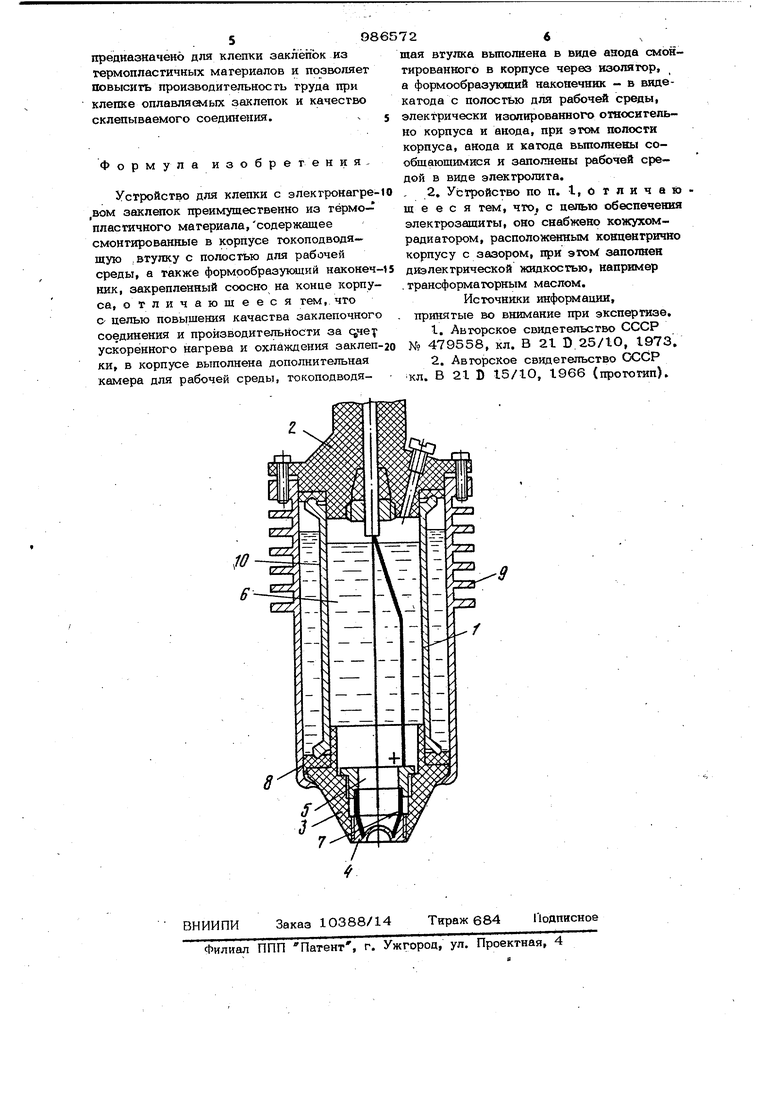
. 1 Иаобретёдие огаосигся к уЬгройсгвам i для клепки заклепок, а ючвее для клепки оплавлевнем заклепок, выполненных из термопластичных материалов, и может быть применено в.машиностроительной, электротехнической, авиационной, приборостроительной и других отраслях промышпе ленности.. Известно устройство для клешш плавлением заклепок, выполненных из терме1шас тачных матервалов содержащее смонтированный ва корпусе электрод-пуансон с приводом. На корпусе закреплена пружи нящая кольцевая скоба с лункой, соосной с пуансоном профилированной по форме замыкахяцей голошш заклешш. Устройство работает следующим обраaoMtНа стержвшв заклепки опускают скобу с кутакой и создают некоторый натяг за счет кольцевой скобы, затем посредством sp«&og& к лунке подводитря разогретый электрод-пуансон. Электрод-пуансон раза гревает лун1дг и стержеиь заклепки, происхр дит формование замыкающей гбловки, после чего электрод-пуансон отводятся, а лунка остается прижатой пружиншцей скобой на замыкающей головке до потери пластичности материала заклепки . . Это устройство обладает значительйб .меньшей тепловой инерцией, так как лунка охлаждается окружающей средой (воздухом) практически бее подвода тепла от электрода-пуансона. Однако и оно не может обеспечить быстрого охлаждешш отфо1А|ованной голоЁки до температуры потерц пластичностиматериала заклепки, а это ограничивает повыщение производительности труда., Это устройство не обеспечивает необдимого усилия на форм таций элеммтлунку в кюмент остывания (фиксации формы) -замыкакяцей головки заклшпси при большой жесткости склепываемых элевментов, например, стеклотекстолитовья, металлических и т. п. Объясняется эУо тем, что после формовки головки заклепки электрод-пуансон огходиг or формукшего элеменга-лунки и на послед нюю действует только сила пружиняюшей кольцевой скобы, потенциальная энергия которой в этот момент не может быть максимальной. При отходе электродапуансона от лунки потенциальная энергия сжатой кольцевой скобы уменьшается и может оказаться меньше потенциальной энергии склепываемых листов, что в сво очередь приведет к образованию зазора между склепываемыми листами. Этот недостаток значительно снижает качеств заклепочного соединения из-за образования зазора межау соединяемыми элементами конструкции. Известно устройство - штамп для клепки электронагревом заклепок, содержащий в корпусе токоподводящую втулку с полостью для рабочей среды, а также формообразующий наконечник, закреплен ный соосно на конце корпуса 2. Однако известное устройство не обес печивает качественной клепки заклепок из термопласгного материала. Кроме гог оно не обеспечивает требуемой производительности за счет быстрого нагрева и охлаждения заклепок. Целью изобретения является повышение качества заклепочного соединения и производительности путем .ускоренного нагревй и охлаждения заклепки. Поставленная цель достигается за сч того, что в устройстве для клепки с электронагревом заклепок преимущест:венно из термопластичного материала, содержащем смонтированную в корпусе токоподводящую втулку с камерой для рабочей среды, а также формообразующий наконечник, закрепленный соосно на конце корпуса, в последнем вьшолнен дополнительная камер а для рабочей среды, токоподводящая втулка вьшолнена в виде анода, смонтированного в корпусе через изолятор, а формообразующий наконечник - в виде катода с полостью для рабочей среды, электрически изолированного относительно корпуса и анода, при этом полости корпуса, анода и катода вьтолнены с сюб ца5т1имися ,и заполнены рабочей средой в виде электролита. Устройство снабжено кожухом-радиат ром концетрично корпусу с зазором, при этом зазор заполни диэлектрической жидкое ГЬЮ| например трансформаторным .