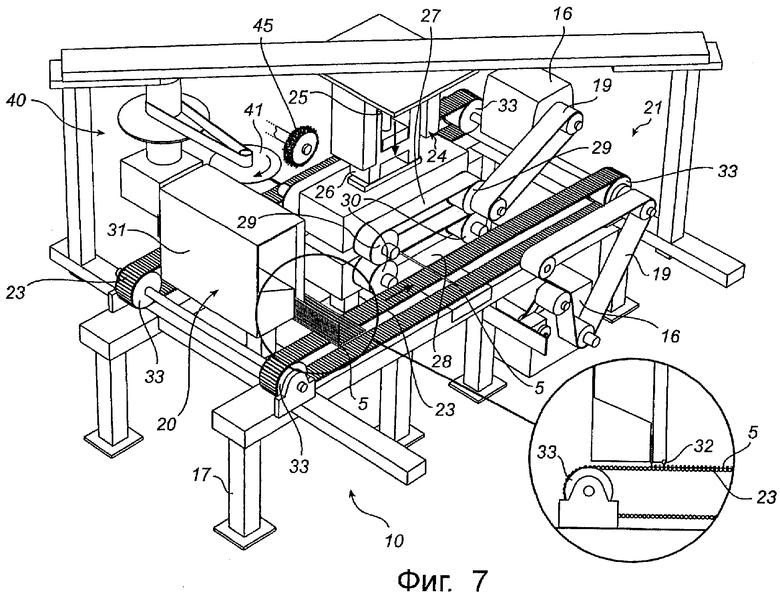
Фиг.7 представляет собой вид в перспективе, иллюстрирующий другой вариант выполнения устройства для изготовления сварочного электрода 1, предназначенного для использования при ручной дуговой сварке металлическим электродом.
Подробное описание предпочтительных вариантов реализации
На Фиг.1а показан обычный сварочный электрод 1 в соответствии с известным уровнем техники. Сварочный электрод 1 содержит являющуюся его сердцевиной цилиндрическую электродную проволоку 5, на которую нанесена оболочка 6. В зависимости от предполагаемого использования электродная проволока 5 может состоять из металлических материалов различного типа. Оболочка 6, в свою очередь, изготовлена из покрывающего материала, который во время операции сварки превращается в шлак, защитный газ и, в некоторых случаях, в сплавы и служит для защиты свариваемого металла электродной проволоки 5 от окружающей атмосферы. При изготовлении сварочного электрода 1 оболочку 6 наносят в виде пасты, которую затем нагревают и сушат. Перед сушкой торцевую поверхность 4 зажигания дуги очищают щеткой от материала оболочки, чтобы обеспечить зажигание дуги при сварке. Область 2 крепления, расположенную на противоположном конце сварочного электрода 1, также очищают щеткой от материала оболочки, чтобы создать удовлетворительный контакт с электрододержателем (не показан), который подает электрический ток в сварочный электрод 1. Кроме того, перед сушкой сварочный электрод маркируют для последующей идентификации. Как таковую, сварку с помощью сварочного электрода 1 этой конструкции начинают путем подачи электрического тока и перемещения электрододержателя с установленным в нем сварочным электродом по направлению к детали, в результате чего между торцевой поверхностью зажигания дуги, расположенной в области 3 зажигания дуги сварочного электрода 1, и деталью возникает электрическая дуга.
На Фиг.1b и 1с показан тот же сварочный электрод 1, что и на Фиг.1а. Фиг.1b представляет собой вид сбоку сварочного электрода 1, а Фиг.1с - вид с торца, если смотреть со стороны торцевой поверхности зажигания дуги.
