(54) ГШР ЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВ ТРУБ
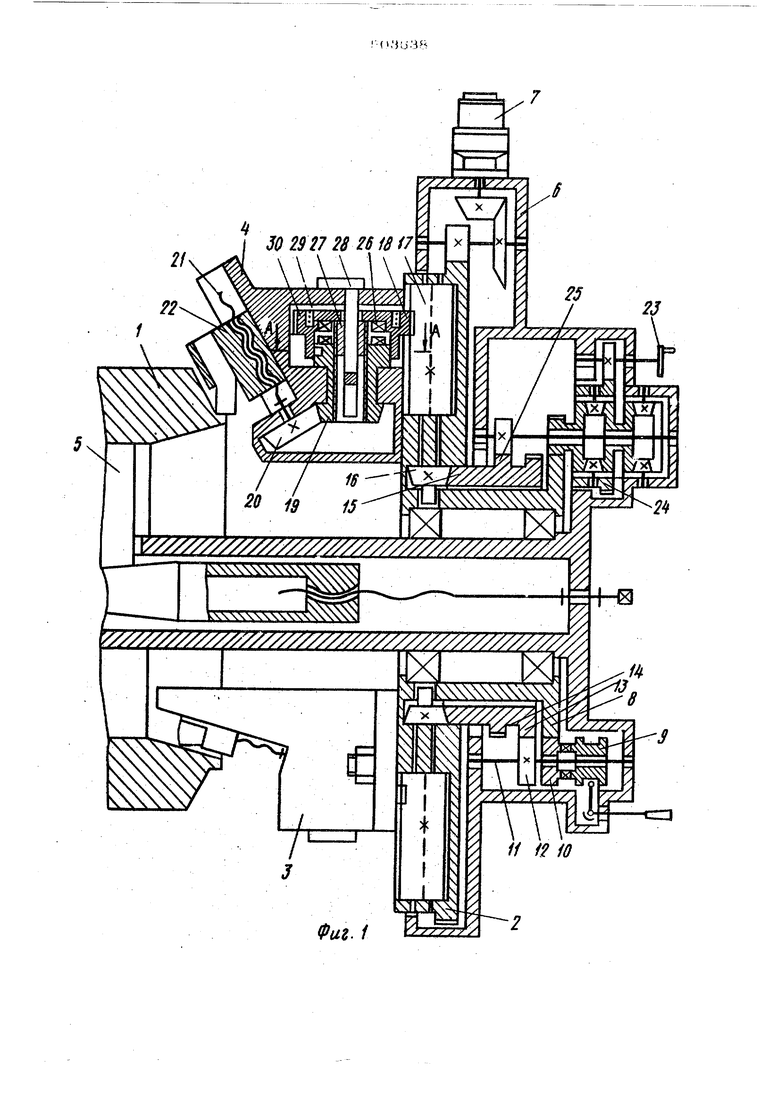
которым входят в зацепление шестерня 16 каждого плансуппорта 3, 4. На торце планшайбы 2 радиально расположены удлиненные шестерни 17, связанные с одной стороны с шестернями 16, а с другой с плансуппортом 3,4 через блок шестерен. Блок шестерен, расположенный в плансуппортах 3,4 имеет возможность осевого перемещения относительно удлиненной|шестерни 17, что позволяет настраивать плансуппорт на размер обрабатываемой трубы. Блок шестерен выполнен в виде цилиндрической шестерни 18, связанной зацеппеннем с удлиненной шестерней 17 и парой конических шестерен 19, 20, передающих движение винту подачи 21, взаимодейству ющему с резцедержателем 22, несушим резец. Резцедержатель 22 имеет возможность перемещения от ручного привода 23 через дифференциал 24 при отключенной муфте 9 и через зубчатые венцы 25 и 15 шестерню 16, удлиненную шестерню 17 и блок шестерен.