маслом. На чертеже изображен общий вид устройства для клепки оплавлением закл пок, вьшолненньпс из термопластичных материалов. Устройство представляет собьй корпус I с основанием 2 и изолятором 3. В нижней части корпуса I в изоляторе 3 Смонтированы формообразующий наконечнюс 4, явл5Пощийся катодом, и токоподво- дящая втулка в виде анода 5. Полости внутри корпуса, анода и катода заполнены рабочей средой - электролитом б. Контакт электролита 6 с наконечником 4 с целью достижения устойчивости режима электролитического нагрева ограничен трубчатым изолятором 7. Для защиты от поражения током снаружи корпуса I через прокладки 8 установлен кожух-радиатор 9. Пространство между корпусом 1 и кожухом-радиатором 9 заполнено жидким диэлектриком Ю, например трансформаторным маслом. Устройство работает следующим образом. Формообразукядий наконечник 4 вводят в контакт со стержнем заклепки с некоторь1М усилием и включают электропитание устройства (на: фигуре не показано). При прохождении постоянного электрического тока соответствующего напряжения и плотности через электролит 6 между электродами, наконечником 4 катодом) и анодом 5 поверхность катода (формообразукяцего наконечника 4) ,нагревается с большой скоростью до нужной температуры. Для устойчивости процесса нагрева в электролите плотность тока на катоде значительно превышад-ь плотность тока на аноде. С этой целью площадь контакта наконечника 4 (катода) с электролитом ограничена трубчатым изолятором 7. Стержень заклепки под действием подводимого от наконечника тепла преобретает пластичные свойства, а под действием осе вого усилия формуется замыкакацая головка. Устройство обесточивают и формообразующий наконечник 4, охлаждаемый электролитом 6, быстро остывает вместе с отформованной головкой заклепки. Для поддержания нормальной температуры электролита служит кожух-радиатс)р 9. Теплопередача происходит через стенку корпуса I, жвдкий диэлектрик Ю и далее на кожух. Необходимость такого выполнения диктуется мерами по технике безопасности, так как электролит находится под напряжением. Рабочий наконечник 4 и минус источника питания должны быть надежно заземлены. Предлож шое устройство по сравнению с известным объектом, взятом за прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Одноударный молоток для клепки с электронагревом | 1981 |
|
SU1020178A1 |
| Приспособление к клепальному устройству | 1981 |
|
SU984616A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ КЛЕПКИ | 1997 |
|
RU2116156C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ КЛЕПКИ | 1992 |
|
RU2030946C1 |
| Штамп для групповой клепки | 1980 |
|
SU948522A1 |
| Клепальный пресс | 1977 |
|
SU749531A2 |
| СПОСОБ КЛЕПКИ | 1994 |
|
RU2069118C1 |
| Инструметн для прессовой клепки | 1976 |
|
SU583863A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКЛЕПОЧНОГО СОЕДИНЕНИЯ | 2005 |
|
RU2281829C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВОЙ КЛЕПКИ КЛИНОВИДНЫХ ПАКЕТОВ | 2003 |
|
RU2253536C1 |