На Фиг.2а, 2b и 2с показан модифицированный сварочный электрод 1, соответствующий известному уровню техники. Модификация состоит в уменьшении площади поперечного сечения электродной проволоки 5 в области 3 зажигания дуги по сравнению с оставшейся частью этой проволоки. Целью уменьшения площади поперечного сечения электродной проволоки 5 является повышение плотности энергии, что приводит к росту температуры в материале в момент зажигания дуги, в результате чего сварочный электрод 1 приобретает такие качества как высокая надежность зажигания дуги и стабильность дуги, и в то же время обеспечивается продолжение уже существующего сварного шва/сварного соединения. На Фиг.2а показана область 3 зажигания дуги, в которой диаметр электродной проволоки 5 постепенно уменьшается в направлении торцевой поверхности 4 зажигания дуги. Оболочка 6, наоборот, имеет неизменный диаметр. На Фиг.2b показана область 3 зажигания, в которой просверлено отверстие, проходящее вдоль сварочного электрода 1 от торцевой поверхности 4 зажигания. На Фиг.2с показан сварочный электрод 1, выполненный с уменьшением площади поперечного сечения в области 3 зажигания, аналогичный показанному на Фиг.2а, но при этом форма оболочки 6 соответствует внешнему контуру электродной проволоки 5.
Далее настоящее изобретение будет описано со ссылкой на Фиг.3. На рабочем конце 3 зажигания дуги сварочного электрода 1 выполнена прорезь 7, которая проходит в продольном направлении электродной проволоки 5 через центр торцевой поверхности 4 зажигания дуги и симметрично относительно этого центра. Прорезь 7 ограничена двумя боковыми поверхностями 8, расположенными друг против друга, и нижней поверхностью 9. В соответствии с предпочтительным вариантом реализации, боковые поверхности 8 являются по существу плоскими и проходят параллельно в продольном направлении сварочного электрода 1. Нижняя поверхность 9 проходит между боковыми поверхностями 8 по существу вдоль торцевой поверхности 4 зажигания дуги. Ширина прорези 7, измеренная под прямым углом к продольному направлению сварочного электрода 1, обозначена буквой а, а глубина прорези 7, измеренная параллельно продольному направлению сварочного электрода 1, обозначена буквой b. Для достижения большей эффективности при использовании электрода эти размеры должны быть приведены в соответствие с диаметром электродной проволоки 5. Однако оказалось желательным поддерживать глубину b по существу постоянной при условии, что в соответствии с существующей технологией силу тока приспосабливают во время сварки к диаметру электродной проволоки таким образом, что сила тока на торцевой поверхности зажигания дуги была приблизительно равна для всех сварочных электродов 1 вне зависимости от их диаметра. Глубина b влияет на время расплавления сварочного электрода 1 и, если она имеет постоянное, заранее установленное значение, то увеличение силы тока в начале сварки позволяет создать улучшенную газовую защиту и обеспечить более высокую температуру расплавленного металла, но в тоже время эти эффекты существуют достаточно короткое время, что позволяет продолжить сварку в обычных условиях. Важно, чтобы ширина а была не слишком большой по сравнению с диаметром электродной проволоки, так как это может стать причиной деформации остающейся части материала в процессе изготовления, например, когда подающие ролики перемещают электродные проволоки на конвейерную ленту. Кроме того, уменьшение площади торцевой поверхности зажигания дуги влияет на интенсивность плавления сварочного электрода, и по этой причине важно, чтобы это уменьшение было не слишком большим, что может привести к чрезмерному усилению этого эффекта. Испытания, выполненные с использованием сварочного электрода 1 различных конструкций в соответствии с настоящим изобретением, показали, что является желательным, чтобы прорезь 7 имела ширину а и глубину b, соответствующие уменьшению объема области 3 зажигания дуги приблизительно на 35-50%. Для достижения оптимальных рабочих характеристик глубина прорези 7 должна находиться в диапазоне от 3 до 9 мм, предпочтительно - в диапазоне от 4 до 8 мм, а более предпочтительно - в диапазоне от 5 до 7 мм. Следовательно, ширина а должна быть приведена в соответствие с этими значениями глубины и с диаметром используемой электродной проволоки 5. В сварочном электроде 1, сердцевиной которого является электродная проволока диаметром 2,5 мм, в предпочтительном случае выполняют углубление шириной 1 мм, а в случае электродной проволоки диаметром 4,0 мм в предпочтительном случае выполняют углубление шириной 1,5 мм. Таким образом, уменьшение области зажигания дуги электродной проволоки должно гарантировать, что ширина углубления находится в диапазоне от 30 до 45% от диаметра электродной проволоки.
