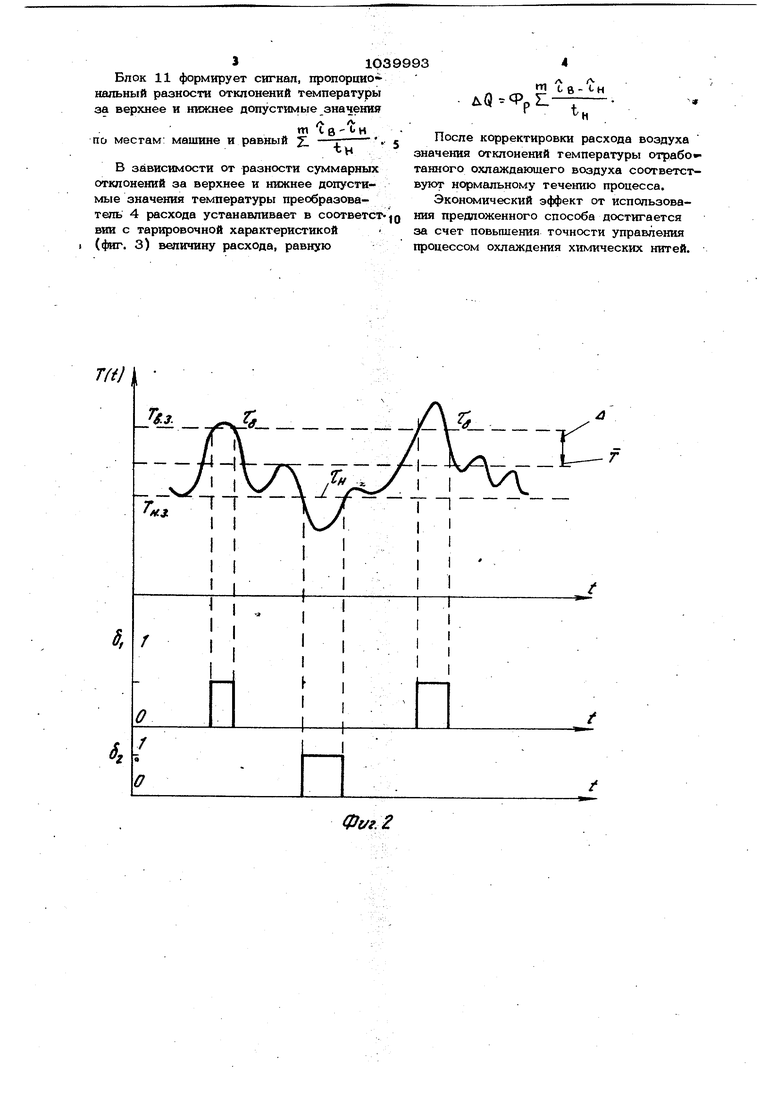
Изобретение относится к автоматизашш химико-технологических процессов, в частности к способам управления процесс ми охлаждения нитей, формуемых на мно гоместных прядильных машинах. Известен способ управления процессом охлаждения химических нитей путем конт роля фактического значения температуры отработанного охлаждающего воздуха, сравнения с допустимыми предельными значениям температуры охлаждающего воздуха и последующего регулирсвания ;„ расхода oxлaждaJpщeгo воздуха (.ij. Недостатком известного способа явля ется низкая точность управления, обусло ленная отсутствием контроля длительност отклонений температуры охлаждающего воздуха за допустимые пределы. Целью изобретения является повышени точности управления , Поставленная цель достигается тем, что согласно способу управления процессом охлаждения химических нитей на мно гоместной прядильной машине путем конт роля фактического значения температуры отработанного охлаждающего воздуха, сравнения с допустимыми предельными значениями температурь охлаждающего воздуха и последующего регулирования расхода охлаждающего воздуха, дополни- тельно измеряют длительность отклонени температуры за верхнее и нижнее допуст мые предельные значения температуры, вычисляют суммарное время отклонения температуры по местам машины за верхнее и нижнее допустимые предельные зна чения температуры, а расход воздуха опр деляют по формуле m t в Н к где Л Q - величина расхода воздуха, нм / с; ВЛи- длительность отклонений темпе ратуры за верхнее и нижнее до пустимые значения, с, t-H - интервал наблюдения, с ; m - число мест машины, - коэффициент пропорциональности с. На фиг. 1 изображена принципиальная схема управления процессом охлаждения химических нитей на многоместной пря-- дипьной машине, на фиг. 2 - график изме нения температуры отработанного охлаж- дающего воздуха во времени, на фиг. 3 тарировочная характеристика расхода охлалсдающего воздуха в зависимости от ра ности суммарных значений времени предельных отклонений температуры за допустимые предельные значения. На многоместной прядильной машине свежесформованная нить 1 подается из (}яшьеры 2 на прядильную паковку 3. Охла :дение нити осуществляется потоком