Изобретение относится к автоматизации химико-технологических процессов и может быть использовано для управления процессами охлаждения нитей, формуемых на многоместных прядильных машинах.
Цель изобретения - снижение неравномерности свойств нити по длине.
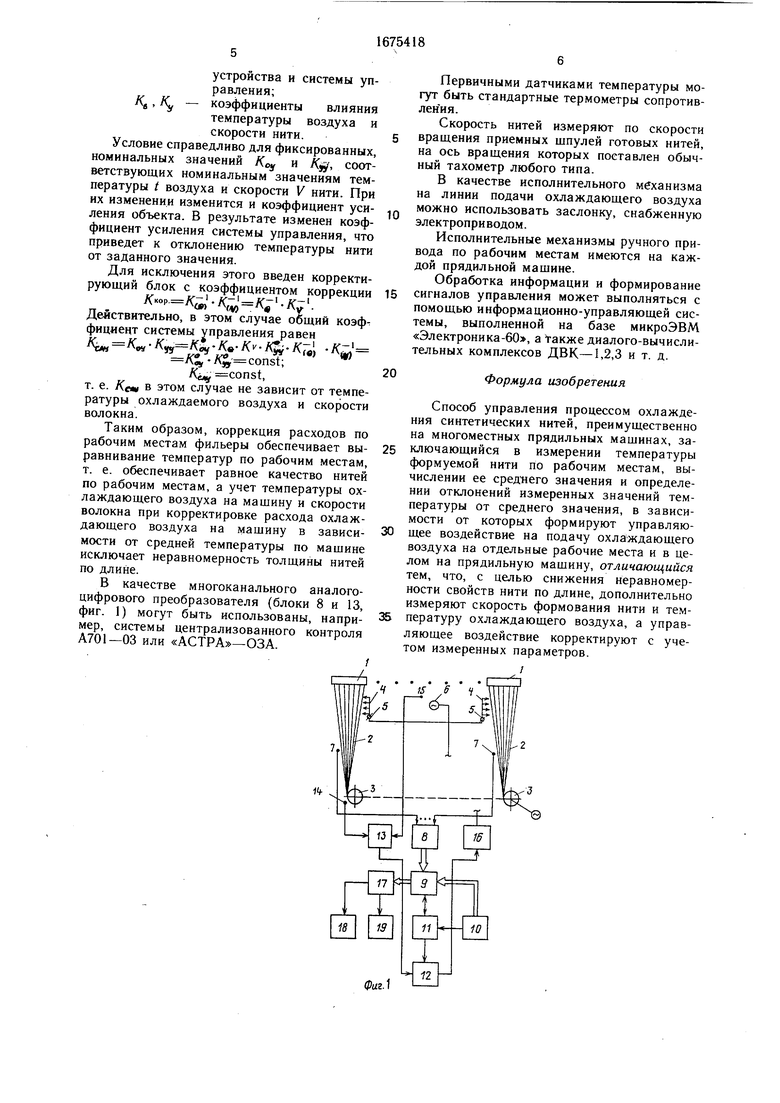
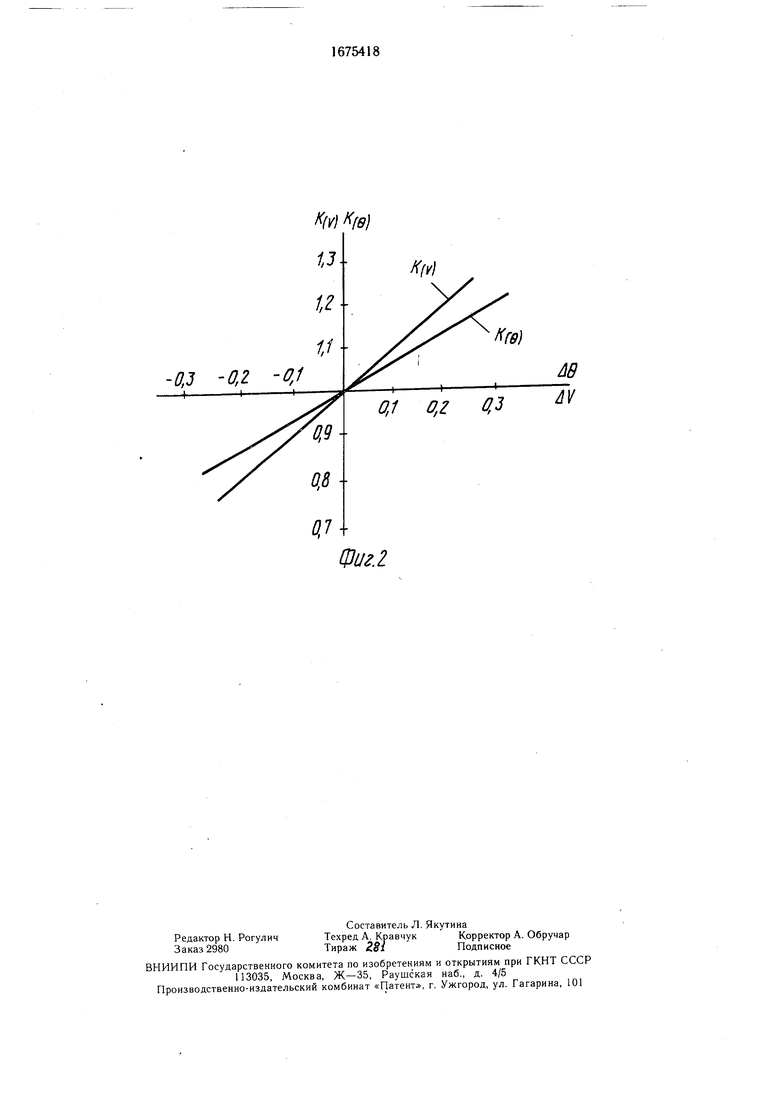
На фиг. 1 изображена функциональная схема прядильной многоместной машины; на фиг. 2 - экспериментальные характеристики прядильной машины по каналам регулирования температуры.
Прядильная многоместная машина содержит от 18 до 36 фильер 1. Вытекающие из фильеры струи полимера затвердевают, объединяются в нити 2 и наматываются на приемный механизм 3. Охлаждается нить воздухом, подаваемым из распределительных устройств 4. Сочетание фильеры 1, распределительного устройства 4 и приемного механизма 3 составляет прядильное место.
Устройство управления содержит регулирующую заслонку 5 подачи охлаждающего воздуха на каждое прядильное место и регулирующий орган 6 для изменения расхода охлаждающего воздуха на прядильную машину в целом.
Датчики 7 установлены вблизи нити 2 и обеспечивают измерение температуры пограничного с ней слоя воздуха. Выходы датчиков 7 подключены к входам многоканального аналого-цифрового преобразователя 8, выход которого подключен к входу