В процессе изготовления прорезь 7 заполняют материалом оболочки, который после сушки способствует когезии и созданию бездефектной перемычки между двумя язычками, образующимися в области 3 зажигания дуги электродной проволоки 5. Так как имеется возможность заполнения прорези 7 материалом оболочки, становится возможным применить вольтодобавочный усилитель зажигания.
Должно быть понятно, что возможны многочисленные модификации описанного выше варианта реализации, не выходящие за пределы объема охраны настоящего изобретения, определяемого приложенной формулой изобретения. На Фиг.4а-4h показаны некоторые из примеров подобных модификаций. На Фиг.4а изображена область 3 зажигания, которая выполнена с углублением 7, форма которого может быть наиболее точно описана как V-образная, боковые поверхности которого сходятся с образованием канта и которое, таким образом, не имеет нижней поверхности 9. Однако углубление, если потребуется, может иметь нижнюю поверхность. На Фиг.4b изображена область 3 зажигания, выполненная с двумя параллельными прорезями 7. Причиной выполнения более чем одного углубления 7 может быть то, что в противном случае в сварочном электроде 1, имеющем большой диаметр, слишком большое количество материала оболочки будет собрано в одной зоне. Две прорези, кроме того, могут быть размещены крестообразно, как показано на Фиг.4с. Если по какой-либо причине необходимо, чтобы в момент зажигания дуги было доступно большое количество материала электродной проволоки и в то же время требуется обеспечить так называемый горячий старт, то углубление может быть, вместо этого, выполнено проходящим параллельно торцевой поверхности 4 зажигания, как показано на Фиг.4d, либо представляющим собой проходящее насквозь углубление 7, простирающееся параллельно торцевой поверхности зажигания, в форме отверстия, как показано на Фиг.4g, или, в ином случае, представляющим собой проходящую насквозь щель, имеющую более прямоугольную конфигурацию, как показано на Фиг.4h. Во всех этих трех вариантах выполнения важно, чтобы углубление располагалась непосредственно под торцевой поверхностью 4 зажигания для достижения эффекта горячего старта. В противоположность этому, если требуется, чтобы уменьшение площади поперечного сечения электродной проволоки 5 было небольшим по отношению к ее диаметру, можно сформировать углубление 7, нижняя поверхность 9 которого проходит от торцевой поверхности 4 зажигания к образующей поверхности электродной проволоки 5. Один из примеров такого углубления 7 изображен на Фиг.4е, а другой пример, в котором имеется двойное углубление 7, изображен на Фиг.4f.
Кроме того, область 3 зажигания может быть дополнительно уменьшена другими способами, не выходящими за пределы объема охраны настоящего изобретения. Прорезь 7 может проходить через сварочный электрод 1 в направлении, отличающемся от параллельного относительно этого сварочного электрода 1.
Далее будет описан предпочтительный вариант выполнения устройства, используемого при изготовлении сварочного электрода 1 для ручной дуговой сварки металлическим электродом. Процесс изготовления в схематичной форме изображен на Фиг.5, а устройство 10 для изготовления изображено на Фиг.6, где это устройство показано как блок, отдельный от других блоков, используемых в упомянутом процессе изготовления, и, поэтому, этот блок может быть введен в технологическую цепочку существующего процесса изготовления сварочного электрода. В производственном процессе такого типа согласно известному уровню техники используется по меньшей мере одно устройство для нарезания проволоки на электродные проволоки 5 требуемой длины (или используются другие способы изготовления электродных проволок, например, при помощи литья) и одно устройство для нанесения материала оболочки по всей длине электродной проволоки 5, при этом торцевая поверхность 4 зажигания и область 2 крепления очищаются щеткой от материала оболочки на более позднем этапе для обеспечения контакта между деталью и торцевой поверхностью 4 зажигания и между электрододержателем и областью 2 крепления. Торцевую поверхность 4 зажигания сушат и на окончательном этапе на нее наносят электропроводный материал, чтобы дополнительно улучшить контакт между деталью и этой торцевой поверхностью. Устройство 10 в соответствии с настоящим изобретением устанавливают после устройства для нарезания проволоки на электродные проволоки 5 и перед устройством для нанесения материала 6 оболочки. В этом случае материал 6 оболочки также наносится в углубление 7 в то же самое время, когда выполняют нанесение этого материала на оставшуюся часть электродной проволоки 5.