воздуха, расход которого изменяется с помощью исполнительного механизма в зависимости от выходного сигнала преобразователя 4 расхода . Температура отработанного охлаждающего воздуха контролируется датчиками 5, установленными на каждом рабочем месте прядильной машины вбл1й зи нити перед паковкой. Выходы датчиков 5 температуры, и задатчиков 6 допустимых предельных значений температуры подключены на входы соответствующих нуль-органов 7, выходы которых поступают на интеграторы 8 и 9 длительности отклонений верхнего и нижнего допустимых значений соответственно. Входьт интеграторов 8 и 9 соединены также с выходами задатчиков 10 времени наблюдения . выходы - с блоком 11 управления, подключенным к преобразователю 4 расхода. Предложенный способ реализуют следующим образом.. )3ерхнее и нижнее допустимые предельные значения температуры отработанного охлаждающего возДухаТ„ задатчика б поступают на вход нуль-органов 7, которые осуществляют бравнение фактической температуры, измеренной датчиками 5, с заданнойТр иТ. Нуль-оргаьы 7 формируют сигнал о превышении верхнего S и нижнего о допустимых предельных значений температуры нити, при этом pea. лизуется алгоритм Q 1, при Т TB 0 0,при Т Tg, 1,приТ Тц О, при Т TH Изменение температуры во времени показано на фиг. 2, где tB - длительность отклонения температуры на верхнее допустимое предельное значение, I ( - длительность отклонения температуры за нижнее допустимое предельное значение. Е$ыходные сигналы Si и 62 с нуль-органов 7 поступают на интеграторы 8 и 9 длительности отклонений температуры от работанного воздуха по местам соответственно от верхнего и нижнего значения.
Блок 11 формирует сигнал, пропорцио нальный разности отклонений температуры за верхнее и нижнее допустимые значения
по местам: машине и равный
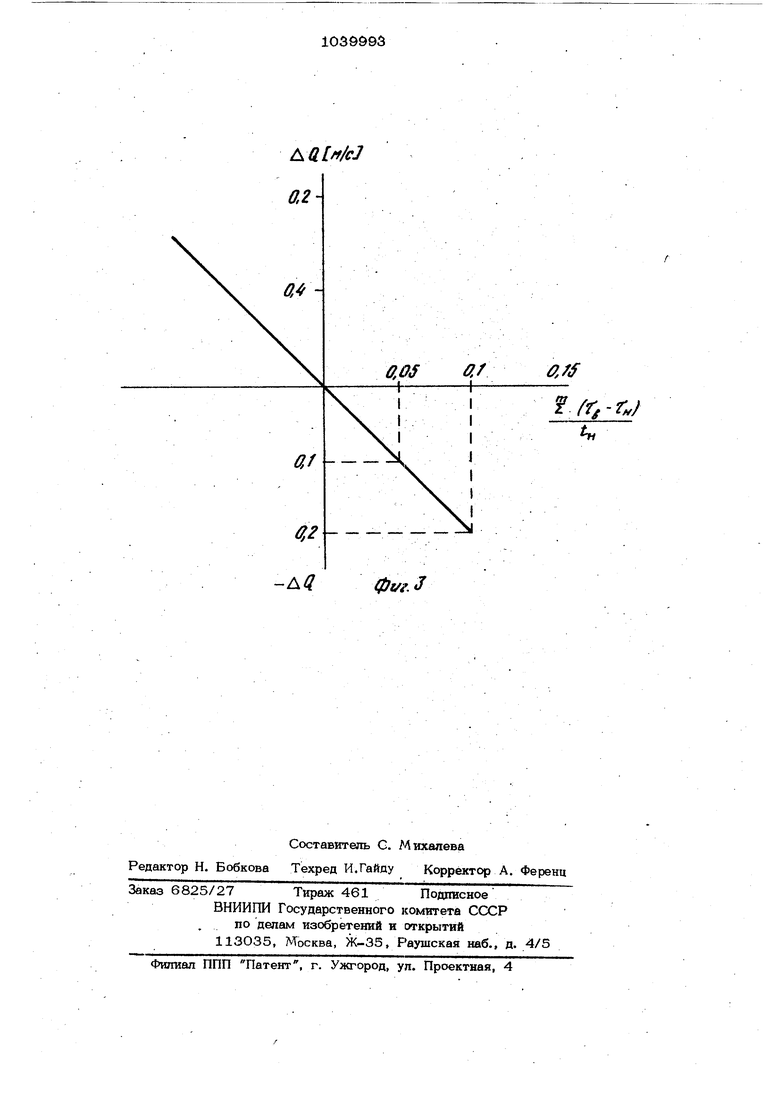
В зависимости от разности суммарных отклонений за верхнее и нижнее допустимые значения температуры преобразователь 4 расхода устанавтгавает в соответст-|д ВИИ с тарировочной характеристикой (фиг. 3) величину расхода, равную
л А
п t В- t-H
лО-ФрЕ.
Н
После корректировки расхода воздуха значения отклонений температуры отрабо танного охлаждающего воздуха соответствуют нормальному течению процесса.
