Изобретение относится к технологии машиностроения, к механической обработке отверстий в металлических деталях машин и может быть использовано при изготовлении гильз и цилиндров компрессоров и двигателей внутреннего сгорания.
Известен способ и инструмент с чередующимися в окружном направлении антифрикционными брусками и деформирующими элементами, которым сообщают вращательное и возвратно-поступательное перемещение вдоль оси заготовки, при этом в качестве деформирующих элементов используют ролики в виде эллипсоидов вращения, оси которых устанавливают под углом к оси инструмента с возможностью свободного вращения, причем угол наклона роликов и скорости выбирают из приведенных соотношений [1].
Недостатками известного инструмента и способа являются сложность конструкции и дороговизна изготовления инструмента, причем небольшая рабочая площадь инструмента снижает интенсивность обработки больших внутренних поверхностей и производительность обработки.
Задача изобретения - улучшение качества обработки путем повышения задиростойкости обработанной поверхности, увеличение износостойкости поверхности заготовки при снижении коэффициента трения, повышение производительности, точности и эффективности обработки за счет увеличения рабочей площади инструмента благодаря винтовому расположению рабочей обрабатывающей поверхности и высокой упругости инструмента, а также возможности управление обработкой и упрощение конструкции инструмента.
Поставленная задача решается предлагаемым способом финишной обработки отверстий гильз и цилиндров двигателей, включающим сообщение вращательного движения, возвратно-поступательного перемещения вдоль оси заготовки и радиальной подачи инструменту, при этом используют инструмент, содержащий корпус с центральным отверстием, в котором установлен шток, рабочие деформирующие элементы в виде деформирующих витков винтовой цилиндрической пружины и рабочие антифрикционные элементы в виде витков с антифрикционным покрытием винтовой цилиндрической пружины, упомянутые две винтовые цилиндрические пружины выполнены из упругой металлической проволоки и установлены из условия чередования в продольном направлении инструмента деформирующих витков и витков с антифрикционным покрытием, концы винтовых цилиндрических пружин закреплены в корпусе, при этом радиальную подачу инструмента осуществляют возвратно-поступательными и вращательными движениями штока относительно продольной оси корпуса посредством выполненного на штоке винтового паза, в который входит шпонка, закрепленная в корпусе.
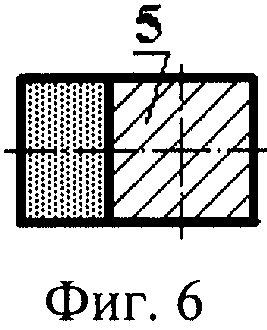
На фиг.1 изображена схема обработки отверстия предлагаемым способом и частичный продольный разрез инструмента, реализующий способ; на фиг.2 - общий вид инструмента и его положение при вводе в обрабатываемое отверстие; на фиг.3 - сечение А-А на фиг.1, крепление концов упругого инструмента в корпусе; на фиг.4-7 - поперечное сечение упругого металлического элемента, изготовленного из проволоки из стали, соответственно, круглого, полукруглого, прямоугольного, эллипсного сечения с антифрикционным слоем.
Предлагаемый способ финишной обработки, осуществляемый с помощью упругого инструмента, служит для повышения качества отверстий при изготовлении гильз и цилиндров двигателей внутреннего сгорания и компрессоров.
Инструмент, реализуемый предлагаемый способ, содержит корпус 1 в виде втулки, в центральном отверстии которого расположен шток 2, имеющий возможность возвратно-вращательного движения относительно корпуса и продольной оси благодаря имеющемуся винтовому пазу 3 и шпонки 4, входящей в паз 3 и закрепленной в корпусе 1.