Устройство 10 содержит область 20 загрузки, предназначенную для подачи электродных проволок 5, и область 21 выгрузки этих электродных проволок, и собрано на поддерживающей его раме 17, и, кроме того, это устройство содержит узел 16 привода, расположенный ниже рабочей части этого устройства и способный с помощью приводных ремней 19 приводить в действие, с одной стороны, ленточную пилу 12 и, с другой стороны, средства, транспортирующие электродные проволоки 5 через устройство 10. Электродные проволоки 5 подаются в их продольном направлении из контейнера (не показан) с предыдущего производственного этапа в накопитель 11 при помощи подающего средства, которое не показано и имеет в области 20 загрузки отверстие, расположенное непосредственно над вертикально установленным накопителем 11. В этой зоне подающее средство способно менять направление подачи электродных проволок 5 таким образом, чтобы они перемещались через накопитель 11 в их поперечном направлении. Электродные проволоки 5 накапливаются в накопителе 11, располагаясь друг на друге, и благодаря собственному весу падают вертикально вниз к ленточной пиле 12, расположенной у одного из торцов накопителя 11. Накопитель 11 содержит направляющие 13, установленные для поддержки электродных проволок 5 с обеих сторон на пути их перемещения; отверстие в торцевой области, обращенной к ленточной пиле 12, чтобы обеспечить возможность доступа ленточной пилы 12 к области 3 зажигания для изготовления прорези; и направляющее средство 15, выполненное в виде пластинчатого рычага, задачей которого является направление электродных проволок 5 горизонтально относительно ленточной пилы 12. Ленточная пила 12 входит в контакт с областью 3 зажигания электродных проволок 5 по центру под углом к вертикальной плоскости и к этим областям 3 зажигания электродных проволок 5. Этот угол задается таким, чтобы обеспечить получение заданной глубины углубления 7 в проволоке, находящейся на дне накопителя 11, а толщина ленточной пилы 12 выбирается такой, чтобы обеспечить получение заданной ширины этого углубления 7. В зоне накопителя 11 ленточная пила 12 перемещается вокруг двух отклоняющих шкивов 22а, принимая положение резания, т.е. режущая кромка пилы поворачивается в направлении вхождения в контакт. Затем полотно ленточной пилы 12 поворачивается на 90°, и пила принимает лежачее положение, и в этом состоянии она перемещается вокруг двух других отклоняющих шкивов 22b до тех пор, пока она снова не изменит направление и примет положения резания. После того как электродные проволоки 5 прошли через накопитель 11, направление их перемещения снова меняют при помощи узла 18 выгрузки и подают в их продольном направлении для последующей транспортировки на следующий производственный этап.
На Фиг.7 показан другой вариант выполнения устройства 10, предназначенного для изготовления сварочных электродов 1, используемых при ручной дуговой сварке металлическим электродом. Ниже описаны главным образом элементы, отличающие этот вариант выполнения от рассмотренного выше варианта. Вместо транспортировки электродных проволок 5 в их продольном направлении до удерживающего средства 23 с последующим перемещением их через распилочное устройство в вертикальном направлении взаимно параллельно друг другу электродные проволоки 5 собирают в партию в накопителе 31, расположенном в области 20 загрузки, таким образом, что проволоки расположены горизонтально и взаимно параллельно друг другу. На дне упомянутого накопителя имеется отверстие, после которого установлен распределитель 32 в виде круглого стержня. Распределитель служит для выгрузки электродных проволок по одной на комбинированное удерживающее средство и конвейерную ленту 23. Накопитель 31 выполнен в виде ящика, длина которого слегка превышает длину электродных проволок 5, которые должны в нем размещаться. Накопитель 31 и распределитель 32 неподвижно установлены поперек конвейерной ленты 23, но если прорезаемые этой машиной электродные проволоки 5 существенно варьируются по диаметру, можно подходящим образом изменять расстояние между конвейерной лентой 23 и распределителем 32, поднимая или опуская последний. Расстояние между конвейерной лентой 23 и распределителем 32 выбирается таким образом, чтобы только одна электродная проволока 5 могла пройти под нижним краем распределителя 32. В накопителе 31 положение электродных проволок 5 регулируют таким образом, чтобы их рабочие концы, т.е. концы электродных проволок 5, которые должны быть прорезаны рассматриваемым устройством 10, выступали относительно поверхности накопителя 31, обращенной к прорезывателю 40. Это осуществляется либо вручную при размещении электродных проволок 5 внутри накопителя 31, либо, в предпочтительном случае, при помощи направляющего средства 15.