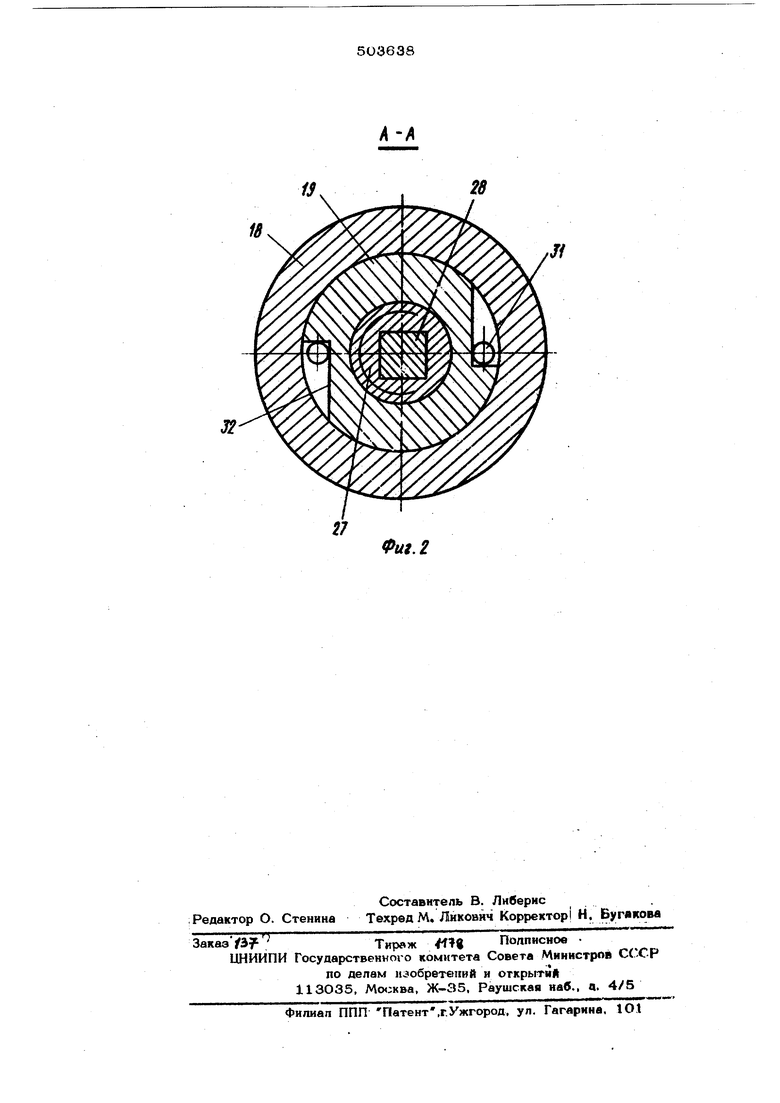
Для автоматического отключения подачи резца после окончания обработки фаски цилиндрическая шестерня 18 соединена с конической шестерней 19 зубчатой муфтой 26, а внутрь конической шестерни 19 ввернута гайка 27, фиксация которой от вращения предусмотрена упором 28, закрепленным на плансуппорте 4. Цилиндрическая шестерня 18 подпружннена к корпусу плансуппорта и к гайке 27 пружиной 29 и взаимодействует своей внутренней частью с торцом гайки 27.
Между цилиндрической 18 и конической 19 шестернями установлена обгонная муфта ЗО, выполненная в виде шариков 31 установленных в Г-образных пазах 32 конической шестерни 1Э.
Предлагаемый переносной станок работает следукшшм образом.
Станок устанавливается на обрабатываемую трубу 1 и закрепляется зажимным патроном 5. Of электродвигателя 7 и коробки скоростей приводятся во вращение планшайба 2 с закрепленными на ней плансуппортами 3 и 4. Плансуппорты 3 и 4 и блоки шестерен, размещенные в них перемешаются в осевом направлении относительно удлиненной шестерни 17 и устанавливаются на нужный размер фаски в зависимости от диаметра трубы. Режущие инструменты, закрепленные в резцедержателях 22 плансуппортов 3 и 4, получают автоматическую подачу от главного дви жения (вращения планшайбы). Осуществляется это следующим образом: при обкатке зубчатых вэнцов 8 и 13, имеющих разное число зубьев, по шестерням Юн 12 прн
муфте 9 колесо 14 получает дополнительное вращение, которое через коническую пару 15, 16, цилиндрическую пару 17, 16 и коническую пару 19, 2О
передается винту подач 21, который перемещает резцедержатель 22 с необходимой скоростью, т.е. осуществляет ра.бочую подачу.