Инструмент имеет чередующиеся в продольном направлении антифрикционные 5 и деформирующие 6 элементы, которые выполнены в виде упругой металлической проволоки, свернутой в витки двухзаходной винтовой цилиндрической пружины. Одним заходом является пружина с витками 5 с антифрикционным покрытием, а другим заходом - вторая пружина с деформирующими витками 6. Антифрикционное покрытие, применяемое при противозадирной обработке, содержит, например, медь, олово, цинк, дисульфид молибдена, графит и другие компоненты и представляет собой композиционный материал конструкционного характера, который наносится известными способами на наружную поверхность витков одной из пружин 5. Изготовляют пружины 5 и 6 путем навивки с удвоенным шагом 2Р, чтобы в собранном инструменте получить двухзаходную винтовую цилиндрическую пружину с шагом Р и чередующимися в продольном направлении антифрикционными 5 и деформирующими 6 элементами. С каждого торца такой сборной пружины имеются по два конца, которые закреплены в корпусе 1 с помощью винтов 7, а на штоке 2 - с помощью фланца 8, который неподвижно установлен на конце штока 2, и винтов 9.
Радиальная подача осуществляется за счет дополнительного возвратно-поступательного движения штока 2 в корпусе 1, а благодаря имеющемуся винтовому пазу 3 и шпонки 4, входящей в паз и закрепленной в корпусе, шток совершает возвратно-вращательные движения относительно корпуса и продольной оси.
В качестве упругого металлического элемента пружины применяется проволока из стали круглого, полукруглого, прямоугольного, эллипсного сечения с антифрикционным слоем на гибкой связке.
Рабочий режущий элемент, выполненный в виде упругой металлической проволоки, свернут в витки винтовой цилиндрической пружины растяжения. Упругий рабочий режущий элемент - пружина выполнена из проволоки, например, по ГОСТ 9389-75, обладающей высокой разрывной прочностью. В качестве материала проволоки используют сталь 65Г, 50ХФА, 60С2А, 65С2 ВА по ГОСТ 14595-79. Стальную углеродистую холоднотянутую проволоку, применяемую для изготовления рабочих элемента инструмента, навивают в холодном состоянии и не подвергают закалке.
Диметр проволоки зависит от диаметра обрабатываемого отверстия (диапазона отверстий) от нескольких десятков микрометров и толще. Упругая металлическая проволока свита в витки винтовых пружин диаметром несколько больше диаметра обрабатываемого отверстия Dз, количество антифрикционных и деформирующих витков не менее двух, шириной впадины Bz между витками не менее одной трети шага пружины: т.е. Bz>1/3Р, где Р - шаг винтовой пружины.
Ввод упругого винтового инструмента в обрабатываемое отверстие заготовки диаметром Dз производят в растянутом положении пружины, при максимальной ее длине Lmax, которая, вытягиваясь, уменьшается в диаметре до значения Dmin, меньшего Dз. Кроме того, уменьшению диметра пружины способствует вращение штока при выдвижении его (движение вниз, согласно фиг.1-2) из корпуса. Вращение штока в этом направлении закручивает пружину, уменьшая ее диаметр до значения Dmin, и инструмент свободно вводится в необработанное отверстие заготовки, т.к. Dз>Dmin.
При обработке отверстий по предлагаемому способу инструменту сообщают вращательное Vp относительно продольной оси и возвратно-поступательное Sпр движения. Кроме того, шток 2 вращают относительно корпуса 1 и втягивают в корпус, тем самым сближают концы пружины, раскручивая ее. При этом наружный диаметр пружины увеличивается, а благодаря упругим свойствам проволоки и пружины в целом обеспечивается радиальная подача, необходимая для противозадирной обработки элементами из мягкого материала и для поверхностного пластического деформирования (ППД).
Рабочая поверхность инструмента, полученная таким образом, является винтовой цилиндрической поверхностью с аксиально-смещенным в продольном направлении рабочим слоем, способствующей снижению температуры обработки благодаря впадине Вz между витками и свободному проникновению смазочно-охлаждающей жидкости (СОЖ) в зону обработки, если это требуется по технологическому процессу.