Удерживающее средство/конвейерная лента 23 состоит из ленты, изготовленной из подходящего фрикционного материала для предотвращения перемещения электродных проволок 5 при их размещении на упомянутой ленте. На Фиг.7 приведено поперечное сечение этой ленты. Конвейерная лента 23 перемещается вокруг двух приводных шкивов 33, установленных по одному с каждого конца устройства 10, один из этих приводных шкивов 33 приводится во вращение узлом 16 привода при помощи приводного ремня 19. Кроме того, конвейерная лента 23 разделена на две части. В своем поперечном направлении относительно направления перемещения конвейерная лента 23 имеет профилированную конфигурацию, причем либо с профилем в виде зубьев пилы, либо с несколько сглаженным, более округлым профилем расположенных рядом друг с другом полукруглых стержней, выпуклая поверхность которых выступает относительно конвейерной ленты 23. Расстояние между верхней оконечностью каждого стержня или верхней кромкой каждого зуба выбирается таким, чтобы гарантировать, что при размещении электродных проволок 5 в выемке, образованной в результате между этими верхними оконечностями или кромками, электродная проволока не будет контактировать с донной поверхностью выемки, т.е. с телом конвейерной ленты 23. Такая профилированная конфигурация, содержащая гребни и выемки и поверхности между ними, которые не являются вертикальными (при условии, что конвейерная лента расположена в горизонтальной плоскости), позволяет использовать конвейерную ленту для электродных проволок 5 различного диаметра. Несмотря на то, что электродные проволоки 5 будут располагаться на различных уровнях внутри упомянутых выемок, с этой ситуацией могут справиться последующие элементы устройства 10, например, в результате осуществления регулировки прорезывателя по уровню. Необходимо отметить, однако, что при использовании устройства 10 изготавливают отдельные партии сварочных электродов 1 одинакового диаметра.
Электродные проволоки 5 накапливаются и продвигаются в устройстве 10 к прорезывателю 40 и через него. В этом варианте реализации прорезыватель 40 состоит из дисковой пилы 41, которая закреплена на консоли 42, способной подниматься и опускаться. Регулирование уровня дисковой пилы 41 осуществляется для того, чтобы прорезь в электродной проволоке 5 располагалась в нужном месте. Предполагается, что в этом варианте реализации изготавливается сварочный электрод 1 в соответствии с Фиг.3. Дисковая пила 41 вращается в направлении, противоположном направлению перемещения электродных проволок 5. В этом случае электродные проволоки 5 с усилием прижимаются к дисковой пиле 41. Электродные проволоки 5 удерживаются на месте в предназначенных для них профилированных пространствах удерживающего средства/конвейерной ленты 23 за счет ограничивающего перемещение средства 24, состоящего из двух ограничивающих лент, верхней 27 и нижней 28, которые приводятся в действие соответственно верхним и нижним приводными шкивами 29 и 30, при этом верхняя ограничивающая лента 27 расположена выше конвейерной ленты 23, а нижняя ограничивающая лента 28 расположена ниже конвейерной ленты 23. Взаимное расположение этих лент таково, что верхняя ограничивающая лента 27 находится непосредственно над нижней ограничивающей лентой 28 и контактирует с ней, при этом электродные проволоки 5 фиксируются между ними. Плоскость, образующаяся между двумя ограничивающими лентами 27 и 28 для размещения электродных проволок 5, проходит непосредственно над верхней поверхностью конвейерной