операционного блока 9 (распределителя информации и формирователя управляемого воздействия). На второй вход блока 9 подключен выход блока 10 клавиатуры. Выход блока 9 подключен к входу регулятора 11, к другому его входу подсоединен выход блока 10, обеспечивающего ввод задания. Выход регулятора 11 связан с входом блока 12 коррекции. На второй вход блока 12 подключен выход блока 13 идентификации, к входам которого присоединены выходы датчиков скорости формования нити 14 и температуры охлаждающего воздуха 15. Выход блока 12 соединен с входом цифроаналогового преобразователя 16. Вход контроллера 17 присоединен к выходу блока 9. Один выход блока 17 подключен к блоку 18 печати, а другой - к входу блока 19 отображения.
(/
С
SСг
4- х
Ј
Способ осуществляют следующим образом.
С помощью датчиков 7 измеряют температуру пограничного с нитью слоя воздуха на каждом рабочем месте. После преобразования аналоговых сигналов в преобразователе 8 в цифровую форму сигнала с его выхода поступают в операционный блок 9, который их обрабатывает в соответствии с заключенными в него алгоритмами и затем передает обобщенную информацию об отклонении средней температуры в блок регулирования (регулятор) 11 и с помощью контроллера 17 выдает информацию на терминалы 18 (блок печати) и 19 (блок отображения, т. е. дисплей).