Кроме того, аксиально-смещенный рабочий слой винтовой пружины позволяет интенсифицировать процесс обработки. Равномерное действие упругих сил металлической проволоки, свернутой в витки винтовой поверхности, повышает точность и производительность обработки, а также снижает теплонапряженность процесса за счет прерывистой в продольном направлении зоны обработки.
Биение корпуса 1 штока 2 не влияет на биение металлической проволоки, свернутой в витки винтовой поверхности, так как этот инструмент свободно размещается и ориентируется в обрабатываемом отверстии.
Предлагаемый способ, реализуемый с помощью рассмотренного инструмента, обработки гильз и цилиндров двигателей включает алмазно-абразивную обработку известной хонинговальной головкой или подобным рассмотренному инструментом, но оснащенным винтовой пружиной с алмазно-абразивным слоем, с получением требуемого микрорельефа и последующую противозадирную обработку элементами из мягкого материала инструментом описанной конструкции.
В процессе противозадирной обработки шток (находясь в верхнем положении, согласно фиг.1) освобождает упругие силы пружин, которые, раскручиваясь, увеличиваются в диаметре и соприкасаются витками с антифрикционным покрытием с обрабатываемой поверхностью и заполняют впадины микропрофиля. Деформирующие витки также соприкасаются с обрабатываемой поверхностью.
Вращение и возвратно-поступательное перемещение инструмента относительно обрабатываемой заготовки приводят к обкатыванию поверхности деформирующими витками и улучшают степень заполнения микропрофиля антифрикционными материалами.
После завершения обработки шток 2 выдвигается из корпуса (на фиг.2, движение вниз), пружина растягивается и уменьшается в диаметре и антифрикционные и деформирующие слои отходят от обрабатываемой поверхности.
Пример. Обработку осуществляют на хонинговальном станке мод. ОФ-38а для гильз цилиндров двигателей ЗМЗ-53 - ⊘92 мм. Предварительный микрорельеф поверхности формируют методом алмазного хонингования подобным рассмотренному инструментом с алмазным слоем АБХ 100×10×5×3 АС 32 100/80 М08-4 - 100%. В качестве деформирующих элементов используют витки пружины ⊘100 мм, свитой из проволоки ⊘10 мм из стали 65Г.
Противозадирную обработку осуществляют антифрикционными элементами в виде витков пружины ⊘100 мм, свитой из проволоки ⊘10 мм из стали 65Г, в поперечном сечении - полукруг. Антифрикционный слой БХА 100×10×5 KM 2/10-М08-1Ц из композиционного материала конструкционного характера, содержащего медь, олово, цинк, дисульфид молибдена, графит и другие компоненты. Режимы обработки следующие: скорость вращения инструмента Vp=1,1 м/с; скорость возвратно-поступательного движения Sпр=0,35 м/с; давление разжима антифрикционных и деформирующих витков (силы упругости пружины) - 0,2...0,3 МПа; время обработки - 42 с. В качестве контролируемых параметров исследований, проводимых на машине трения СМЦ-2, принимались задиростойкость и износ обработанной поверхности. Анализ полученных результатов показывает, что предлагаемый способ, реализуемый рассмотренным инструментом, для обработки гильз и цилиндров двигателей позволяет по сравнению с известным способом улучшить качество обработки путем повышения задиростойкости обработанной поверхности в 1,8 раза, увеличения износостойкости поверхности заготовки при снижении коэффициента трения на 35%.
Предлагаемый способ позволяет повысить точность и производительность обработки за счет уменьшения величины биения инструмента при простоте конструкции и снижении металлоемкости последнего, снизить теплонапряженность процесса за счет прерывистой в продольном направлении и аксиально-смещенной зоны резания благодаря винтовому расположению режущей поверхности, управлять величиной радиальной подачи за счет поворота штока относительно корпуса, а также упростить управление обработкой и конструкцию инструмента.