Эконсж1ический эффект от использования предложенного способа достигается за счет повышения точности управления процессом охлаждения химических нитей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля процесса формования синтетических нитей на многоместных прядильных машинах | 1985 |
|
SU1388479A1 |
| Устройство управления процессом формования нитей на многоместной прядильной машине | 1987 |
|
SU1537718A1 |
| Способ управления процессом формования синтетических нитей на многоместной прядильной машине | 1990 |
|
SU1784670A1 |
| Способ управления процессом формования химических волокон на многоместных прядильных машинах | 1980 |
|
SU985163A1 |
| Устройство контроля производительности многоместного прядильного агрегата | 1988 |
|
SU1724750A1 |
| Способ управления процессом охлаждения синтетических нитей | 1988 |
|
SU1675418A1 |
| Способ управления процессом производства химических нитей на многоместных прядильных машинах | 1979 |
|
SU950812A1 |
| Способ управления процессом охлаждения нитей в прядильном агрегате | 1976 |
|
SU596669A1 |
| Способ управления процессом формования химических нитей | 1978 |
|
SU931832A2 |
| Система управления процессом термообработки полимера при нитеобразовании | 1977 |
|
SU648944A1 |
СПОСОБ УПРАВЛЕНИЯ ПРО.ЦЕССОМ ОХЛАЖДЕНИЯ ХИМИЧЕСКИХ НИТЕЙ НА МНОГОМЕСТНОЙ ПРЯДИЛЬНОЙ МАШИНЕ путем контроля фактического значения температуры отработанного очпажпаюиего воздуха, сравнения с допустимыми предельными значениями температуры озслаждаюшего воздуха и последующего .регулирования расхода охлаждающеговоздуха, отличающийся тем, что, с целью повыщения точности управления, дополнительно измеряют длительность отклонений температуры за верхнев и нижнее допустимые предельные значения температуры, вычисляют суммарное время отклонения температуры по местам машины за верхнее и нижнее допустимые предельные значения температуры, а расход воздуха определяют по формуле где д Q - величина расхода воздуха, им / с; i. длительность отклонений температуры за верхнее и нижнее допустимые значения, с , Ьи- интервал наблюдения, с ; hi - число мест машины; Фр - коэффициент пропорциональносJ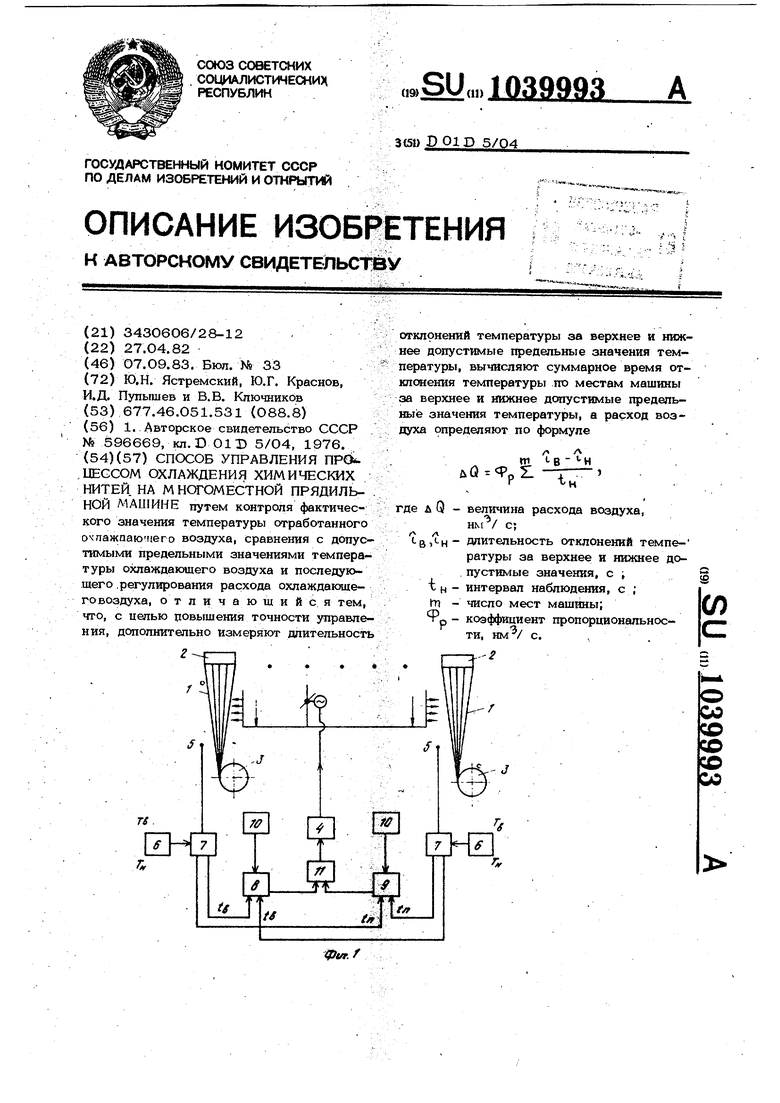
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