Блок 9 производит вычисление среднего значения температуры по прядильной маши- не Qi(ri) в /-м цикле измерения и вычисляет значения отклонений температуры по рабочим местам (Дф,-,-, ) от вычидслен- ного среднего значения по машине Qi(n). При этом в блоке 9 реализуется следую- щий алгоритм вычислений
0,(п) faQti/n;
(1)
Д6,,. 0,; (/)Ј.(„).(2)
Затем с помощью контроллера 17 и терминалов 18 и 19 представляют рекомендации оператору по корректировке расхода воздуха по местам с помощью регулирующих заслонок 5. При этом рекомендации на корректировку формируются блоком 11 по алгоритму
,-&(n).(3)
Сигнал изменения расхода охлаждающего воздуха на машину формируется регулятором 11 по следующему алгоритму
(n)-00.(4)
В выражениях (1) - (4) приняты обозначения:
Qti - значение температуры в /-м рабочем месте в i-м цикле измерения;
9i(n) - оценка среднего значения температуры по множеству рабочих мест п в i-м цикле измерения; AQ,/ - величина корректировки расхода / воздуха после регулирующей заслонки в t-м цикле измерения; Куу,К -- коэффициенты регулирования расхода охлаждающего воздуха на машину и рабочее место соответственно.
Измеренные датчиками 14 и 15 значения скорости формования нити и темпера- туры охлаждающего воздуха преобразуются в блоке 13 из аналогового значения в цифровое по зависимости, отсчитываемой-по характеристикам, и подаются в блок 12 коррекции, где формируется скорректированное значение управляющего „воздействия
9i(n)
к« кЈ-кЈ.(5)
5
0
5
где - соответственно поправочный множитель, учитывающий связь коэффициента усиления объекта с отклонением температуры воздуха на прядильную машину и скорости формования нити; /(,/(о-) - коэффициенты, учитывающие влияние температуры охлаждающего воздуха и скорости формования нити на температуру пограничного слоя;
- коэффициент усиления регулятора;
00 - заданное значение (номинальное) пограничного с нитью воздуха.
Значение величины регулирующего сигнала поступает из блока 12 коррекции в цифроаналоговый преобразователь 16, который выдает аналоговый сигнал на регулирующий орган 6 изменения расхода охлаждающего воздуха на прядильную машину. Равномерность температур по рабочим местам прядильной машины является одним из основных требований, предъявляемых к технологии прядения нитей. Отклонение температуры по одной прядильной машине не должно превышать ±3°С для полиэфирных волокон.
При формовании нитей из расплава на их толщину влияют ряд факторов: температура охлаждающего воздуха, скорость волокна при вытягивании, ламинарность и стабильность охлаждающего потока воздуха и т. д.
Изменение во времени этих показателей приводит к изменению коэффициента усиления объекта управления К0у по каналу регулирующего воздействия на исполнительный механизм, изменяющий расход охлаждающего воздуха, т. е. АР- АЛ
Предлагаемый способ обеспечивает повышение качества регулирования при изменении температуры охлаждающего воздуха и скорости волокна за счет параметрической самонастройки коэффициента усиления устройства управления КуУ-К р.. Доказательством является зависимость коэффициента усиления от температуры охлаждающего воздуха и скорости волокна при условии их достаточно малых приращений в окрестности рабочей точки, соответствующей номинальным значениям температуры / и скорости волокна, имеющая вид
Коу Коу Kf Kj
Из теории автоматического управления известно, что для сохранения требуемого затухания переходного процесса в системе регулирования необходимо выполнить условие
Коу Kyv Kb consi,(6)
где Коу.Куу, - соответственно коэффициенты усиления объекта управления, управляющего
устройства и системы управления;
Kt, Ку - коэффициенты влияния температуры воздуха и скорости нити.
Условие справедливо для фиксированных, номинальных значений Коу и Kg, соответствующих номинальным значениям температуры / воздуха и скорости V нити. При их изменении изменится и коэффициент уси- ления объекта. В результате изменен коэффициент усиления системы управления, что приведет к отклонению температуры нити от заданного значения.