ленты 23. Как видно из Фиг.7, в горизонтальной плоскости две ограничивающие ленты 27, 28 смещены относительно конвейерной ленты 23 вбок в направлении прорезывателя 40. Причиной такого расположения является то, что ограничивающие ленты 27, 28 должны слегка приподнимать электродные проволоки 5 с конвейерной ленты 23, когда последняя подходит к данному участку устройства 10. Так как с целью приложения давления к верхней и нижней ограничивающим лентам 27 и 28 выше этих лент установлено ограничивающее перемещение средство 24, которое соединено с упомянутыми ограничивающими лентами 27 и 28, электродные проволоки 5 удерживаются в фиксированном положении и на том уровне, на котором они были введены между ограничивающими лентами 27, 28. Давление, приложенное к электродным проволокам 5, ограничивающим перемещение средством 24 при помощи прижимающего цилиндра 25 и рамы 26, должно иметь такую величину, чтобы между электродными проволоками 5 и ограничивающими лентами 27, 28 возникало трение, достаточное для удержания проволок на месте во время операции резания. Прижимающий цилиндр 25 прижимает верхнюю ограничивающую ленту 27 к нижней ограничивающей ленте 28, которая установлена неподвижно. После того как на этапе резания в электродных проволоках 5 сформирована прорезь, эти проволоки освобождаются из ограничивающего перемещение средства 24, в результате чего проволоки занимают свои положения в профилированных пространствах на конвейерной ленте 23. В области 21 выгрузки, имеющейся в устройстве 10, электродные проволоки выгружаются в накопитель, имеющий подходящую для этой цели конструкцию, для последующей транспортировки и обработки.
Для получения требуемых результатов при формировании прорези 7 в электродных проволоках 5 путем резания в предпочтительном случае используется дисковая пила 41 с покрытием. Кроме того, было установлено, что желательно подавать смазочно-охлаждающую жидкость через насадку 43 на тот участок, где дисковая пила 41 контактирует с концевой областью электродных проволок. На первоначальных этапах разработки устройства 10 электродные проволоки 5 имели тенденцию проскальзывать между ограничивающими лентами 27, 28. Это приводило к получению неудовлетворительных результатов при резании, с вытекающим из этого риском повреждения устройства 10 и электродных проволок 5. Оказалось, что часть смазочно-охлаждающей жидкости попадала на фрикционные поверхности ограничивающих лент 27, 28, что приводило к недостаточному трению между этими лентами и проволоками 5 несмотря на приложение значительного давления при помощи прижимающего цилиндра 25. Чтобы устранить эту проблему, были установлены так называемые воздушные ножи 44, которые способны подавать воздух под высоким давлением на ограничивающие ленты 27, 28 выше и ниже дисковой пилы 41. Эти воздушные ножи 44 на чертежах не показаны.
Аналогичным образом, оказалось необходимым установить дисковую щетку 45 из стальной проволоки рядом с той зоной устройства 10, где электродные проволоки выходят из ограничивающих лент 27, 28. Щетка 45 удаляет «ершеванием» так называемые заусенцы, которые образуются на дне прорези 7 при ее формировании путем резания и которые, если их оставить, отрицательно влияют на рабочие характеристики готового сварочного электрода 1 при сварке. Щетка 45 установлена выше и непосредственно после прорезывателя 40, но до того места, где электродные проволоки 5 покидают ограничивающее перемещение средство 24, если смотреть в направлении перемещения этих электродных проволок.