Автоматическое отключение подачи ре&цедержателей 22 после окончания обработки .фаски происходит следующим образом: при вращении конической шестерни |,9 гайха 27 перемещается по квадратному упору 28 и, нажимая своим торцом на
внутреннюю часть цилиндрической шестерни 18, отключает зубчатую муфту 26. При этом движение пары конических щеотерен 19, 2О прекращается и соответственно прекращается подача резцедержателя 22.
Цилиндрическая шестерня 18 продолжает вращаться. Изменяя положение гайки 27 на упоре 28, можно отключать резец при различных размерах фаски. Аналогичным образом отключается подачя и в плансуппорте 3. После 0|1сончания операции обработки фаски резцы отводятся в начальное положение без отключения главного движения (вращение планшайбы). Это осуществляется ручным приводом 23. При вращении
рукоятки ручного привода 23 движение передается через дифференциал 24 (при выключенной муфте 9) на зубчатый венец 25, через зубчатый венец 15, шестерню 16, удлиненную шестерню 17, цилиндрической
шестерне; 16 в сторону, обратную рабочему ходу резцедержателя 22.
При этом шарики 31 обгонной му4 ты ЗО, расположенной между цилиндрической 18 и конической 19 шестериями, выдвигаются из пазов 31 и передают вращение на шестерню 19. Резцедержатели 22 начинают движение в обратном рабочему ходу направлении. Гайка 27 также перемещается, освобождая зубчатую полумуфту цилиндрической шестерни 19. Пружииа 29 включает зубчатую муфту 26, при атом резцедержатели 22 устанавливаются в исходное положение для последующей обработки фаски.
формула изобретения
Переносной станок для обработки торм цов труб, содержащий планшайбу с приводом, Плансуппорты с резцедержателями и механизмами подач, заж {мной патрон, привод ручного управления механизмом подач, отличающийся тем, что с целью расширения технологических возможностей станка, механизм подач каждоI го рвзиеде|зжатепя дополнительно; содержит (расположенную на планшайбе шестерню, :Ось которой перпенпикулярна к оси вра|шеняя планшайбы я которая имеет воамож яость подключення к приводу планшайбы I н к ручному приводу и кннематнческя свя ааяа с вннтом подач чвраэ допускакгамй возможность oceiBoix) перемещения относи тольно нее блок шестерен, выполненный
виде цилиндрической и конической uiec- 1тереи, .связанных между собой зубчатой JH обгонной муфтами, при атом внутрь ко нической шectepни ввинчена застопореннай от вращения гайка, взаимодействующая горком с внутренней частью лодпружинё - |-иой к ней пилиндрической шестерни, ьхо дяшей в вапеплание с шестерней, располо- 1женной m планшайбе. 30292728261817 lU y//7/////y////7/7/7/7/7///y г/г. /
,/
Vl7 Ш
iS
18
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
| Переносной станок для обработки тел вращения | 1976 |
|
SU665986A1 |
| Станок для точения фланцев | 2021 |
|
RU2780213C1 |
| Переносной станок для обработки кольцевых кромок | 1975 |
|
SU537758A1 |
| Переносный станок для обработки кромок | 1979 |
|
SU863197A1 |
| Станок для обработки концов труб | 1988 |
|
SU1576242A1 |
| Переносный станок для резки труб | 1981 |
|
SU1017440A1 |
| Полуавтоматический станок для резки труб | 1981 |
|
SU948560A1 |
| Станок для обработки концов труб | 1983 |
|
SU1117147A1 |