Для исключения этого введен корректирующий блок с коэффициентом коррекции
K-f KЈ KЈ Kjl-Kjl. Действительно, в этом случае общий коэффициент системы управления равен К н Кву-Куу КвуК -КуК -КТв) -Ktf Kly Л -const;
Келу const,
т. е. Кем в этом случае не зависит от температуры охлаждаемого воздуха и скорости волокна.
Таким образом, коррекция расходов по рабочим местам фильеры обеспечивает выравнивание температур по рабочим местам, т. е. обеспечивает равное качество нитей по рабочим местам, а учет температуры охлаждающего воздуха на машину и скорости волокна при корректировке расхода охлаждающего воздуха на машину в зависимости от средней температуры по машине исключает неравномерность толщины нитей по длине.
В качестве многоканального аналого- цифрового преобразователя (блоки 8 и 13, фиг. 1) могут быть использованы, например, системы централизованного контроля А701-03 или «АСТРА -ОЗА.
0
5
0
5
Первичными датчиками температуры могут быть стандартные термометры сопротивления.
Скорость нитей измеряют по скорости вращения приемных шпулей готовых нитей, на ось вращения которых поставлен обычный тахометр любого типа.
В качестве исполнительного механизма на линии подачи охлаждающего воздуха можно использовать заслонку, снабженную электропри водом.
Исполнительные механизмы ручного привода по рабочим местам имеются на каждой прядильной машине.
Обработка информации и формирование сигналов управления может выполняться с помощью информационно-управляющей системы, выполненной на базе микроЭВМ «Электроника-60, а также диалого-вычисли- тельных комплексов ДВК-1,2,3 и т. д.
Формула изобретения
Способ управления процессом охлаждения синтетических нитей, преимущественно на многоместных прядильных машинах, заключающийся в измерении температуры формуемой нити по рабочим местам, вычислении ее среднего значения и определении отклонений измеренных значений температуры от среднего значения, в зависимости от которых формируют управляющее воздействие на подачу охлаждающего воздуха на отдельные рабочие места и в целом на прядильную машину, отличающийся тем, что, с целью снижения неравномерности свойств нити по длине, дополнительно измеряют скорость формования нити и температуру охлаждающего воздуха, а управляющее воздействие корректируют с учетом измеренных параметров.
/
фигА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления процессом формования синтетических нитей на многоместной прядильной машине | 1990 |
|
SU1784670A1 |
| Устройство управления процессом формования нитей на многоместной прядильной машине | 1987 |
|
SU1537718A1 |
| Устройство контроля производительности многоместного прядильного агрегата | 1988 |
|
SU1724750A1 |
| Способ управления процессом охлаждения химических нитей на многоместной прядильной машине | 1982 |
|
SU1039993A1 |
| Способ управления процессом формования химических волокон на многоместных прядильных машинах | 1980 |
|
SU985163A1 |
| Способ контроля процесса формования синтетических нитей на многоместных прядильных машинах | 1985 |
|
SU1388479A1 |
| Способ управления процессом производства химической нити в прядильной шахте | 1980 |
|
SU990936A1 |
| Способ управления процессом формования химических волокон и пленок | 1976 |
|
SU610080A1 |
| Способ управления процессом формования химических нитей | 1978 |
|
SU931832A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПО СУЩЕСТВУ БЕСКОНЕЧНЫХ ТОНКИХ НИТЕЙ | 2001 |
|
RU2265089C2 |
Изобретение относится к автоматизации химико-технологических процессов. Цель изобретения - снижение неравномерности свойств нити по длине, которая достигается за счет того, что при регулировании расхода охлаждающего воздуха по рабочим местам прядильной машины учитывают температуру охлаждающего воздуха, скорость формирования волокна и температуру нити 2 ил.
Фиг. 2
| Котел для водяного отопления с внутренним перегревателем воды для побуждения циркуляции в сети и с регулятором наружной температуры котла | 1924 |
|
SU573A1 |