Источники информации
1. А.с. СССР №1583262, МПК5 В24В 1/00, 33/08. И.X.Чеповецкий, С.А.Ющенко, С.И.Будник. Способ финишной обработки гильз и цилиндров двигателей. Заявка №4387441/31-08; 21.12.87; 07.08.90; Бюл. №29 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ УПРУГИЙ ИНСТРУМЕНТ | 2006 |
|
RU2313440C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| УПРУГИЙ ВИНТОВОЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2006 |
|
RU2307021C1 |
| СПОСОБ ЧИСТОВОЙ УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ И ФАСОННЫХ ОТВЕРСТИЙ | 2006 |
|
RU2312756C1 |
| ЧИСТОВОЙ УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ ДЛЯ ЦИЛИНДРИЧЕСКИХ И ФАСОННЫХ ОТВЕРСТИЙ | 2006 |
|
RU2312755C1 |
| СПОСОБ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349444C1 |
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ ВИНТОВ | 2007 |
|
RU2349443C1 |
| СПОСОБ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325264C1 |
| УСТРОЙСТВО ДЛЯ ШЛИФООБКАТЫВАНИЯ | 2006 |
|
RU2325263C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ПУТЕМ ШЛИФОВАНИЯ И ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2006 |
|
RU2328368C2 |





Изобретение относится к технологии машиностроения, а именно к механической обработке отверстий гильз и цилиндров двигателей. Способ включает сообщение вращательного движения, возвратно-поступательного перемещения вдоль оси заготовки и радиальной подачи инструменту. Используют инструмент, содержащий корпус с центральным отверстием, в котором установлен шток и рабочие деформирующие и антифрикционные элементы. Деформирующие элементы выполнены в виде деформирующих витков винтовой цилиндрической пружины, а рабочие антифрикционные элементы - в виде витков с антифрикционным покрытием винтовой цилиндрической пружины. Упомянутые две винтовые цилиндрические пружины выполнены из упругой металлической проволоки и установлены из условия чередования в продольном направлении инструмента деформирующих витков и витков с антифрикционным покрытием. Концы винтовых цилиндрических пружин закреплены в корпусе. При этом радиальную подачу инструмента осуществляют возвратно-поступательными и вращательными движениями штока относительно продольной оси корпуса посредством выполненного на штоке винтового паза, в который входит шпонка, закрепленная в корпусе. В результате улучшается качество обработки и повышается производительность. 7 ил.
Способ финишной обработки отверстий гильз и цилиндров двигателей, включающий сообщение вращательного движения, возвратно-поступательного перемещения вдоль оси заготовки и радиальной подачи инструменту, отличающийся тем, что используют инструмент, содержащий корпус с центральным отверстием, в котором установлен шток, рабочие деформирующие элементы в виде деформирующих витков винтовой цилиндрической пружины и рабочие антифрикционные элементы в виде витков с антифрикционным покрытием винтовой цилиндрической пружины, упомянутые две винтовые цилиндрические пружины выполнены из упругой металлической проволоки и установлены из условия чередования в продольном направлении инструмента деформирующих витков и витков с антифрикционным покрытием, концы винтовых цилиндрических пружин закреплены в корпусе, при этом радиальную подачу инструмента осуществляют возвратно-поступательными и вращательными движениями штока относительно продольной оси корпуса посредством выполненного на штоке винтового паза, в который входит шпонка, закрепленная в корпусе.
| Способ финишной обработки гильз и цилиндров двигателей | 1987 |
|
SU1583262A1 |
| Устройство для чистовой и упрочняющей обработки цилиндрических отверстий | 1988 |
|
SU1666290A1 |
| Инструмент для отделочной обработки цилиндрических поверхностей деталей | 1978 |
|
SU979090A1 |
| Способ обработки продуктов осернения фенолов, служащих закрепителями для основных красителей | 1927 |
|
SU14540A1 |
| DE 1210358 A1, 03.02.1966. | |||