Следует понимать, что возможны многочисленные модификации этих двух вариантов реализации, не выходящие за пределы объема охраны настоящего изобретения, определяемого приложенной формулой изобретения. Например, устройство 10 и его накопитель 11 могут быть установлены горизонтально с тем, чтобы дополнительная конвейерная лента перемещала электродные проволоки 5 через ленточную пилу 12, которая в этом случае будет расположена горизонтально. В дополнение к этому, вместо ленточной пилы 12 для прорезания углубления 7 может применяться фреза или другое подходящее оборудование. Для получения других форм прорези 7 может оказаться необходимой установка двух или нескольких ленточных пил 12 или перемещение электродных проволок 5 через накопитель 11 в положении, отличающемся от горизонтального. Необязательно, чтобы привод устройства 10 был таким, как описанный в данных вариантах реализации, и этот привод может также быть соединен с приводом, который является общим для всего производственного процесса. Важной особенностью привода является то, что различные образующие его компоненты синхронизированы относительно друг друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВАРОЧНЫЙ АППАРАТ И СПОСОБ СВАРКИ | 2010 |
|
RU2547985C2 |
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ИСПОЛЬЗОВАНИЯ В ГАЗОВОЙ ДУГОВОЙ СВАРКЕ МЕТАЛЛИЧЕСКИМ ЭЛЕКТРОДОМ | 2011 |
|
RU2573155C1 |
| ИНСТРУМЕНТ ДЛЯ СПАЙКИ И ОТСЕЧЕНИЯ ТКАНИ | 2013 |
|
RU2542097C2 |
| Способ односторонней дуговой автоматической сварки и устройство для его осуществления | 1990 |
|
SU1837003A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |
| КОНТАКТНАЯ ТРУБА ДЛЯ СВАРОЧНОЙ ГОРЕЛКИ | 2009 |
|
RU2465999C2 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| УЗЕЛ ЗАЗЕМЛЕНИЯ МЕХАНИЗМА ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2006 |
|
RU2343052C2 |
| Устройство для подачи электродной проволоки | 1986 |
|
SU1388225A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ВОЛЬФРАМОВЫМ ЭЛЕКТРОДОМ В СРЕДЕ ИНЕРТНОГО ГАЗА | 2005 |
|
RU2374047C2 |
Изобретение относится к сварочному производству, а именно к электроду для ручной дуговой сварки и устройству для его изготовления. Электрод содержит электродную проволоку, являющуюся его сердцевиной и имеющую область зажигания дуги, выполненную с торцевой поверхностью зажигания дуги. Область зажигания дуги выполнена с по меньшей мере одним углублением, раскрыв которого выходит на продольную боковую поверхность электродной проволоки. Площадь поперечного сечения упомянутой области зажигания дуги уменьшена по сравнению с основным поперечным сечением электродной проволоки. Устройство содержит блок изготовления электродных проволок, блок нанесения на упомянутые электродные проволоки материала, образующего во время сварки шлак и защитный газ, по меньшей мере один блок придания формы и по меньшей мере одно удерживающее средство. Блок придания формы выполнен с по меньшей мере одним прорезающим средством для формирования по меньшей мере одной прорези в одной из концевых областей упомянутых электродных проволок. Удерживающее средство выполнено с возможностью накапливания электродных проволок для последовательной подачи через прорезающее средство. Повышается надежность возбуждения дуги, обеспечивается более стабильное и, как следствие, контролируемое направление дуги и повышенное выделение теплоты в момент возбуждения дуги. 2 н. и 29 з.п. ф-лы, 7 ил.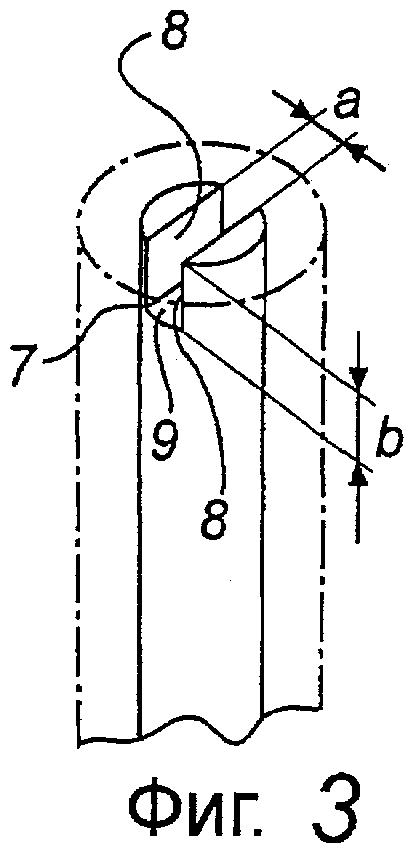
| Электрод для дуговой сварки | 1975 |
|
SU556015A1 |
| ПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1990 |
|
RU2027572C1 |
| Поточно-механизированная линия для производства сварочных электродов | 1982 |
|
SU1061963A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| US 4471208 A, 11.09.1984 | |||
| US 6426483 B1, 30.07.2002 | |||
| US 3511968 A, 12.05.1970 | |||
| ПОДГУЗНИК ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2004 |
|
RU2313324C2 |

